ICS 25. 160. 10
J 33
GB/T 19867.2—2008/ISO 15609-2: 2001
Welding PrOCedUre SPeCifiCatiOn for gas Welding
(ISO 15609-2:20019SPeCifiCatiOn and qualification Of WeIding PrOCedUreS for
metallic materials—WeIding PrOCedUre SPeCifiCatiOn—Part 2: GaS WeIding, IDT)
2008-03-31 发布
2008-09-01 实施
GB/T 19867分为如下五部分:
——第1部分:电弧焊焊接工艺规程;
——第2部分:气焊焊接工艺规程;
--第3部分:电子束焊接工艺规程J
——第4部分:激光焊接工艺规程;
——第5部分:电阻焊焊接工艺规程。
本部分为GB/T 19867的第2部分。
本部分等同采用ISO 15609-2:2001 «金属材料焊接工艺规程及评定 焊接工艺规程 第2部分= 气焊》(英文版)。
本部分等同翻译ISO 15609-2:2001 o为了便于使用,本部分做了下列编辑性改动:
ill
——删除了国际标准的前言;
——将标准名称改为“气焊焊接工艺规程勺
B3
——MlSO 15609-2:2001中引用的其他国际标准,有被等同采用为我国标准的用我国标准代替对 应的国际标准,未被等同采用为我国标准的直接引用国际标准;
——规范性引用文件中增加了 GB/T 3375《焊接术语》;
——增加了附录B,用于说明有关材料的类组划分。
本部分的附录A、附录B为资料性附录。
本部分由全国焊接标准化技术委员会提出并归口 O
本部分起草单位子哈尔滨焊接研究所、北京电力建设公司、哈尔滨焊接技术培训中心。
本部分主要起草人;朴东光、任永宁、王林
GB/T 19867的本部分规定了气焊的工艺规程内容要求。本部分适用于气焊焊接方法。
2规范性引用文件
下列文件中的条款通过GB/T 19867的本部分的引用而成为本部分的条款。凡是注日期的引用文 件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本部分,然而,鼓励根据本部分达成 协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本 部分e
焊接术语
焊接及相关工艺方法代号(GB/T 5185—2005,ISO 4063: 1998,IDT)
焊缝 工作位置 倾角和转角的定义(GB/T 16672—1996,idt ISO 6947s1993) 焊接工艺规程及评定的一般原则(GB/T 19866—2005,ISO 15607: 2003,IDT)
GB/T 3375
GB/T 5185
GB/T 16672
GB/T 19866
ISO/TR 15608焊接金属材料分类指南
3术语和定义
本部分采用GB/T 3375和GB/T 19866中的有关术语和定义。
4焊接工艺规程(WPS)的技术内容
4.1 一般原则
焊接工艺规程(WPS)应当包含执行焊接操作的必要信息。一般焊接工艺规程的内容见4. 2〜4.4, 具体应用时,可以根据实际情况做增减处理。
附录A给出了 WPS格式的示例。
4.2有关制造商的内容
——制造商名称;
——WPS的名称及编号3
——焊接工艺评定报告(或其他所需文件)的编号。
4.3有关母材的内容
4.3.1母材种类
——材料型号、牌号及相关标准编号;
——材料(钢材)类组(参见附录B)β
4.3.2 材料尺寸
——接头的厚度范围;
——管子的外径范围。
4.4焊接工艺的通用性内容
4.4.1焊接方法
焊接方法应按GB/T 5185的规定表示。
4.4.2接头设计
——包含形状和尺寸的接头设计图,或是提供相关内容的标准编号;
Il
——焊接顺序可能对接头性能产生影响时,图样上应予以明确O
4.4.3焊接位置
焊接位置应按GB/T 16672的规定表示。
4.4.4接头制备
应提供有关坡口清理、去污、装夹具使用和定位焊接、打磨、气刨的内容(包括所采用的方法)O
4.4.5焊接操作方法
应明确焊接操作方法,如左焊法(或右焊法)。
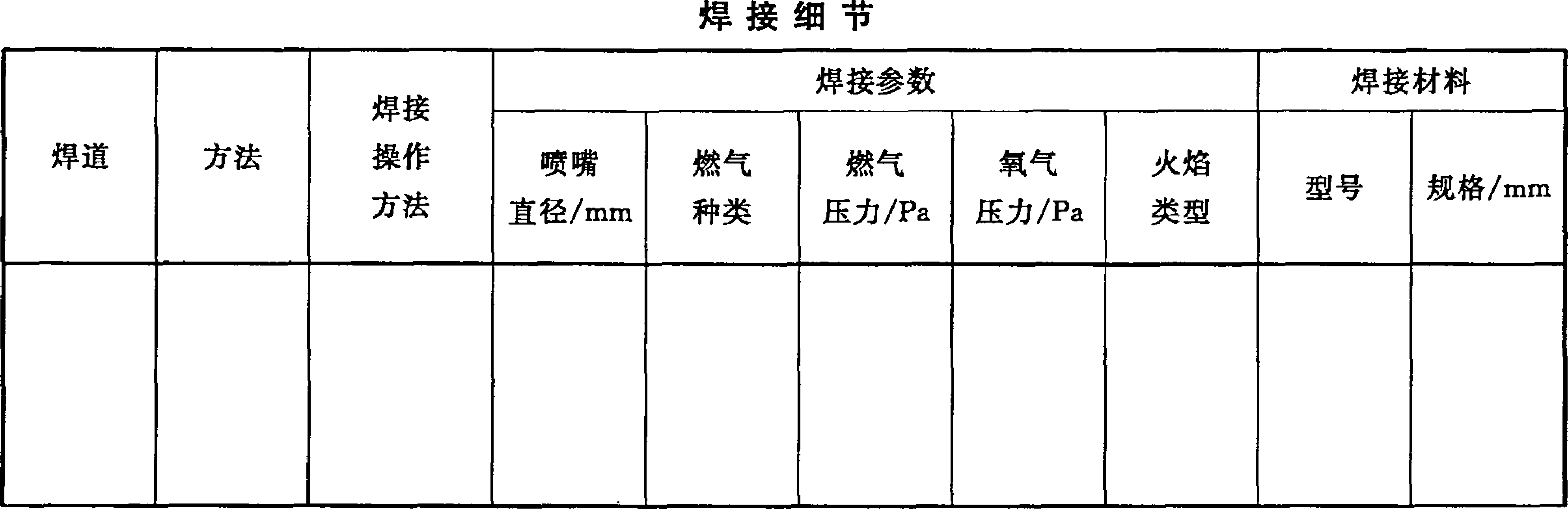
4.4.6焊接参数
——喷嘴尺寸;
——燃气种类和压力3 ——氧气压力;
——火焰类型。
4.4.7焊接材料
型号、制造商及商标。
4.4.8焊接材料规格
填充丝直径。
4. 4.9焊后热处理
应遵循的焊后热处理工艺(或单独的焊后热处理工艺规程"
附录A
(资料性附录)
制造商的焊接工艺规程(WPS)
制造商的焊接工艺规程编号:
WPQR编号:
制造商:
焊接方法:
接头种类:
焊接坡口示意图(必要时):
坡口制备及清理方法:
母材型号:
母材类组:
材料厚度(mm):
外径(mm):
焊接位置:
接头设计
焊接顺序
焊后热处理:
方法、温度、时间:
Ill
加热及冷却速度: 备注:
制造商(名称、签字及日期):
附录B
(资料性咐录) 钢材分类指南
根据ISo/TR 15608的钢材分类见表B. Io
表B.1钢材类组
成分用%表ZN
类别
组别
Ll
1.2
钢种
屈服极限ReHW460 N∕mm2 ,且成分如下:
C≤0. 25∣Si≤0. 6O5Mn≤l. 70jMo≤0. 70β jS≤0. 045jP≤0. 045jCu≤0. 40、
Ni≤0. 5∙jCr≤0. 3(0. 4 铸钢)fNb≤O. 05 ; V≤0.12β jTi≤0.05
屈服极限ReHW275 N/mrn?的钢
屈服极限 275 N/mmz<CKe∏≤360 N∕mmz 的钢
屈服极限Rh>360 N∕mm2的细晶粒正火钢
改进型耐候钢(某一种元素允许超标)
屈服极限Kh>360 N∕mm2的热控轧处理的细晶粒钢和铸钢
2.1
屈服极限360 N∕mm2<jReH≤460 N∕mmz的热控轧处理的细晶粒钢和铸钢
2.2
3.1
3.2
3.3
4.1
4.2
5.1
5.2
5.3
5.4
6.1
6.2
6.3
6.4
7,1
7.2
7.3
屈服极限Kh>460 N∕mm2的热控轧处理的细晶粒钢和铸钢
屈服极限RH>360 N∕mπ?的调质钢和沉淀硬化钢(不锈钢除外)
屈服极限360 N∕mm2<KeH≤690 N∕mmz的调质钢
屈服极限jReH>690 N∕mm2的调质钢
沉淀硬化钢(不锈钢除外)
Mtr≤O∙ 7 且 VW0.1 的低制 CrMo(Ni)钢
Cr≤0.3 且 NiV0. 7 的钢
Cr≤O. 7 且 Ni≤L5 的钢 —
Cr≤O. 35 的无钮 CrMO 钢lt
0. 75≤Cr≤l. 5 且 Mo≤0. 7 的钢
1. 5<Cr≤3. 5 且 O. 7<Mo≤l. 2 的钢
3. 5<Cr≤7.。且 0. 4<Mo≤0. 7 的钢
7. 0<Cr≤10. 5 且 O. 7<Mo≤l. 2 的钢
高机CrMo(Ni)合金钢 ~~
0. 3≤Cr≤0. 75,Mo≤0.7,V≤0. 35 的钢
0. 75<Cr≤3. 5,0. 7<Mo≤l. 2,V≤0. 35 的钢
3. 5<Cr≤7. 0,Mo≤0. 7,0. 45≤V≤0. 55 的钢
7. 0<Cr≤12.5,0. 7<Mo≤l. 2,V≤0. 35 的钢
CWO. 35,10. 5WCr≤30的铁素体钢、马氏体钢或沉淀硬化不锈钢
铁素体不锈钢
马氏体不锈钢
沉淀硬化不锈钢 —
奥氏体不锈钢
Cr≤19的奥氏体不锈钢
Cr>19的奥氏体不锈钢
4. 0<Mn≤12的含铉奥氏体不锈钢
类别
组别
9.1
9.2
NiWIo的镣合金钢
NiW3∙ 0的镣合金钢
3. 0<Ni≤8. 0的镣合金钢
9. 3 & 0<Ni≤10的镣合金钢
奥氏体-铁素体双相不锈钢
10
10,1
10.2
表B. 1 (续)
成分用%表示
Cr≤24的奥氏体-铁素体不锈钢
Cr>24的奥氏体-铁素体不锈钢
______ 除0∙25VCW0.5外,其余成分与1类钢相同的钢C
11 IL 1 ;25VCW0.35,養余成分与1类钢相同的钢 ~~
IL 2 0. 35<C≤0.5,其余成分与1类钢相同的钢
注:按照钢的产品标准RH可用RPO.2或RO代替。
a当Cr+Mo+Ni+Cu+V≤0.75时,更高的值也可接受。
“无机”表示没特意添加该元素
C当Cr+Mo+Ni÷Cu+V≤l时,更高的值也可接受。
中华人民共和
s¾

家标准
气焊焊接工艺规程
GB/T 19867. 2—2008/ISO 15609-2s2001
中国标准出版社出版发行 北京复兴门外三里河北街16号 邮政编码:100045 网址 WWW. spc. net. Cn 电话:68523946 68517548
中国标准出版社秦皇岛印刷厂印刷 各地新华书店经销
*
开本880X1230 1/16 印张0.75 字数10千字 2008年6月第一版2008年6月第一次印刷
*
书号:155066 ∙ l-3187i

如有印装差错由本社发行中心调换 版权专有侵权必究 举报电话:(010)68533533