ICS 75.180.10
E 92
∕⅛≡Γ⅛⅛
(CMoi
中华人民共和国国家标准
GB/T 17744-2015
代替 GB/T 17744—2008
石油天然气工业钻井和修井设备
Petroleum and natural gas Industries-Drilling and Wen SerViCing equipment
2015-12-31 发布
2016-04-01 实施
中华人民共和国国家质量监督检验检疫总局发布 中国国家标准化管理委员会发布
9.11安装在大方补心和(或)转盘之上的弹簧、气动或液压卡盘
H
附录D (资料性附录)本标准与GB/T 17744—2008章条对照及技术差异
In
-ɪɪ- -J—
本标准按照GB/T 1.1—2009给出的规则起草。
本标准代替GB/T 17744—2008《石油天然气工业 钻井和修井设备》。与GB/T 17744—2008相 比主要技术变化如下:
——第1章“范围”中增加了 4项设备的内容;
——规范性引用标准中增加了 GB/T 15169和SY/T 6727两项标准;
——增加了两个术语(见3.1.9、3.1.41);
——对铸件的超声波检测有了更详细的要求(见8.4.8.3.3);
——增加了非标准转盘卡瓦的内容(见9.5);
——活塞杆和活塞芯孔表中增加SA3和SA5两个规格(见表10);
——增加了与非标准转盘卡瓦对应的卡盘内容(见9.10);
--增加了公制缸套孔径系列表和英制缸套孔径系列表(见表12和表13);
——增加了盘式刹车的内容(见9.8.3.3);
——细化了使用卡盘的内容(见9.9、9.11、9.12);
——增加了高压钻井液循环系统减压装置的内容(见9.17);
——增加了手动大钳和动力大钳尾绳的内容(见9.18)。
为便于对照,附录D中列出了本标准与GB/T 17744—2008章条对照及技术差异一览表。
本标准修改采用API SPeC 7K,2010《钻井和修井设备》(第5版)。
本标准由全国石油钻采设备和工具标准化技术委员会(SAC/TC 96)提出并归口。
本标准起草单位:宝鸡石油机械有限责任公司、国家油气钻井装备工程技术研究中心、南阳二机石 油装备(集团)有限公司、中石化石油工程机械有限公司第四机械厂、石油工业井控装置质量监督检验中 心、兰州兰石石油装备工程有限公司、四川宏华石油设备有限公司、中国石油西部钻探工程有限公司。
本标准主要起草人:刘红芳、栾苏、孙娟、余利军、徐军、刘炯、廖江、杨西萍、邓悟、刘海密。
本标准所代替标准的历次版本发布情况为:
——GB/T 17744—1999、GB/T 17744—2008。
本标准为新的钻井和修井设备及本标准发布后制造的主承载替换件规定了设计、制造和试验的总 则和要求。
本标准适用于以下设备:
a) 转盘;
b) 转盘补心;
C)在标准转盘卡瓦座中设计使用的锥度为1 : 3(4 in/ft)的标准转盘卡瓦;
d) 在列项i)中规定的手动卡盘中使用的锥度不为1 : 3(4 in/ft)的非标准转盘卡瓦;
e) 高压泥浆和水泥软管;
f) 活塞钻井泵零部件;
g) 绞车零部件;
h) 手动卡盘,使用列项C)中规定的标准转盘卡瓦,不能用作吊卡,安装在大方补心和(或)转盘 之上;
i) 手动卡盘,使用锥度不为1 : 3(4 in/ft)的非标准转盘卡瓦,不能用作吊卡,安装在大方补心和 (或)转盘之上;
j) 弹簧、气动或液压卡盘,具有整体卡瓦,不能用作吊卡,安装在大方补心和(或)转盘之上;
k) 弹簧、气动或液压卡盘,具有整体卡瓦,不能用作吊卡,安装或部分安装在转盘内;
l) 手动大钳;
m) 不用作提升装置的安全卡瓦;
n) 动力大钳,包括旋转扳手;
o) 防喷器(BOP)搬运系统;
P)高压钻井液循环系统减压装置;
q)手动大钳和动力大钳尾绳。
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文 件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 228.1 金属材料 拉伸试验 第1部分:室温拉伸试验方法(GB/T 228. 1—2010, ISO 6892- 1:2009,MOD)
GB/T 229金属材料 夏比摆锤冲击试验方法(GB/T 229—2007,ISO 1481:2006,MOD)
GB/T 9445 无损检测 人员资格鉴定与认证(GB/T 9445—2008,ISO 9712:2005,IDT)
GB/T 15169 钢熔化焊焊工技能评定(GB/T 1 51 69—2003,ISO/DIS 96061:2002,IDT)
GB/T 20174石油天然气工业钻井和采油设备钻通设备(GB/T 20174—2006, ISO 13533: 2001,MOD)
GB/T 22513 石油天然气工业钻井和采油设备井口装置和采油树(GB/T 22513—2013, ISO10423:2009,MOD)
SY/T 5170 石油天然气工业用钢丝绳(SY/T 5170-2008,API SPeC 9A:2004,MOD)
SY/T 6666 石油天然气工业用钢丝绳的使用和维护的推荐作法(SY/T 6666-2012,API RP 9B: 2005,MOD)
SY/T 6727石油钻机液压盘式刹车
ISO 7500-1金属材料静力单轴试验机的验证第1部分:拉力和(或)压力试验机测力系统 的验证和校准(MetauiC materials—VerifiCat.ion of StatiC UniaXiaI testing machines—PartI : Tension/ CQmPreSS i on test i ng mach i nes—Ver i f icati on and CaIi brat i on of the force-measur i ng SyStem)
AISC 360-051)结构钢建筑物规范(SPeCifiCatiQn for Structural SteeI BUiIdingS)
API SPeC 5B 套管、油管和管线管螺纹的加工、测量和检验规范
ASME B1.2 统一英制螺纹用量规和测量(GageS and Gaging for Unified InCh SCreW ThreadS)
ASME B16.34 法兰、螺纹和焊接端连接的阀门(VaIVeS Flanged, Threaded, and WeIding End)
ASME B30.9 吊索(SIingS)
ASME B31.3 工艺管道(PrQCeSS PiPing)
ASME锅炉和压力容器规范 第V卷 无损检测(BoilerandPressureVesselCode, Section V: NQndeStrUCtiVe EXaminatiQn)
ASME锅炉和压力容器规范 第地卷 第1册 高压容器建造规则(BoilerandPressueVessel Code, SeCtiQn VIII, DiViSiQn 1 , Rules for CQnStrUCtiQn Qf High PreSSUre VeSSeIS)
ASME 锅炉和压力容器规范 第W卷 第2册 高压容器建造另一规则(Boiler and PreSSUre VeSSelCode,SeCtionVIII,DiViSion2:RuleSforConStruCtionofHighPreSSureVeSSelS—AlternatiVe RuleS)
ASME锅炉和压力容器规范 第K卷 焊接和钎焊评定(Boiler and PreSSUre VeSSeI Code, Section IX: WeIding and BraZing QUaIifiCatiQnS)
ASNT SNT-TC-1 A1 2) 无损检测人员资格鉴定推荐作法(ReCQmmended PraCtiCe for PerSQnneI
QualifiCationandCertifiCationinNondeStruCtiVeTeSting)
ASTM A 3703)钢制品力学性能试验的标准试验方法和定义(Standard TeSt MethQdS and Defi-nitionSfor MeChaniCalTeStingofSteelProduCtS)
ASTM A 388 锻钢件超声波检验的标准方法(Standard PraCtiCe for Ultrasonic EXaminatiQn Qf SteelForgingS)
ASTM A 488铸钢件焊接人员资格鉴定的标准方法(Standard PraCtiCe for Steel Castings, Weld-ing,QualifiCationSofProCedureSandPerSonnel)
ASTM A 751钢制品化学分析的标准试验方法、作法和术语(Standard TeSt Methods, Practices, andTerminologyforChemiCalAnalySiSofSteelProduCtS)
ASTM A 770特殊用途钢板的全厚度拉伸试验标准规范(Standard SPeCifiCatiQn for ThrQUgh— ThiCkneSS TenSiQn TeSting Qf SteeI PIateS for SPeCiaI APPIiCatiQnS)
ASTM E 4 测试仪器力验证的标准作法(Standard PraCtiCeS for FQrCe VerifiCatiQn Qf TeSting MaChineS)
ASTM E 125 黑色金属铸件磁粉指示的标准参考照片(Standard ReferenCe PhQtQgraPhS for MagnetiCPartiCleIndiCationSonFerroUSCaStingS)
ASTM E 165 液体渗透检验的标准试验方法(Standard TeSt Method for LiqUid Penetant Exam-inaiOn)
ASTM E 186壁厚为51 mm~114 mm (2 in~4 ⅛ in)的厚壁铸钢件用标准参考射线照片 {Standard ReferenCe RadiOgraPhS for HeaVy-Waued [2 to 4 ⅛ in (51 to 114 mm)]Steel Castings}
ASTM E 280壁厚为114 mm~305 mm(4 ⅛ in~12 in)的厚壁铸钢件用标准参考射线照片 (Standard ReferenCe RadiOgraPhS for HeaVy-WaHed [4 ⅛ to 1 2 in (11 4 to 305 mm)] Steel Castings}
ASTM E 428超声波检验用钢试块的制造和控制标准作法(Standard PraCtiCe for FabriCatiOn and Control of Steel ReferenCe BIoCkS USed in UItraSOniC EXaminatiOn)
ASTM E 446壁厚等于和小于51 mm (2 in)的铸钢件用标准参考射线照片[Standard ReferenCe RadiOgraPhS for Steel CaStingS UP to 2 in (51 mm) in ThiCkness]
ASW D.1.1/D1.1M 钢结构焊接规范(SrUCtUaI WeIding COde-Steel)
ASTM E 709 磁粉探伤标准指南(Standard Gilide for MagnetiC PartiCIe EXaminatiOn)
AWS QC1 焊接检验员资格鉴定标准(Standard for AWS CertifiCatiOn of WeIding InSPeCtOrS)
DNV4 起重设备鉴定规则(RlIIeS for the CertifiCatiOn of lifting APPIianCeS)
EN 287(所有部分)5) 钢件熔焊焊工鉴定试验(QIIaIifiCatiOn test of WeIderS-FIISiOn WeIding-SteelS)
MSS SP-536)阀、法兰、管件和其他管件铸钢件和锻件质量标准磁粉探伤方法(Quality Standard for Steel CaStingS and FOrgingS for Valves, FkngeS and FittingS and Other PiPing ComPonents— MagnetiCPartiCleExamination Method)
MSS SP-55阀、法兰、管件和其他管件铸钢件质量标准 表面缺陷评价的目视方法(Quality Standard for Steel CaStingS for Valves, FkngeS and Fittings and Other PiPing COmPOnentS—ViSaaI MethOd for EVaIllatiOn of SUrfaCe IrregIIkritieS)
NFPA T2.12.10 R17)液压传动系统和产品试验的一般测量原理和技术的推荐作法(ReCOm-mended PraCtiCe—HydraUIiC FIUid Power—SyStemS and PrOdUCtS—TeSting GeneraI MeaSUrement PrinCiPIeS and TeChniqUeS)
下列术语、定义和缩略语适用于本文件。
3.1.1
设计用来贮存、提升、下放和运输钻井和(或)生产设备或钻机上所用防喷器组的设备O
3 . 1 . 2
多个防喷器组装成一整体,包含所有附件。
3.1.3
关键区域CritiCaI area
主承载件上的高应力区域。
3 . 1 . 4
设计载荷design load
设备产生最大许用应力的静载荷与动载荷之和。
3 . 1 . 5
设计安全系数design Safety factor
在材料最大许用应力与规定的最小屈服强度之间考虑一定安全余量的系数。
3.1.6
设计验证试验 design VerifiCatiOn test
用来确认所采用的设计计算的完整性而进行的试验。
3 . 1 . 7
钻井液 drilling IiqUidS
在高压下通过高压泥浆管路系统、泥浆立管、钻井水龙带、旋转水龙头或顶部驱动装置中心管、钻柱 和钻头输送的调节钻井过程的液体溶液(也称为泥浆)。
注:在本标准中,钻井液不包括含有各种压缩空气或气体的流体。
3.1.8
动载荷 dynamic load
由于加速效应而施加给设备的载荷。
3.1.9
端部连接装置end COnneCtOr
位于软管总成端部的带有管线管螺纹的附件,用来把软管总成连接到管路系统上。
示例:GB/T 22513规定的法兰或毂,或对焊的、或与软管接头材料整体制造的锤击式由壬。
注1:管线管螺纹规范见API SPeC 5B。
注2:见图11。
3 . 1 . 10
等效圆 equivalent round
当确定低合金钢和马氏体不锈钢热处理硬化特性时,把各种形状的截面用等效的圆截面表示。
3 . 1 . 11
危险区域 IlaZardOUS area or zone
因易燃性气体或蒸气、易燃液体、可燃粉尘、或可燃纤维或飘浮物而可能存在火灾或爆炸危险的 场所。
3 . 1 . 12
高压 high PreSSUre
工作压力值,范围从 10.3 MPa~103.4 MPa (1 500 psi~15 000 PSi)O
3 . 1 . 13
高压水泥软管 high-pressure Cement hose
用于在高压下输送水泥的软管。
3 . 1 . 14
高压泥浆软管 high PreSSUre mud hose
钻井水龙带、减振软管或跨接软管。
3.1.15
软管总成 IlOSe assembly
包括软管体和软管接头。
注:结构型式见图11。
3.1.16
软管体hose body
不带软管接头或端部连接附件的平端软管。
3 . 1 . 17
软管接头hose COUPIing
连接在软管体两端的装配附件。
3.1.18
软管端部接头hose end COnneCtOr
位于软管总成端部的允许软管总成连接在管路系统上的附件,特点是具有API SPEC 5B规定的管 线管螺纹,或例如GB/T 22513中规定的法兰或毂,或对焊的、或与软管接头材料整体制造的锤击式 由壬。
注:见图11。
3.1.19
软管设计系列hose design family
各种内径和工作压力的软管总成,但加强层数量相同,软管接头连接采用的方法相同,并按相同设 计方法和最大许用应力准则设计。
3 . 1 . 20
相同设计原理 identical design COnCePt
一类设备的所有设备在主承载区域均具有相似的几何形状的特性。
3 . 1 . 21
跨接软管jumper hose
用于输送高压钻井液的柔性软管总成。位于钻井泵排出口和钻台上地面高压泥浆管汇之间的高压 泥浆管路系统中的任何位置,以适应其之间的相对运动。
3 . 1 . 22
线性指示 Iinear indication
在无损检测中,长度大于三倍宽度的一种指示。
3 . 1 . 23
可卸附件loose gear
装配时所用的悬挂、固定或提升载荷的现成设备,包括但并不局限于钩环、链、吊钩、连接杆、螺旋 扣、结合件、滑轮和旋转接头。
3 . 1 . 24
最大许用应力 maximum allowable StreSS
规定的最小屈服强度除以设计安全系数。
3 . 1 . 25
最大工作温度 maximum WOrking temperature
9.6.3规定的温度范围上限。
3.1.26
最小弯曲半径minimum bend radius
表9规定的从软管中心线测量的软管最小弯曲半径尺寸。
注:见图11。
3 . 1 . 27
月池导向系统 moonpool guidance SyStem
在配置和收回防喷器组过程中,防止防喷器组和浮移式海洋钻井装置结构物之间接触所设置的 结构。
3.1.28
多载荷路径 multiple load PatllS
防喷器搬运系统内安装的同时共同地支承静载荷和动载荷的两个或两个以上独立的主承载机械或 结构零部件。
3.1.29
主载荷 Primary load
设备执行其主要的设计功能时设备所承受的载荷。
3 . 1 . 30
主承载件 Primary load Carrying components
设备中承受主要载荷的零部件。
3 . 1 . 31
验证载荷试验proof load test
为确认设备完好性所进行的产品载荷试验。
3 . 1 . 32
额定载荷rated load
施加于设备的最大工作载荷,包括静载荷和动载荷。
注:额定载荷在数值上等于设计载荷。
3 . 1 . 33
额定速度rated SPeed
制造商规定的旋转、运动速度或速率。
3 . 1 . 34
修补 repair
制造过程中,通过焊接的方法清除构件或部件的缺陷并进行整修。
注:本标准表述的术语“修补”,仅适用于新设备制造期间的材料缺陷的修补。
3 . 1 . 35
钻井水龙带rotary hose
在泥浆立管顶部和旋转水龙头之间用来输送高压钻井液的柔性软管总成。
3 . 1 . 36
圆形指示 rounded indication
在无损检测中,长度小于三倍宽度的接近圆形或椭圆形的任何指示。
3 . 1 . 37
安全工作载荷Safe WOrking load
设计载荷减去动载荷。
3.1.38
尺寸级别SiZe class
代表本标准中规定的设备的尺寸互换性。
3.1.39
尺寸范围 SiZe range
一个总成所包含的管径范围。
3 . 1 . 40
吊索sling
当在载荷和提升机构之间连接时,通常用钢丝绳、链或合成材料制造的用来提升的总成。
3 . 1 . 41
大钳尾绳SnUb-Iine
大钳工作时,钢丝绳的一端固定在管钳手柄连接点的端部,另一端固定以保持大钳平稳。
注:大钳尾绳不通过滑轮或弯曲。
3 . 1 . 42
特殊过程 SPeCiaI PrOCeSS
可以改变或影响设备所用材料力学性能(包括韧性)的工艺方法。
3 . 1 . 43
静载荷 StatiC load
防喷器组静重量施加在防喷器安装系统上的载荷。
3 . 1 . 44
试验样机teSt Unit
进行设计验证试验的样机。
3 . 1 . 45
减振软管VibratOr hoSe
在两个管路系统之间或在钻井泵排出口和高压泥浆管路系统之间用来输送高压钻井液的柔性软管 总成,目的是吸收噪声和(或)减振,或补偿不对准和(或)热膨胀。
3.1.46
钢丝绳设计系数 Wire rope design factor
形成文件的最低破断强度与钢丝绳和吊索施加的工作载荷极限之间的比率。
注:本术语不应与3.1.5规定的设计安全系数混淆。
3 . 1 . 47
工作载荷极限 WOrking load Iimit
制造商分配给单件装置的载荷值,是断裂载荷值的若干分之一,在使用防喷器搬运系统和设备期 间,不宜超过。
3.2缩略语
下列缩略语适用于本文件。
BOP防喷器
HAZ热影响区
MODU移动式海洋钻井装置
NDE无损检测
PWHT焊后热处理
PQR工艺评定记录
TIR总跳动
WPS焊接工艺规程
4 设计
4.1设计条件
钻井设备的设计、制造和试验应在各方面满足其预定的用途。设备应能安全地传递规定的载荷。 设备的设计应能保证安全运行。
应采用下面的设计条件:
a) 设计载荷和安全工作载荷按第3章的规定。设备操作人员应负责确定具体操作的安全工作 载荷。
b) 除非有附加要求(见附录A中SR2和SR2A),否则转盘、转盘卡瓦、动力大钳和绞车的设计及 最低工作温度为0°C (32 T)O除非有附加要求,否则安全卡瓦、卡盘和手动大钳的设计及最 低工作温度为一20 °C (-4 T )。
C)除非在设备的制造中使用了在更低设计温度下具有要求韧性的合适材料(见附录A中SR2和 SR2A),否则不推荐在低于上述设计温度时的额定载荷下使用本标准涵盖的设备。
4.2 强度分析
4.2.1总则
设备的设计分析应着重考虑屈服、疲劳或屈曲等可能的失效模式。
强度分析应以弹性理论为基础。另一方面,在设计文件认为合理的地方,也可采用极限强度(塑性) 分析。
与设计有关的力都应纳入计算。针对于所要考虑的每个横截面,应采用最不利的力的组合、位置和 方向。
4.2.2简化假设
可以采用有关应力分布和应力集中的简化假设,但假设应符合公认的作法或基于丰富的经验或综 合性试验。
4.2.3经验公式
只要验证零件内应力的应变仪测试文件记录结果能证明经验关系,那么,就可用经验关系替代分 析。当设备或零部件不允许使用应变仪验证其设计时,应按5.6的试验方法来鉴定。
4.2.4等效应力
强度分析应以弹性理论为基础。根据冯•米塞斯-亨克(VQn MiSeS-HenCky)理论,设计载荷引起 的名义等效应力,不应超过按式(1)计算的最大许用应力九“"。
ReL Z I 、
σ∏,ax = ..............................(I)
ns
式中:
σmax 最大许用应力;
ReL ——最小屈服强度;
ns——设计安全系数。
4.2.5极限强度(塑性)分析
极限强度(塑性)可在下列任一种条件下分析:
a) 接触区域;
b) 零件的几何形状所引起的局部高应力集中区域及断面平均应力小于或等于4.2.4中规定的最 大许用应力的其他高应力梯度区域。
在这些区域,平均应力以下的所有应力值应采用弹性分析法。
塑性分析时,按照冯•米塞斯-亨克(VQn MiSeS-HenChy)理论,等效应力不应超过最大许用应力 E,按式(2)进行计算O
σ∏,ax =R m ..............................(2)
n`s
式中:
σmax 最大许用应力;
Rm ——最小极限抗拉强度;
ns ——设计安全系数。
4.2.6稳定性分析
稳定性分析应按照公认的弯曲理论进行。
4.2.7疲劳分析
除非另有协议,否则,疲劳分析寿命应不少于20年。
应按照公认的理论进行疲劳分析。可以采用的疲劳分析方法参见参考文献[13]。
4.3 尺寸级别代号
设备尺寸级别代号表示的尺寸互换性,应符合第9章的要求。
4.4额定值
4.4.1按本标准提供的转盘、卡盘、手动大钳和动力大钳的额定值,应符合本标准规定的要求。
4.4.2主载荷路径内所有轴承的额定静载值,应满足或超过设备的额定载荷。
4.4.3制造商应规定各种结构使用的动力大钳和手动大钳的额定扭矩值。
额定载荷值计算应基于:
a) 4.6中规定的设计安全系数;
b) 主承载件所用材料规定的最小屈服强度;
C)设计计算确定的应力分布和(或)5.6中规定的设计验证载荷试验得出的数据。
4.6.1卡盘的设计安全系数应按表1确定。
|
额定载荷P kN(short tons) |
设计安全系数ns |
|
≤1 334(150) |
3.00 |
|
1 334(150)〜4448(150〜500) |
3.00-[0.75×(P - 1 334)/3 1 14]a 3.00-[0.75×(P-150)∕350]b |
|
>4 448(500) |
2.25 |
|
a式中P单位为千牛(kN)。 b式中P单位为短吨(ShOrttons)。 | |
设计安全系数预期作为设计准则,不应在任何情况下解释为允许设备上的载荷超过额定载荷值。
4.6.2转盘主载荷路径内构件的最小设计安全系数应为1.67。
4.6.3手动大钳、动力大钳的颚板和大钳尾绳附件的最小设计安全系数应按表2确定。
|
额定扭矩值M kN∙m(tt∙ lb) |
设计安全系数ns |
|
≤4 1(30× 103) |
3.00 |
|
41(30×103)〜136(100×103) |
3.00-0.75 (M-41)∕95a 3.00-0.75 (M-30×103)∕(70×103)b |
|
≥136 (100×103) |
2.25 |
|
注:原API SPCC 7K2010中额定扭矩为“R”。 | |
|
a式中M值单位为千牛・米(kN・m)。 b式中,M值单位为英尺・磅(t・lb)。 | |
当设计计算包含剪切时,则剪切屈服强度与拉伸屈服强度的比值应为0.58。
特定设备设计要求见第9章。
设计文件应包括方法、假设、计算和设计要求。设计要求至少应包括尺寸、试验和工作压力、材料、 环境和规范的要求以及其他有关的设计要求。
这些要求也适用于设计更改文件。
为了确保设计的完整性和计算的准确性,应对第9章中有要求的设备进行设计验证试验。
设计验证试验应按照形成文件的程序进行。
设计验证试验应由对产品的设计和制造没有直接责任且具有进行该工作资格的人员执行或验证。
设计验证试验可由本标准特定设备章节要求的一个或多个所列试验组成:
a) 功能试验;
b) 压力试验;
C)载荷试验。
当设备通过其部件的连续运转传递力、运动或能量时,每一种型号的设备应抽取一台(套)样机进行 功能试验。
5.2.2试验程序
制造商应制定试验时间、试验施加的载荷和试验速度的形成文件的程序。连续运转的设备,试验样 机应在额定速度下至少试运转2 h;间断运转或周期运转的设备,除第9章另有规定外,试验样机应在额 定速度下最少试运转2 h或10个工作周期(取时间长者)O
5.2.3合格评定
样机工作应无明显的动力损失。轴承和润滑油的温度,应在设计和试验程序文件规定的可接受的 范围内。
5 . 3 . 1 试验抽样
所有设计的承压项目或第9章规定的主承压件,应进行设计验证静水压试验。本试验不包括传递 液压动力的零部件。
5 . 3 . 2 试验程序
试验压力应为最大额定工作压力的1.5倍。冷水、加入添加剂的水或实际作业中常用的液体应作 为试验液体。试验应在油漆前已完工的零件或总成上进行。
静水压试验应进行两次。每次均应由以下四步组成:
a) 初始保压期;
b) 试验压力降至零;
C)试验件所有外表面完全干燥;
d)二次保压期。
保压期应从达到试验压力,且设备和压力测试仪表同压力源切断时开始计时,保压期不应少于
5.3.3合格评定
在每次试验循环后,应仔细地检查,确保试验不出现渗漏或永久性变形。不满足这个要求或过早失 效,应重新进行试验,重新进行设计评价。
5.3.4单个零件
若试验装置的加载情况适用于组件中的单个零部件,这些零部件可单独进行试验。
5.4.1总则
当第9章所列特定设备有要求时,设备应进行设计验证载荷试验。
5.4.2试验抽样
具有相同设计原理、不同规格和额定值的同系列设备的设计应力计算的验证,应采用下列任一种 方法:
a) 最少选该设计的3台样机进行设计验证载荷试验,试验样机应选自额定载荷值范围的低端、中 端和高端;
b) 试验样机的数量以每台样机可验证高于和低于它的一个额定载荷值为原则来确定(产品额定 值范围不大时,通常采用这种方法)。
5.4.3试验程序
试验程序如下:
a) 试验样机总成应加载到最大额定载荷。在卸载后,应检查样机预期的设计功能,设备的所有零 部件的功能不应因本次加载而削弱;
b) 试验样机上应力较高且可采用应变仪测量的地方应使用应变仪。应变仪适合使用的位置也推 荐采用有限元分析、模拟、涂脆性漆膜等方法予以确认。在关键区域,推荐采用三维应变仪,应 变仪不需精确定向,便能确定剪切应力;
C)试验样机施加的设计验证试验载荷,应按式(3)确定:
PI =0.8×P×ns ..............................( 3 )
式中:
PI ——设计验证试验载荷(但不小于2P);
P ——额定载荷(额定扭矩),单位千牛(kN)(short tons)或千牛米(kN∙ m)(ft∙lb);
ns ———3.1.5和4.6中规定的设计安全系数。
d) 试验样机应加载设计验证试验载荷。试验载荷宜逐渐增加,同时读取应变仪数值并观察是否 有屈服迹象。必要时,试验样机可以多次加载,以获得足够的数据;
e) 应变仪读数计算出的应力值超过设计计算(基于设计验证试验载荷)得出的应力值,不应大于 5.7中规定的试验装置的不确定度。不满足本要求或任何试验样机过早失效,应按原要求以 相同数量的试验样机(包括与失效样机额定载荷值相同的试验样机)再次试验,完全重新评价 设计;
f) 设计验证载荷试验完成后,应拆开试验样机,并应检查每个主承载件的尺寸是否有永久变形 的迹象;
g) 若试验装置的加载情况适用于组件中的单个零部件,这些零部件可单独进行载荷试验。
额定载荷应按第4章要求的设计验证载荷试验结果和(或)应力分布计算值来确定。在额定载荷值 下的应力不应超过最大许用应力。应允许接触区域有局部屈服。样机设计验证载荷试验后,除接触区 域外,应变仪或其他合适方法测得的关键永久变形不应超过0.2%。如果应力超过许用值,则受影响的 零部件应重新设计,直到达到所需的额定值。只有当分析确定的应力值不小于设计验证载荷试验期间 观测到的应力值时,应力分布计算才可用于设备额定载荷值的计算。
如果设备所用材料的屈服强度和拉伸强度被确定后,则试验样机可进行破坏性试验。这可通过采
用与所代表零部件同炉及热处理批的拉伸试样来进行,并满足GB/T 228.1或ASTM A 370的要求。
总成的每一个零部件应在承载最不利的情况下进行鉴定。可采用下列任一种方法进行零部件的
鉴定:
a) 应计算总成的每一个零部件的比值TRO公式中应采用这些比值的最小值;
b) 若试验装置的载荷条件适用于每个零部件,则每个零部件可按式(4)分别进行载荷试验。在这 种情况下,每次试验按式(5)计算所用的比值TR应为试验的特定零部件的计算值。
TR
(4 )
(5)
P =Pb × ns
F Rel
TR = RZ
R m
式中:
TR——构件的比值;
ns ——设计安全系数(见4.6);
RL——最小屈服强度;
Rl--实际极限抗拉强度;
Pb —破坏载荷;
P —额定载荷。
模拟试验样机上工作载荷所用的加载装置,应按ISO 75001或ASTM E 4校准,以确保获得规定 的试验载荷。载荷超过3 560 kN (400 ShQrt tons)的载荷试验装置,可通过A级校准装置验证,不确定 度小于2.5%。
试验装置应以与实际作业相同的方式在相同的承载接触面上给样机(零件)加载。样机(零件)的所 有加载设备的试验能力应予以验证。
5.8设计更改
当因设计或制造的任何更改而更改计算的额定载荷值时,则应根据第5章要求进行支持性的设计 验证试验。制造商应评价设计或制造方面的所有更改,以确定是否影响计算的额定载荷值。这种评价 应形成文件。
所有设计验证记录和支持性数据,应按第11章中设计文件的规定进行控制。
本章规定了主承载件和承压件材料的各种鉴定、性能和加工要求(除非另有规定)。
6.2 书面规范
本标准适用的设备的主承载件制造所用的材料,应符合满足或超过设计要求的书面规范。
6.3力学性能
6.3.1冲击韧性
冲击试验应按照GB/T 229(夏比V型缺口)或ASTM A 370(夏比V型缺口)进行。
当必需使用小尺寸冲击试样时,则验收准则应乘以表3所列的相应的调整系数。不允许采用宽度 小于5 mm (⅜ in)的小尺寸试样。
设计温度低于4.1中规定的温度时,可采用附加冲击韧性要求。见附录A的附加要求SR2 和 SR2A。
表3小尺寸冲击试样的调整系数
|
试样尺寸 mm× mm |
调整系数 |
|
10.0×7.5 10.0×5.0 |
0.833 0.667 |
6.3.2厚度方向的性能
若设计要求厚度方向上的性能时,则材料应按照ASTM A 770沿厚度方向进行断面收缩率试验O 最小断面收缩率应为25%。
6.4材料鉴定
6.4.1本标准所要求的力学性能试验,应在质量鉴定试棒上进行,该试棒代表零件制造中所用的热处 理炉次及热处理批次。试验应按GB/T 228.1 'GB/T 229或ASTM A 370或等效的国家标准的要求, 在材料最终热处理状态下进行。如果PWHT温度低于母材热处理状态改变的温度,则为了材料鉴定 试验的焊后消除应力不看作是热处理。如果消除应力温度低于热处理状态改变的温度,则材料鉴定试 验可在消除应力过程之前进行。
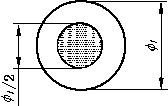
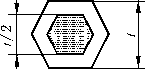
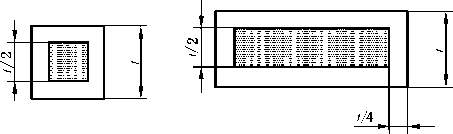
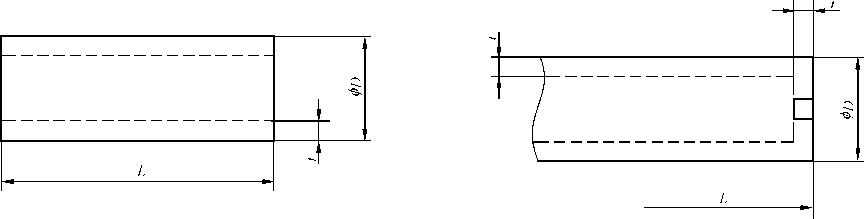
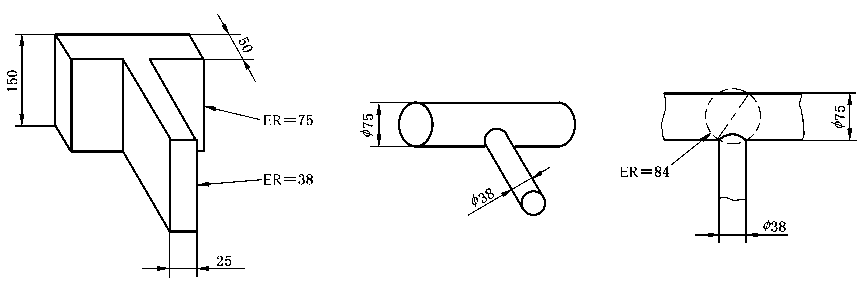
6.4.2采用等效圆方法,确定零件质量鉴定试棒的尺寸。确定简单实体件和空心件等效圆(ER)的基本 模型如图1和图2所示。所示任何形状均可用于质量鉴定试棒。图3规定了更为复杂截面等效圆确定 的步骤。采用“热处理状态”下零件的实际尺寸,确定零件的等效圆。质量鉴定试棒的等效圆应等于或 大于其鉴定的零件的等效圆尺寸,但并不要求该等效圆超过125 mm (5 in)。图4和图5为ASTM A 370基尔试块要求尺寸确定的程序。
ER=I. 5t
d)长方形或平板
ER=
a)圆形
ER= 1. It ER=I. 25z1
b) 正六边形 C) 正方形
注:当L<t时,按厚度为L的平板考虑O
图1等效圆模型——长度为L的实体
a) 两端开口a
ER= 2^
b) 一端或两端封口或限制b
当 D≤63.5 mm (2.5 in),ER=2.5t
当 D>63.5 mm (2.5 in) ,ER=3.5z°
a当L<D时,按厚度为t的平板考虑;当L<t时,按厚度为L的平板考虑o
b计算时采用最大厚度to
图2等效圆模型——管子(任何截面)
单位为毫米
a)简化成简单截面 b) ER值 C) ER交叉值
确定复杂截面的等效圆(ER)宜采用下列步骤:
a) 简化零部件为简单截面;
b) 将每个简单截面转化成等效圆;
C)计算ER值交叉外接圆的对角线。
无论是简单截面或复杂截面ER的交叉截面,采用最大ER值。
图3等效圆模型——复杂形状
R = ER/2.3;
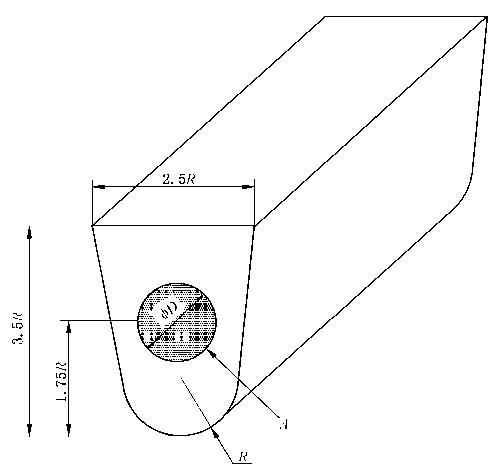
D = 1.1R0
注:阴影区A为1/4z包封的试样取样区O
单位为毫米
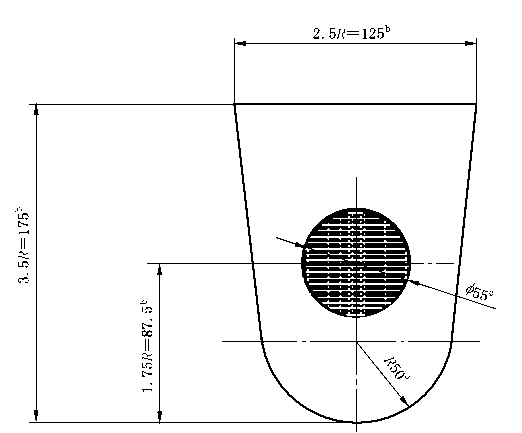
展开后的ER=115 mm的基尔试块:
a) 由图 5,R = ER∕2.3 = 50 mm,D = 1.1R;
b) 图4所示基尔试块结构采用倍数R o
a R = ER∕2.3 = 50 mm。
b基尔试块尺寸。
C直径Do
6.4.3质量鉴定试棒应与其代表的零件是一体或分体,也可是解剖产品零件的一部分。在所有情况 下,试样应与其鉴定的零件出自同一炉,应经过相同的工序,并且应与零件一起进行热处理。
6.4.4试样应取自连体或分体质量鉴定试棒,对于实心(质量鉴定)试棒,试棒纵向中心轴线完全在实 心(质量鉴定)试棒⅜t包封的芯部以内,或对于空心(质量鉴定)试棒,试棒纵向中心轴线完全在空心 (质量鉴定)试棒最厚截面的璧厚中心的3 mm(⅛ in)以内。拉伸试样的标距长度或冲击试样的缺口 , 应距(质量鉴定)试样端部至少Va O
6.4.5解剖产品零件切取的试样,应取自零件最厚截面的Va包封的芯部位置。
6.4.6对于完全由锻造材料加工的完全按实心棒材或管材热处理的零件,标准Vt包封完全或部分地 在成品零件关键和(或)非关键区域之外,这些棒材或管材切取的试样,也可以按照如下方法取自更具代 表性的区域:
a) 取样区域外径,通过最终成品零件的最大外径和最小内径确定的⅛t包封规定;
b) 取样区域内径,应等于或大于成品零件的最小内径。
示例:外径150 mm (6.0 in)的4 330MOD棒材,非淬火回火(NQT);零件最终尺寸为最大外径139.7 mm (5.5 in), 最小内径63.5 mm (2.5 in);
t = (139.7-63.5)∕2 = 38.1 mm
Va = 12.7 mm;
成品零件Vt包封内的外径为114.3 mm (4.5 in);因此,试样可以取自外径114.3 mm (4.5 in)×内径63.5 mm (2.5 in) 规定的区域的任一处(成品零件Vt包封和内径)。
6.5.1制造过程应确保零部件重复生产时满足本标准的所有要求。
6.5.2所有锻造材料的制造过程,应保证零件内部组织结构的同一性。
6.5.3所有热处理操作应采用按制造商或加工商规定要求鉴定合格的设备。热处理炉内任何一个零 件的装载,应不影响同批次中任何其他零件的热处理特性。热处理周期的温度和时间要求,应按照制造 商或加工商的书面规范确定。应记录实际热处理温度和时间,热处理记录应能溯源到相应的零部件。
注:热处理设备鉴定的推荐作法参见附录B。
6.6化学成分
每炉材料成分均应按照ASTM A 751(详细信息见ISO/TR 9769)或等效的国家标准的要求,对制 造商书面材料规范中规定的所有元素进行分析。
本章规定了主承载件和承压件组焊和补焊的要求,包括连接焊缝。
7.2焊接评定
所有零部件的焊接,应采用ASME锅炉和压力容器规范第K卷、AWS D1.1和(或)ASTM A 488 评定合格的焊接工艺进行。只有按照上述标准或GB/T 15169及EN 287鉴定合格的焊工或焊机操作 工,才能进行焊接。
未列入上述标准的母材的焊接工艺,应单独地或按可焊性、拉伸性能或成分分组进行评定。若母材 金属延展性不能满足ASME锅炉和压力容器规范第IX卷的弯曲试验要求,弯曲试验应按下列方式 进行:
母材金属按相应规范的延展性和强度要求热处理后切取的弯曲试棒,应进行弯曲直至破坏。而且, 焊缝试样切取的侧面弯曲试样,弯曲的角度误差应能在由此确定的角度的5。范围之内。
7.3 书面文件
焊接应按书面焊接工艺规范(WPS)进行,并按相应标准进行评定。WPS应规定相应标准所列的 所有基本参数、非基本参数和补充的基本参数(如要求)。也可采用符合相应标准的预先评定的书面焊 接工艺。
工艺评定记录(PQR)应记录评定试验用焊接工艺的所有基本参数和补充的基本参数(如要求)。 WPS和PQR均应按第11章的要求作为记录保存。
7.4 焊料控制
焊料应符合美国焊接协会(AWS)或焊料制造商的规范。
制造商应具有贮存和控制焊料的书面程序。低氢型材料应按焊料制造商的推荐作法贮存和使用, 以保持其原有的低氢性能。
7.5焊缝性能
工艺评定试验确定的焊缝力学性能,至少应满足设计要求规定的最低力学性能。当要求母材做冲 击试验时,也应作为工艺评定的要求。焊缝和母材热影响区(HAZ)的试验结果,应满足母材的最低要 求。连接焊缝仅要求其HAZ材料的冲击试验满足上述要求。
所有焊缝试验应在试验焊件相应的焊后热处理状态下进行。
7.6焊后热处理(PWHT)
零部件的焊后热处理应符合相应的评定合格的WPSO
焊缝质量控制的要求应符合第8章。
焊接型式和尺寸应满足制造商的设计要求,并应在制造商的WPS中形成文件。
7.9.1方法
应有适当的方法,评价、消除和检验引起补焊的不合格状态。
7.9.2熔合
选定的WPS和可以使用的补焊方法,应确保与母材完全熔合。
7.9.3锻件和铸件
所有补焊应按制造商的书面焊接规范进行。WPS应形成文件,并应在采购方要求时予以提供。
制造商应将下列允许补焊的准则形成文件:
——缺陷类型;
——缺陷尺寸极限;
——大修补和(或)小修补的定义。
补焊前的所有开挖(缺陷清除)和随后的补焊,应满足第8章规定的质量控制要求。
7.9.4热处理
评定补焊所用的WPS,应反映补焊的实际顺序和焊后热处理O
本章规定了设备和材料的质量控制要求。所有质量控制工作应通过制造商形成文件的指导书加以 控制,该指导书应包括相应的方法、定量和定性的验收准则。
NDE活动的指导书,应充分地详述本标准和所有适用的引用规范的要求。所有NDE指导书应由 GB/T 9445或ASNT SNT-TC-IA M级注册检验师批准。
所有设备、零部件和材料的验收状态应在设备、零部件和材料上或在其可追溯性记录中予以指明。
NDE人员应按GB/T 9445或ASNT SNT-TC-IA,取得资格和(或)证书。
对焊接操作和完工焊缝进行目检的人员,应按照下列方式之一进行资格鉴定:
——AWS QC1或等效标准;
——制造商形成文件的培训计划(如可等效上述标准)。
所有进行直接影响材料和产品质量的其他质量控制活动的人员,均应按照制造商形成文件的程序 进行资格鉴定。
8.3 测试设备
检查、试验或检验材料的设备或其他设备,应按照制造商形成文件的指导书和公认的工业标准(例 如:ISO 100121[2],MIL STD 120 [11]),定期进行识别、控制、校准和调整,以保证其所需准确度。
除非另有规定,质量控制要求应适用于所有主承载和(或)承压设备和零部件。 制造商应建立并保存关键区域图,识别咼应力区域,与本章一起使用。
本章中,关键区域应定义为零部件中应力不小于式(6)的所有区域:
0.7 5ReL
。|[ ≥ n
式中:
σH 咼应力临界应力;
ns ——设计安全系数;
ReL——最小屈服强度O
如果在关键区域图上没有识别关键区域,则应认为零部件的所有表面均为关键区域。
零部件中存在压应力和(或)应力级别不大于下列数值的区域,不应在8.4.7.4规定的验收准则范围 内。这样规定的低应力区域,按式(7)计算,可以在关键区域图上予以识别。
0. 1 R eL σL ≤
ns
式中:
σL --低应力临界应力;
R eL—规定的最小屈服强度;
ns——设计安全系数。
8.4.2化学分析
应按6.6的方法和准则验收。
8.4.3拉伸试验
应按6.3和6.4的方法和准则验收。
8.4.4冲击试验
应按6.3和6.4的方法和准则验收。
8.4.5追溯性
零部件应能通过炉(号)和热处理批、标识进行追溯。
在完工的零部件或总成上以及在制造各阶段的材料和零部件上,应保持标识。制造商形成文件的 追溯性要求,应包括维护和更换标识标志及标识控制记录的条款。紧固件和管接头不要求追溯性,但应 按公认的工业标准标识。
8.4.6目检
零部件应进行目检。铸件的目检应满足MSS SP-55的要求。锻造材料的目检应符合制造商形成 文件的程序。
8.4.7 表面 NDE
8.4.7.1 总则
每一完工零部件的所有可接近表面,均应在最终热处理和最终机加工后按照8.4.7进行检验。
若设备需进行载荷试验,则应在载荷试验之后进行无损检测。对于制造商识别的延迟裂纹敏感材 料,应在载荷试验至少24 h后进行NDEO设备应拆卸进行该项检验。检测前应除去表面导电涂层O 除非已经证明,在涂层的最厚处可检测到8.4.7.3中规定的最小相关指示,否则,在检测之前,应除去表 面非导电涂层。
8.4.7.2 方法
铁磁性材料应按ASME锅炉和压力容器规范第V卷A分卷第7章和B分卷第25章或ASTM E 709进行磁粉法检测。机加工表面应采用湿荧光磁粉法进行检测,其他表面应采用湿磁粉法或干磁粉 法进行检测。
非铁磁性材料应按ASME锅炉和压力容器规范第V卷A分卷第6章和B分卷第24章或ASTM E 165进行液体渗透法检测。
如果不得不采用磁化电极时,所有磁化电极的烧痕应磨除,影响区域应采用液体渗透法重新检测。
8.4.7.3指示的评价
只有主要尺寸大于2 mm (⅛ in)且与表面破裂有关的那些指示才应认为是相关指示。与表面破裂 无关的固有指示(例如磁导率变化、非金属条带等)应认为是非相关指示。如果大于2 mm (⅛ in)的磁 痕指示被认为是非相关指示,则这些指示应采用液体渗透法进行检测,以证实其非相关性,或应予以清 除并重新检验,以证实其非相关性。
相关指示应按照8.4.7.4中规定的验收准则进行评价。
8.4.7.4验收准则
8.4.7.4.1 铸件
ASTM E 125应作为评价铸件相关指示的参考标准。验收准则应按表4的规定。
表4铸件指示验收准则
|
类型 |
缺陷类型 |
最大允许等级 | |
|
关键区域 |
非关键区域 | ||
|
I |
热裂、裂纹 |
无 |
1级 |
|
π |
缩孔 |
2级 |
2级 |
|
In |
夹杂物 |
2级 |
2级 |
|
N |
内冷铁、型芯撑 |
1级 |
1级 |
|
V |
气孔 |
1级 |
2级 |
8.4.7.4.2 锻件
锻造材料的表面NDE,应采用下列验收准则:
——无任何主要尺寸等于或大于5 mm (⅜ in)的相关指示;
——在任何一个连续的40 cm2(6 in2)的面积上,相关指示不超过10个;
——在任一条直线上,边距小于2 mm (⅛ in)的相关指示不超过3个;
——在压力密封区域、旋转螺纹根部区域或螺纹式接头的应力释放结构中,无任何相关指示。
8.4.8铸件体积NDE
8.4.8.1 方法
铸件的射线检测应按照ASME锅炉和压力容器规范第V卷A分卷第2章和B分卷第22章,但不 应采用荧光增感屏。
超声波检测应按照ASME锅炉和压力容器规范第V卷A分卷第5章和B分卷第23章。零部件 应按照第23章SA-609采用垂直法进行检测,若零部件的部位在垂直法检测期间不能保持背反射或两 个表面之间的夹角大于15。时,应按照第5章的T-534.2进行斜探法检测。
8.4.8.2 取样
主承载铸件至少应按以下取样原则进行体积NDE:
——首批铸件或试生产铸件的所有区域都应采用超声波或射线法检测,直到检测结果表明生产技 术已符合要求;
——在批量生产中,每一个生产批的铸件每10件抽取一件,当生产批的铸件数量少于10件时,也 应抽取一件,应在关键区域图上识别的所有关键区域进行体积检测。若任何铸件显示的任何 指示超出8.4.8.3规定的验收准则,则应从该生产批中再取两个铸件,以相同的方式进行检测O 如果这两个铸件都合格,则该批剩余的铸件可通过验收,最初的不合格铸件应返修或报废。
8.4.8.3验收准则
8.4.8.3.1 总则
零部件应力级别小于低应力值的区域[按式(7)计算],不应进行体积检测。
8.4.8.3.2射线检测
射线检测的验收准则,按被检测的壁厚,分别基于ASTM E 446、ASTM E 186或ASTM E 280的 标准参考射线照片。
在所有情况下,不允许有裂纹、热裂和夹渣(缺陷类型分别为D、E和F)O
参考射线照片上显示的其他指示类型,在所有关键区域内应满足质量2级,在非关键区域内应满足 质量3级。关键区域应按照8.4.1的规定。如果在关键区域图上没有识别关键区域,则零部件的所有区 域均应视为关键区域。
8.4.8.3.3超声波检测
铸件的直射束法和斜射束法超声波检测的验收准则,按ASME锅炉和压力容器规范第V卷B分 卷第23章中的SA-609质量3级,但在距铸件表面50 mm (2 in)内应符合质量1级。不允许有深度变 化为25 mm (1 in)或璧厚一半(取较小者)的指示缺陷。
8.4.9 焊缝 NDE
8.4.9.1 总则
若要求检测,则在焊接期间,应对基本焊接参数和设备进行监测。整个可接近焊缝以及至少13 mm (妇in)的周围母材金属,应按8.4.9的方法和验收准则进行检测。
8.4.9要求的NDE应在最终热处理之后进行。
8.4.9.2 组焊
8.4.9.2.1 目检
所有组焊焊缝应按ASME锅炉和压力容器规范第V卷A分卷第9章进行目检。咬边不应使影响 区的厚度小于设计厚度,并应打磨至与周围材料光滑地过渡。
密封表面或距密封表面3 mm (⅛ in)内,不允许有表面气孔或裸露的夹渣。
8.4.9.2.2 表面 NDE
所有主承载及承压焊缝和主承载及承压件的连接焊缝,应按8.4.7.2进行检测。
应采用以下验收准则:
——无任何相关线性指示(见3.1.22);
——焊缝厚度不大于17 mm (⅝ in),无任何主要尺寸大于4 mm (⅛ in)的圆形显示(见3.1.36);
--焊缝厚度大于1 7 mm (% in),无任何主要尺寸大于5 mm (⅜ in)的圆形显示;
——在任一条直线上,边距小于2 mm(⅛ in)的相关指示不超过3个。
8.4.9.2.3 体积 NDE
主承载焊缝和承压焊缝应采用超声波或射线方法进行检测。超声波检测应按ASME锅炉和压力 容器规范第V卷A分卷第5章,射线检测应按ASME锅炉和压力容器规范第V卷A分卷第2章。本 条仅适用于全焊透焊缝。
如适用,验收准则应按照ASME锅炉和压力容器规范第W卷第1册UW51和附录12的要求。
8.4.9.3补焊焊缝
8.4.9.3.1焊缝开挖(缺陷清除)
焊缝补焊的所有开挖(缺陷清除),应采用8.4.7规定的方法和验收准则进行磁粉检测。
8.4.9.3.2铸件的补焊焊缝
铸件的所有补焊焊缝均应按照8.4.7.2进行检测。验收准则应与组焊焊缝的验收准则相同 (见 8.4.9.2)。
8.4.9.3.3焊缝的修补
焊缝缺陷修补的NDE,应与原焊缝的NDE相同(见8.4.9.2)。
8.5 尺寸验证
尺寸检验应在制造商规定和形成文件的抽样的基础上进行。
所有主承载和压力密封螺纹,应按相应螺纹规范的要求进行测量。
8.6 验证载荷试验
当第9章有关设备标题下指出要求验证载荷试验时,应采用下列要求:
a) 每台生产设备或主承载件,应按本章要求进行载荷试验;
b) 设备应安装在试验装置上,能以与实际作业相同的方式在相同的承载接触面上加载。试验可 能会损伤的滚动轴承,可用载荷传递装置替换;
C)施加的试验载荷应为额定载荷的1.5倍,并保持不少于5 min;
d) 载荷试验后,如适用,应检查设备的设计功能。载荷试验不应削弱设备的正常功能;
e) 设备总成随后应拆卸至所有主承载件(轴承除外)都能全面地进行表面NDE;
f) 主承载件的所有关键区域,应根据8.4.7进行磁粉检测。
如果在订单中规定补充要求SR 1(见附录A),则通常不进行载荷试验的设备,应进行验证载荷 试验。
8.7 静水压试验
8.7.1总则
第9章有关设备章节指出要求静水压试验时,应采用8.7的要求。
8.7.2试验顺序
静水压试验应分3个步骤进行:
a) 初始保压期;
b) 降压至零;
C)二次保压期。
两次保压期均不应少于3 min,保压期应从已达到试验压力,设备和压力测试仪表与压力源切断, 本体构件外表面完全干燥之后,才开始计时。
第9章有关设备章节中,包含特定的静水压试验要求。
8.7.3校准的压力表
试验期间,应使用经过校准的压力表和记录设备。记录仪图表应签字、标明日期,并应能溯源到试 验设备。
8.8功能试验
第9章有关设备章节中,包含特定的功能试验要求。
除非另有说明,否则,第4章~第8章的要求适用于本标准涵盖设备的主承载件。设备设计人员负 责确定设备的主载荷(传递)路径及主承载件。
卡瓦牙和大钳牙板无6.3、6.4、6.5、8.4和8.6中的试验ʌNDE和追溯性要求。
9 . 2 . 1 总则
不应采用4.2.7、5.4、5.5、5.6、6.3.1、8.4.4、8.4.5、8.4.7、8.4.8和8.6的要求。滚动轴承的设计和制造 要求见9.19。
9.2.2主载荷
主载荷是通过转盘中心的轴向载荷。转盘扭矩不作为主载荷。
9.2.3设计验证功能试验
应采用5.2规定的设计验证功能试验。
9.2.4额定静载值
转盘的额定静载值或主载荷额定值,不应大于主轴承的静载能力。
9.2.5转盘输入轴轴头
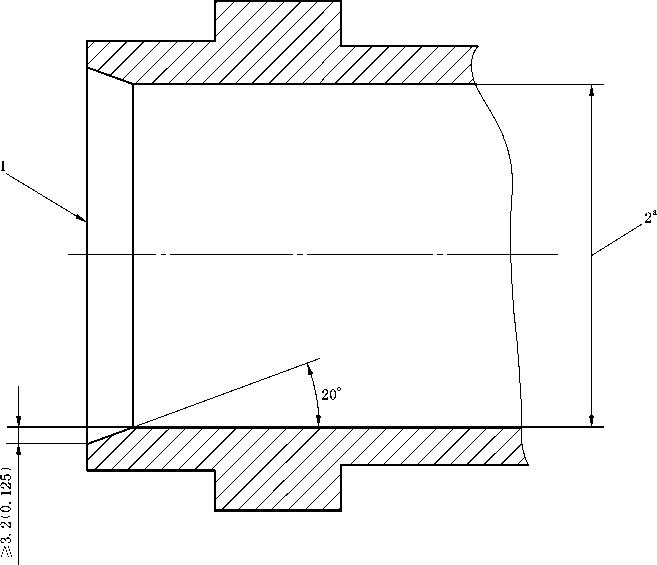
转盘输入轴圆柱形轴头应符合表5所示的规格,并应符合表5和图6所示的尺寸和公差。本条并 不排除采用可供选择的输入驱动结构(例如其他输入轴轴头型形或圆锥形轴头、液压驱动装置等)。
单位为毫米(英寸)
|
规格号 |
轴头直径 |
键槽 | ||||
|
宽度 |
深度 | |||||
|
A |
B |
C | ||||
|
0 -0.025 |
(-0.001) |
+ 0.025 0 |
+0.001 ( 0 ) |
+1.52 0 |
/+0.060、 ( 0 ) | |
|
1 |
82.55 |
(3.250) |
19.05 |
(0.750) |
6.35 |
(%) |
|
2 |
100.03 |
(3.938) |
25.40 |
(1.000) |
9.52 |
(%) |
|
3 |
107.95 |
(4.250) |
25.40 |
(1.000) |
9.52 |
(%) |
|
4 |
114.30 |
(4.500) |
25.40 |
(1.000) |
9.52 |
(%) |
|
5 |
125.43 |
(4.938) |
31.75 |
(1.250) |
11.11 |
(%) |
单位为毫米(英寸)
表5转盘输入轴圆柱形轴头(尺寸符号说明见图6)
说明:
第1排齿中心线(图7)。
注:尺寸见表5。
a见图7中的L和9.2.6。
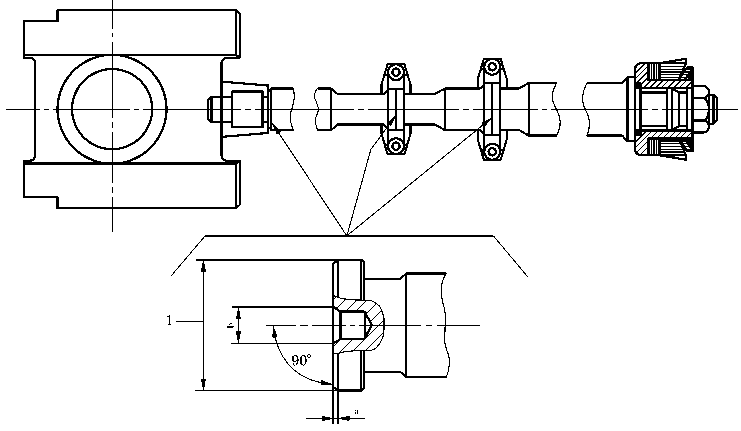
9.2.6传动链轮
转盘中心和第一排链轮齿中心(见图7)之间的距离L,对于通过大于或等于510 mm (20 in)钻头 的装置,应为1 353 mm (53¼ in),对于通过小于510 mm (20 in)钻头的装置,应为1118 mm (44 in), 但根据制造商和采购方之间达成的协议,对于通过小于510 mm (20 in)钻头的装置,可采用1 353 mm (53¼ in)的距离。转盘公称尺寸为1 257 mm (49% in),距离L应为1 353 mm或1 651mm (53¼ in 或65 in)o转盘公称尺寸为60% in,距离L应为1841 mm (72% in)。这些距离可打印在转盘安装的 铭牌(如使用)上。
单位为毫米(英寸)
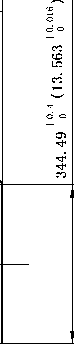
342. 9-g.4(13. 5-2.016)
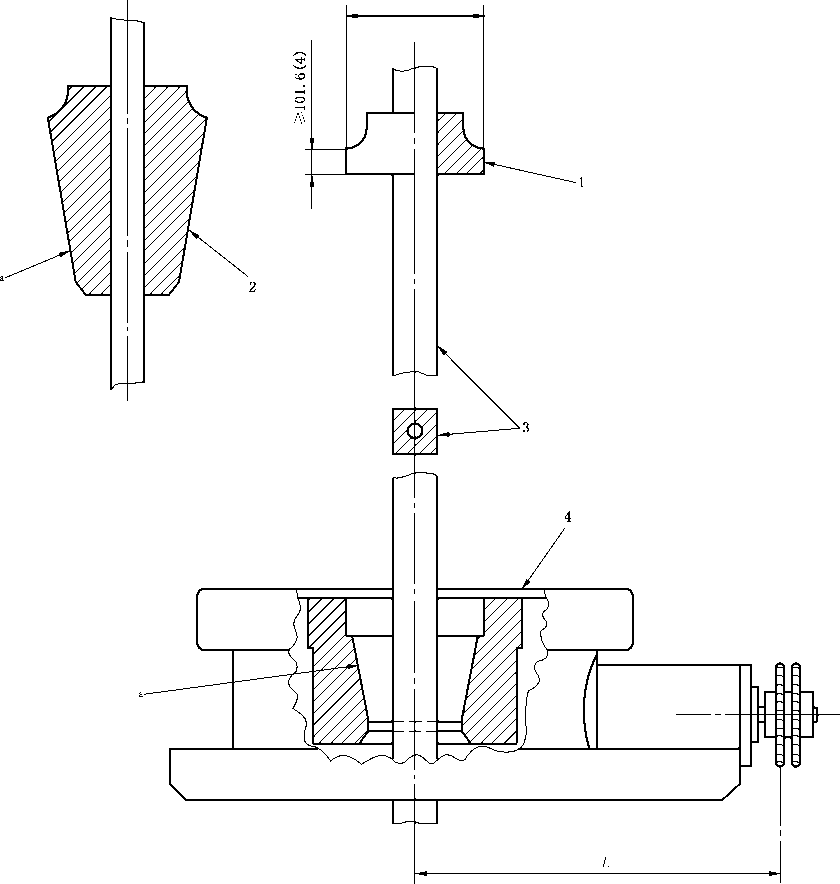
说明:
1 方瓦驱动补心已从转盘中取出;
2 钻杆卡瓦;
3 方钻杆;
4——剖视图部分表示大方补心。
注:描述见9.2.6和9.3.2。
a 直径上锥度 1 : 3^33.3±15 mm/m [(4±0.018) in∕ft]。
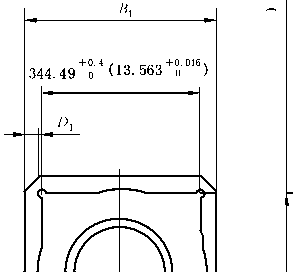
9.2.7转盘开口
方瓦驱动大方补心的转盘应符合表6和图8的要求。四销传动大方补心的转盘应符合表7和图9 的要求。本条不排除采用其他公称尺寸的转盘。
表6 转盘开口和方瓦驱动大方补心 单位为毫米(英寸)
|
转盘公称尺寸 |
转盘开 口 | |||||||
|
A+038(A+0015) |
B +0.7 6 ( B + 0 030) |
C |
Dmax | |||||
|
M4.50(17妬) 520.70(20妬) 698.50(27 妬) 952.50(37 妬) 1 257.3(49妬) 1 536.7(60妬) |
444.50( 1 7 妬) 520.70(20妬) 698.50(27 妬) 952.50(37妬) 1 257.30(49妬) 1 536.70(60妬) |
461.96( 18") 538.16(21") 715.96(28") |
133.3(5%) 133.3(5%) 133.3(5%) |
44.4 5( 1 ") 44.4 5( 1 ") 44.4 5( 1 ") | ||||
|
转盘公称尺寸 |
方瓦驱动大方补心 | |||||||
|
A1-0.38 (A*" |
B1-0.76 (B1-0.喚) |
C1 |
]~) +6.35 r 厂4 +0.250、 D1 0 (D1 0 丿 |
同心度TIR | ||||
|
444.50( 1 7妬) 520.70(20妬) 698.50(27妬) 952.50(37妬) 1 257.3(49 妬) 1 536.7(60妬) |
950.91 (37%) |
4 60.38( 18蛆) 536.58(21 蛆) 712.79(28%) |
133.35(5%) 133.35(5%) 133.35(5%) |
44.4 5( 1 ") 44.4 5( 1 ") 44.4 5( 1 ") |
0.79(%2) 0.79(妇 2) 0.79(妇 2) | |||
|
注:符号说明见图7和图8。 | ||||||||
表7四销传动的大方补心和方钻杆补心 单位为毫米(英寸)
|
转盘公称尺寸 |
F + 1.59(F + ⅛) |
G±0.13(G±0.005) |
H |
|
444.50( 1 7%) |
482.60(19) |
65.15(2.565) |
107.95(4%) |
|
520.70(20%) |
584.20(23) |
65.15(2.565) |
107.95(4%) |
|
698.50(27%) |
654.05(25%) |
86.23(3.395) |
107.95(4%) |
|
952.50(37%) |
654.05(25%) |
86.23(3.395) |
107.95(4%) |
|
1 257.3(49妬) |
— |
— |
— |
|
1 536.7(60%) |
— |
— |
— |
|
转盘公称尺寸 |
I±0.13(I±0.005) |
J+059(J+0/16) |
k+059(k+0/16) |
|
444.50( 1 7%) |
62.79(2.472) |
365.13( 14%) |
257.18(10%) |
|
520.70(20%) |
62.79(2.472) |
365.13( 14%) |
257.18(10蛆) |
|
698.50(27%) |
82.93(3.265) |
365.13( 14%) |
257.18(10蛆) |
|
952.50(37%) |
82.93(3.265) |
365.13( 14%) |
257.18(10蛆) |
|
1 257.3(49妬) |
— |
365.13( 14%) |
257.18(10蛆) |
|
1 536.7(60妬) |
— |
365.13( 14%) |
257.18(10蛆) |
|
注:符号说明见图9。 | |||



©331. 79土0. 4(13. 063 土 0. 016)
2
|
链轮型式 |
链轮最少齿数 |
链轮槽最大直径A mm(in) |
链轮槽最小厚度B mm(in) |
|
W P单排 |
23 |
— |
一 |
|
2 P单排 |
21 |
— |
一 |
|
2必P单排 |
17 |
— |
— |
|
W P双排 |
25 |
306.39 (12⅛) |
10.32 (%) |
|
2 P双排 |
22 |
301.63 (11%) |
7.94 (裕) |
|
2必P双排 |
19 |
315.91 (12%) |
15.08 (%) |
单位为毫米(英寸)
说明:
1— —间隙任选;
2— —间隙。
注1:尺寸见9.2.7、9.3.3和表6。
a 倒角≥6.35 mm (0.250 in)×45°
b 偏心距≤0.40 mm (0.016 in) O
C直径上锥度1 : 3(每边斜度9°27'45〃士2'30〃)。
注 2 : API SPeC 7K 锥度表示为(333.33±1.5)mm/m[(4士 0.018) in/ft](每边斜度 9°27'45"土 2‘30〃)。
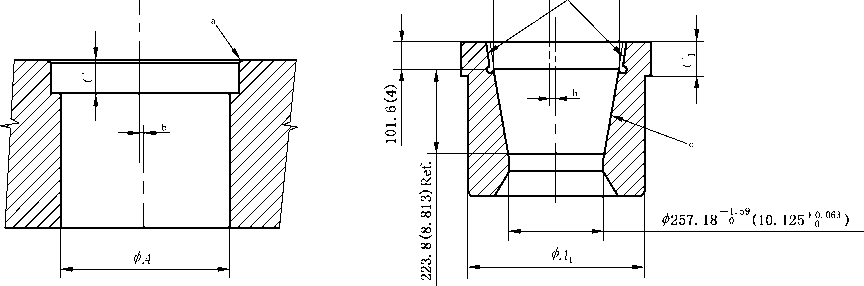
说明:
1 销传动的方钻杆补心;
2——销传动的大方补心。
注1:尺寸见9.2.7、9.3.2、9.3.3及表6和表7。
a直径上锥度1 :3(每边斜度9°2745〃±2'30〃)。
b传动孔直径。
注 2: API SPee 7K 锥度表示为(333.33± 1.5)mm∕m[(4±0.018)in∕ft](每边斜度 9°2745〃±2,30〃)O
图9销传动的大方补心和方钻杆补心
单位为毫米(英寸)
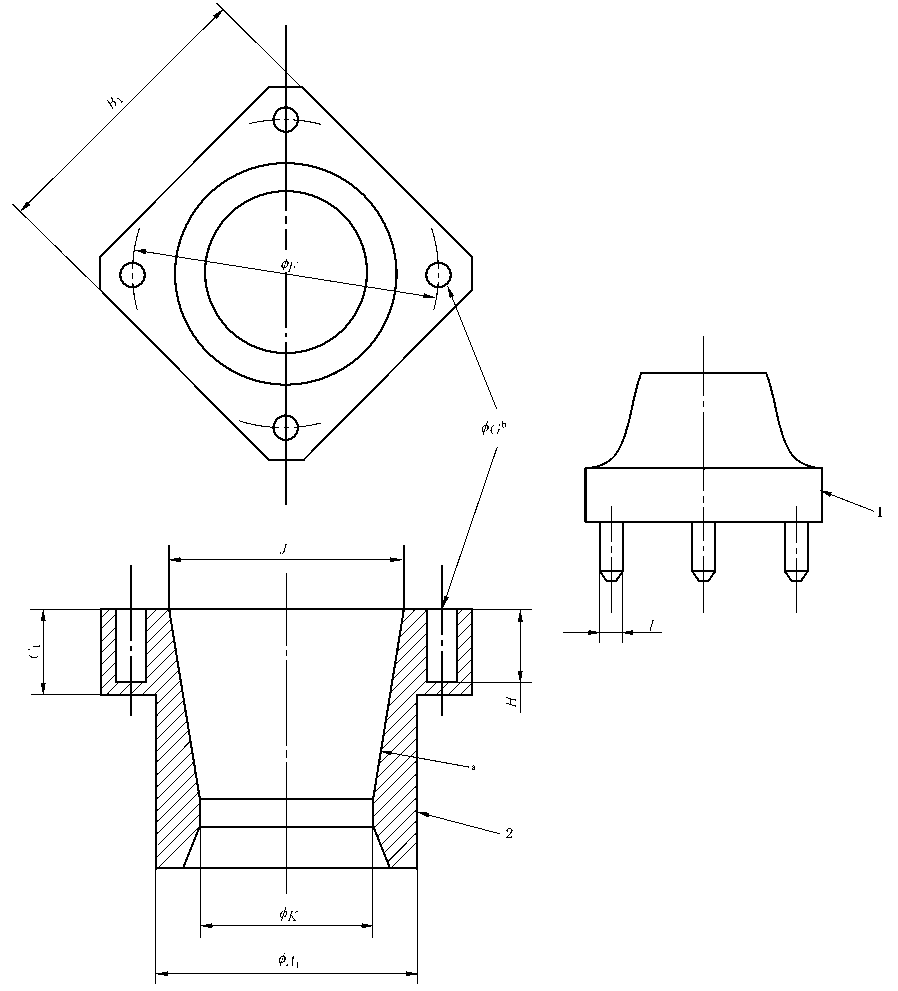
。。。.+°& Z) go∙+ogl∙虽 0
说明:
1— —轮毂;
2— —单排链轮;
3 双排链轮。
注:尺寸见9.2.8和表8。
a考虑链条间隙的最大轮毂直径。
b 倒角 1.59 mm (0.063 in)×45°°
C 8孔均布在228.6 mm (9 in)螺栓分布圆直径上。
d [¢285.8(11.25)]适用于最少齿数链轮。对于齿数大于最少齿数的链轮,此尺寸可增大至A减2B。
可拆卸的转盘链轮如表8和图10所示。单排和双排链轮的螺栓分布圆相同。
9.3.1总则
转盘补心和补心衬套只有尺寸互换性要求,无额定载荷值要求。不应采用6.3.1、8.4.5、8.4.7、8.4.8 和8.4.9的要求。
方瓦驱动的方钻杆补心尺寸如图7所示。
销传动的方钻杆补心尺寸如图9和表7所示。
9.3.3大方补心
方瓦驱动的大方补心和转盘开口,应符合表6和图8的要求。四销传动大方补心的尺寸,应符合表 7和图9的要求。
9.3.4补心衬套
补心衬套用于缩小转盘开口,以便可以使用较小尺寸的大方补心。
9.4 标准转盘卡瓦
9.4.1标准转盘卡瓦的锥度应为1:3(4 in/ft),并应有其他合适的尺寸,以与标准大方补心配合。见 9.2.7 和图 7。
9.4.2标准转盘卡瓦不要求额定载荷值。
9.4.3 不应采用 8.4.4、8.4.5、8.4.8 和 8.4.9 的要求。
9.4.4 8.4.7的要求适用于API转盘卡瓦,但应采用MSS SP-53的方法和验收准则。
9.5.1锥度不为1 : 3(4in∕ft)的非标准转盘卡瓦的锥度,应与其预期使用的手动卡盘(第1章i)中规定 相匹配。
9.5.2非标准转盘卡瓦不要求额定载荷值。
9.5.3 不应采用 8.4.4、8.4.5、8.4.8 和 8.4.9 的要求。
9.5.4 8.4.7的要求适用于非标准转盘卡瓦,但应采用MSS SP-53的方法和验收准则。
9.6.1总则
本条适用于9.6.2.1中规定的和表9中所列的高压泥浆和水泥挠性软管总成。本条不应适用于 API 16C涵盖的节流和压井柔性管线。此外,本标准也不应适用于在气体作业、空气钻井和完井或修井 作业中预期或可能会暴露于井筒流体的柔性软管。该软管涵盖在API RP 17B中。
注:API RP 7L附录A中规定了本标准涵盖的水泥软管、钻井泥浆减振和跨接软管及钻井水龙带的工作极限、检 验、维护及使用的推荐作法。
9.6.2第1章~第8章中规定的要求的例外情况
9.6.2.1 定义
与第3章规定的下列术语的定义相一致,当这些术语适用于本标准涵盖的软管总成时,下面提供以 下方面的说明:
a) 主载荷应为内部压力;
b) 主承载件应为加强缆、钢丝、金属铠装和软管接头;
C)设计载荷应与表9中规定的软管总成的工作压力相同;
d)动载荷应由在软管总成上施加的附加载荷组成,其不同于静压产生的载荷,例如压力脉冲和动 态弯曲或挠曲。
9.6.2.2设计条件
下面提供4.1中规定的要求的例外情况:
a) 本标准涵盖的软管总成的最低工作温度是一20 °C(-4°F);
b) 关于4.1 c),在任何情况下,不推荐在低于规定的最低温度以下的温度使用本标准涵盖的软管 总成。若采购协议的要求规定的最低工作温度低于上述规定,则除了确定9.6.3中规定的温 度范围和FSL级别所要求的其他那些试验之外,还应在采购协议中规定的温度,进行低温弯 曲试验,鉴定软管总成。此外,当采购协议中规定附加要求SR2和SR2A时,这些附加要求仅 应适用于软管接头。
9.6.2.3强度分析
4.2.7中规定的要求不适用。
尺寸级别代号应按照表9中规定的软管总成的直径和相应的工作压力来划分。
|
内径 mm (in) |
API级别 |
工作压力 MPa (PSi) |
试验压力 MPa (PSi) |
安全系数 |
最小破裂压力 MPa (PSi) |
MBR工作’ m (in) |
备注 |
|
50.8(2.0) |
A |
10.3(1 500) |
20.7(3 000) |
2.50 |
25.8(3 750) |
0.9(36) | |
|
B |
13.8(2 000) |
27.6(4 000) |
2.50 |
34.5(5 000) |
0.9(36) | ||
|
C |
27.6(4 000) |
55.2(8 000) |
2.50 |
69.0 (10 000) |
0.9(36) | ||
|
D |
34.5(5 000) |
69.0 (10 000) |
2.50 |
86.3(12 500) |
0.9(36) | ||
|
69.0 (10 000) |
103.4(15 000) |
2.25 |
155.3(22 500) |
1.2(48) |
水泥 | ||
|
103.4(15 000) |
155.1(22 500) |
2.25 |
232.7(33 750) |
1.4(55) |
水泥 | ||
|
63.5(2.5) |
A |
10.3(1 500) |
20.7(3 000) |
2.50 |
25.8(3 750) |
0.9(36) | |
|
B |
13.8(2 000) |
27.6(4 000) |
2.50 |
34.5(5 000) |
0.9(36) | ||
|
C |
27.6(4 000) |
55.2(8 000) |
2.50 |
69.0 (10 000) |
0.9(36) | ||
|
D |
34.5(5 000) |
69.0 (10 000) |
2.50 |
86.3(12 500) |
0.9(36) | ||
|
E |
51.7(7 500) |
103.4(15 000) |
2.50 |
129.3(18 750) |
1.2(48) | ||
|
69.0 (10 000) |
103.4(15 000) |
2.25 |
155.3(22 500) |
1.2(48) |
水泥 | ||
|
103.4(15 000) |
155.1(22 500) |
2.25 |
232.7(33 750) |
1.5(60) |
水泥 | ||
|
76.2(3.0) |
C |
27.6(4 000) |
55.2(8 000) |
2.50 |
69.0 (10 000) |
1.2(48) | |
|
D |
34.5(5 000) |
69.0 (10 000) |
2.50 |
86.3(12 500) |
1.2(48) | ||
|
E |
51.7(7 500) |
103.4(15 000) |
2.50 |
129.3(18 750) |
1.2(48) | ||
|
69.0 (10 000) |
103.4(15 000) |
2.25 |
155.3(22 500) |
1.5(60) |
水泥 | ||
|
103.4(15 000) |
155.1(22 500) |
2.25 |
232.7(33 750) |
1.6(64) |
水泥 |
表9 (续)
|
内径 mm (in) |
API级别 |
工作压力 MPa (PSi) |
试验压力 MPa (PSi) |
安全系数 |
最小破裂压力 MPa (PSi) |
MBR工作‘ m (in) |
备注 |
|
88.9(3.5) |
C |
27.6(4 000) |
55.2(8 000) |
2.50 |
69.0 (10 000) |
1.4(54) | |
|
D |
34.5(5 000) |
69.0 (10 000) |
2.50 |
86.3(12 500) |
1.4(54) | ||
|
E |
51.7(7 500) |
103.4(15 000) |
2.50 |
129.3(18 750) |
1.4(54) | ||
|
101.6(4.0) |
C |
27.6(4 000) |
55.2(8 000) |
2.50 |
69.0 (10 000) |
1.4(54) | |
|
D |
34.5(5 000) |
69.0 (10 000) |
2.50 |
86.3(12 500) |
1.4(54) | ||
|
E |
51.7(7 500) |
103.4(15 000) |
2.50 |
129.3(18 750) |
1.5(60) | ||
|
69.0 (10 000) |
103.4(15 000) |
2.25 |
155.3(22 500) |
1.8(72) |
水泥 | ||
|
127.0 (5.0) |
C |
27.6(4 000) |
55.2(8 000) |
2.50 |
69.0 (10 000) |
1.5(60) | |
|
D |
34.5(5 000) |
69.0 (10 000) |
2.50 |
86.3(12 500) |
1.5(60) | ||
|
E |
51.7(7 500) |
103.4(15 000) |
2.50 |
129.3(18 750) |
1.8(72) | ||
|
152.4(6.0) |
D |
34.5(5 000) |
69.0 (10 000) |
2.50 |
86.3(12 500) |
1.8(72) | |
|
E |
51.7(7 500) |
103.4(15 000) |
2.50 |
129.3(18 750) |
1.8(72) |
注:符号说明见图11。
a MBR按每一个软管的中线测量。
9.6.2.5额定值
本标准涵盖的软管总成的额定值,应符合表9中规定的工作压力和9.6.3中规定的温度范围和 FSL级别。
9.6.2.6额定载荷值依据
本标准涵盖的软管总成的额定载荷值依据,应基于加强钢丝的最大许用应力、软管接头的危险区域 和在其之间使用的界面材料(如果在设计中采用)。
9.6.2.7设计安全系数(DSF)
本标准涵盖的软管总成的设计安全系数(DSF),应是9.6.7.2中规定的最低要求破裂压力和表9中 规定的软管总成的工作压力的比值。
9.6.2.8设计验证
9.6.10中规定设计验证要求;不应采用第5章的要求。
9.6.2.9表面无损检测(NDE)
8.4.7中规定的表面NDE应局限于软管接头。如果软管接头和端部连接装置之间的连接通过焊接 而获得,则8.4.9中规定的焊缝表面NDE应适用于其之间的焊缝和热影响区(HAZ)O
9.6.2.10验证载荷试验
不应采用8.6中要求的验证载荷试验。
9.6.2.11静水压试验
不应采用8.7.2中规定的静水压试验要求。静水压试验应符合9.6.7。
9.6.3温度范围和挠性规范级别(FSL)
如果在签订采购协议时在高压泥浆软管总成中预期输送的钻井液的性能已知,则采购方应予 以规定。
9.6.3.1温度范围
制造商应按下面规定的3个温度范围之一确定每个软管总成的额定工作温度范围:
温度范围 I:-20 °C~ + 82 °C (-4°F~ + 180 °F);
温度范围 11:-20 C~ + 100 C (-4F~ + 212 F);
温度范围 HI:-20 C~ + 121 C (-4F~+250 F)。
9.6.3.2挠性规范级别(FSL)
本标准规定了本标准涵盖的软管的3种挠性规范级别(FSL)的要求。下面规定的FSL标识规定 T 9.6.10中规定的各种级别的设计验证要求。
a) FSL 0:采购方应在采购协议中规定,其仅用于水泥软管。这个级别包括9.6.10的所有设计验 证要求,但9.6.10.4和9.6.10.5的脉冲压力试验除外;
b) FSL 1 :采购方应在采购协议中规定,其仅用于正常作业条件下的钻井水龙带、减振软管 和跨接软管。这个级别包括9.6.10的所有设计验证要求,但9.6.10.5的高频脉冲压力试 验除外;
C) FSL 2 :采购方应在采购协议中规定,其用于在工作期间可能产生振幅超过6.9 MPa (1 000 PSi)的高频压力脉冲的钻井水龙带、减振软管和跨接软管。这个级别包括9.6.10的所 有设计验证要求,但9.6.10.4中规定的低频脉冲试验除外。
9.6.4规格和长度
所有软管总成应符合表9中规定的尺寸。每一个软管总成的长度应符合采购协议中规定的尺寸, 公差按9.6.5的规定。对于钻井水龙带的应用,采购方宜参考API RP 7L附录A中A.1.1规定的水龙 带长度的计算,确定钻井水龙带在任何规定应用下的最佳长度,避免在作业期间出现过度弯曲、过高轴 向载荷或压缩现象。对于减振软管和跨接软管的应用,当采购协议中规定软管总成的总长度时,并按 9.10.5中的规定加压时,采购方应考虑软管长度的变化。
9.6.5尺寸和公差
9.6.5.1软管总成的尺寸应符合表9和图11的要求。
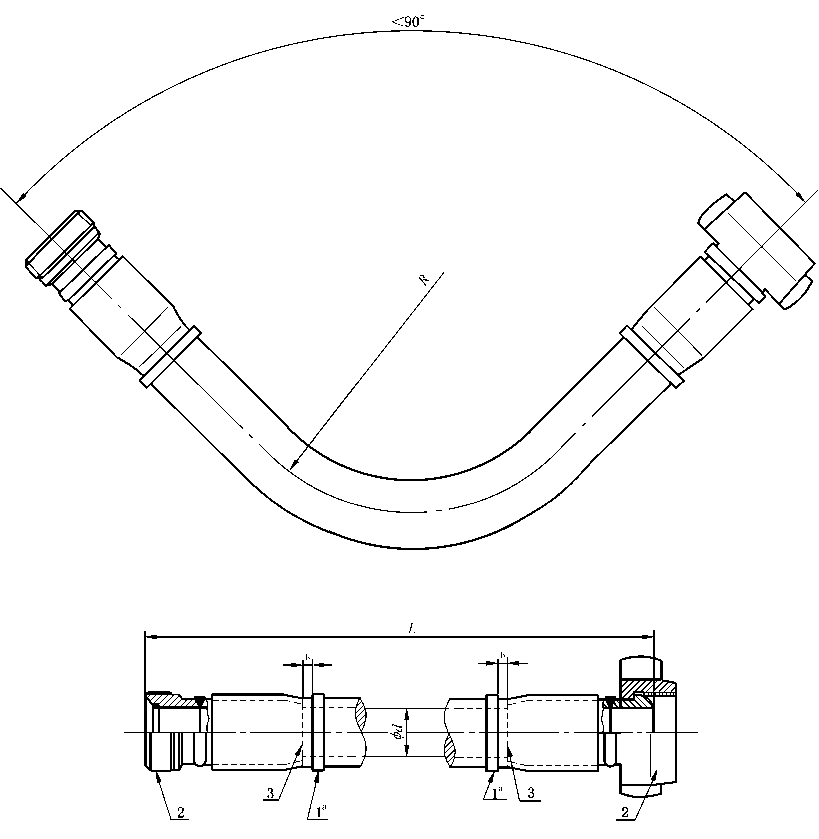
说明:
1— —安全卡箍;
2— —端部连接装置;
3 接头的内侧端部;
d---内径;
L 公称长度;
R——弯曲半径。
注:尺寸见表9。
a软管制造商应在软管上标志“此处连接安全卡箍”的字样。
b对于旋转钻井水龙带,该尺寸距接头的内侧端部应为150 mm (6 in)~460 mm (18 in)。对于减振软管,该尺寸距 接头的内侧端部应为150 mm (6 in) ~250 mm (10 in) O
9.6.5.2如果软管总成的长度不超过6 m (20 ft),则成品不加压软管长度公差应为士65 mm(±2 ½ in)。 如果软管总成的长度不超过6 m (20 ft),则在软管总成按其规定的工作压力加压之后,其长度的变化 35
不应超过65 mm (2妇in)+().()1 L (L为软管总成的长度,见图11)。
9.6.5.3如果软管总成的长度超过6 m (20 ft),则成品不加压软管长度公差不应超过士1%。如果软管 总成的长度超过6 m (20 ft),则在软管总成按其规定的工作压力加压之后,其长度的变化不应超过 土2%。
9.6.5.4 如果最小弯曲半径(MBR)小于表9中所列的值,制造商应规定MBRO
9.6.6.1软管接头
软管接头的设计和制造,应能使其与该接头连接的软管总成配合。若软管总成制造商选择用不同 结构材料或不同物理性能的软管接头代替或更换软管接头,则软管总成制造商应采用以下方面一个或 多个适用的措施:
a) 再次进行设计验证试验,鉴定新软管接头;
b) 安排有资格的第三方评价新软管接头材料和物理性能,并确定新软管接头是否适合与以前鉴 定合格的软管总成配合。
此外,如果软管总成制造商选择改变软管接头与以前鉴定合格的软管总成连接的性质,则制造商应 再次进行设计验证试验,重新鉴定软管总成。
9 . 6 . 6 . 2 端部连接装置
高压泥浆和水泥软管总成,应按采购协议的规定,配备端部连接装置。虽然本标准未涵盖端 部连接装置的设计和制造,但软管总成制造商应选择适合与软管总成连接的端部连接装置。通过 符合API SPeC 5B的管线管螺纹与软管接头连接的端部连接装置,不应使用在工作压力超过34.5 MPa (5 000 PSi)的软管总成上。如果软管总成的工作压力超过34.5 MPa (5 000 PSi),则端部连接装置应对 焊在软管接头上,或可以用同一块材料与软管接头加工成一体。
9.6.7试验压力和破裂压力
9.6.7.1试验压力
9.6.7.1.1每一个高压泥浆软管总成,应按2倍工作压力进行静水压试验(见表9)。试验介质应为水。
9.6.7.1.2 每一个工作压力小于69 MPa (10 000 PSi)的水泥软管总成,应按2倍工作压力进行静水压 试验。每一个工作压力不小于69 MPa (10 000 PSi)的水泥软管总成,应按1.5倍工作压力进行静水压 试验。试验压力至少应保持15 min0试验介质应为水。
9.6.7.1.3试验压力应记录在图表或曲线图上,并由制造商归档保存至少10年。
9 . 6 . 7 . 2 破裂压力
高压泥浆软管总成,应设计成至少有2.5倍工作压力的破裂压力(见表9)。工作压力小于69 MPa (10 000 PSi)的水泥软管,额定最小破裂压力应为工作压力的2.5倍。工作压力不小于69 MPa (10 000 PSi)的水泥软管,额定最小破裂压力应为工作压力的2.25倍(见表9)。
9.6.8工作压力
表9中规定了软管总成的最大工作压力。工作压力中应包括软管内遇到的最大冲击压力。
9.6.9标志
9.6.9.1按本标准制造的软管总成,应标志GB/T 17744、制造年月、工作压力、试验压力、工作温度范 围ʌFSL级别和制造商商标。另外,如果软管总成制造商未安装安全卡箍,则软管的每一端应标志“此 处连接安全卡箍”的字样(在图11中规定的位置)。每根软管总成应具有不同于软管外表层颜色的纵向 线。标志(无论是以明显不同的颜色压印或打印)应经硫化或类似方法附加在软管的外表层上。
9.6.9.2制造商根据情况或根据采购方的要求,可将附加信息标志在软管总成上。
9.6.9.3软管接头上可用一定数量的圆环来区别软管总成的不同级别。如果使用,其颜色应与软管表 层颜色不同。每种级别的圆环数量按表9规定的级别代号相应如下:
a) A级——1 ;
b) B级——2 ;
C) C 级----3 ;
Cl) D级——4 ;
e) E 级----5。
9.6.10设计验证试验
9.6.10.1 总则
9.6.10.1.1应根据9.6.3.2中规定的每一 FSL级别的要求,进行设计验证试验,证明每一软管设计系列 的完整性。水泥软管不要求9.6.10.4和9.6.10.5中规定的高温脉冲压力试验。设计验证试验应由独立 检测实验室进行或由第三方机构目击见证。
9.6.10.1.2对于给定的软管设计系列,下面规定的所有试验应在最大内径规格的软管上进行。
9.6.10.1.3成功地完成了验证试验,应能鉴定在试验所使用的9.6.3中规定的整个温度范围内的相同 或较低工作压力下,相同规格和较小规格的设计系列合格。
9.6.10.1.4软管总成的最小长度应为3.05 m (10 ft)。
9.6.10.1.5 9.6.10.2〜9.6.10.7的试验应按照9.6.3.2中规定的FSL要求在同一软管总成上进行。试验 程序应遵循以下方面的规定。
9.6.10.1.6若软管设计系列经鉴定符合FSL 1 ,则可以在同一设计系列的某一个不同的软管总成上, 通过进行9.6.10.5、9.6.10.6和9.6.10.7中规定的试验,进行FSL 2的鉴定。9.6.3.1中规定了 3个温度 范围。所有3个温度范围的低温极限温度均为一20 °C (-4 V),符合9.6.10.3.2中规定的低温弯曲试 验要求的温度。而每个温度范围的高温极限温度不同,范围I为+82 C (+180 T ),范围∏为 + 100 C (+212 V),范围M为+ 121 C ( + 250 V)O如果在温度范围≡的上限,进行9.6.10.4中规定 的低频脉冲试验,作为软管设计系列FSL 1鉴定的一部分,那么,软管应额定在该温度。上述额定 值应自动地鉴定软管满足较低温度范围I和∏ O这也适用于按温度范围∏上限试验的软管,即这 自动地鉴定软管满足温度范围I。当鉴定软管设计系列满足PSL 2时,上述方法同样地适用于 9.6.10.5中规定的高频脉冲试验。因此,满足FSL 1或FSL 2要求的高压泥浆软管,可具有不同 的额定温度范围值。
9.6.10.1.7如果制造商规定的最低工作温度低于一20 C (-4 V),那么应在制造商规定的最低工作 温度下,进行9.6.10.3.2的低温弯曲试验。
9.6.10.2压力下的变形试验
在环境温度下,试验包括下列步骤:
a) 加压前应测量软管总成的长度;
b) 试验压力应满足或超过表9中的规定,至少保压15 min;
C)降压至表9中规定的总成的工作压力,公差+ 0%~-5%;
d)再次测量加压软管总成的长度。
验收准则:软管接头两端内侧自由软管体的长度变化值不应超过±2%。
9.6.10.3弯曲试验
9.6.10.3.1环境温度下的弯曲试验
在工作压力和环境温度下,按软管总成的MBR,弯曲软管总成100次。软管两端在弯曲位置的角 度应小于90。,如图11所示。
验收准则:无泄漏、无明显损伤、无挤扁或扭结。
9.6.10.3.2低温弯曲试验
在一20 r(-4 T)或低于一20 °C(-4。F)或在规定的最低工作温度下,应排空软管总成,并保持 24 h。然后,应在一20 °C(-4 T )或在规定的最低工作温度下,按软管总成的MBR,将软管总成弯曲 100次。软管两端在弯曲位置的角度应小于90。,如图11所示。
验收准则:无明显损伤、无挤扁或扭结。
9.6.10.4低频脉冲试验
脉冲压力试验循环1 000次。软管总成内的流体温度不应低于9.6.3.1中规定的温度范围中的最 大工作温度。脉冲压力试验的压力上限不应小于工作压力,压力脉冲的振幅至少应为工作压力的 90%。压力升降的一个压力循环,时间不应超过5 min。
验收准则:无明显泄漏。
9.6.10.5高频脉冲试验
脉冲压力试验循环10 000次。软管总成内的流体温度不应低于9.6.3.1中规定的温度范围中的最 大工作温度。脉冲压力试验的压力上限不应小于工作压力,压力脉冲的振幅至少应为工作压力的 90%。压力升降的一个压力循环,时间不应超过10 SO
验收准则:无明显泄漏。
9.6.10.6静水压试验
静水压试验应在环境温度下进行,试验压力不小于表9中规定的工厂验收试验压力,保压时间不应 小于4 h。试验介质应为水。
验收准则:无任何明显的泄漏,无任何除外部温度变化之外的因素而导致的压力损失,在保压期内 的4h,压力损失不超过初始压力的2%。试验介质应为水。
9.6.10.7破裂压力试验
在上述试验完成之后,应在环境温度下进行破裂压力试验。
验收准则:试验的软管总成的破裂压力,不应小于表9中规定的数值O
9.7.1总则
9.7.1.1钻井泵主承载件应为能承受排出压力的零部件,但易损件和密封件如缸套、活塞、活塞杆、填 料、填料压盖、阀和阀座、阀盖、缸盖、卡箍、导向套、缸盖堵头和紧固件除外。
4.2.7、5.3、5.4、5.5、5.6、6.3.1、8.4.4、8.4.5、8.4.7和8.4.8的要求不适用。滚动轴承的设计和制造要 求见9.19。
9.7.1.2在9.7.1.1规定的承压件,在生产中应以1.5倍的工作压力进行压力试验。静水压试验应按 8.7进行。
9.7.1.3钻井泵吸入端液压回路的铸件,在生产中的静水压试验压力应为制造商额定吸入压力的两倍。 试验程序应与9.7.1.2规定的排出件相同。
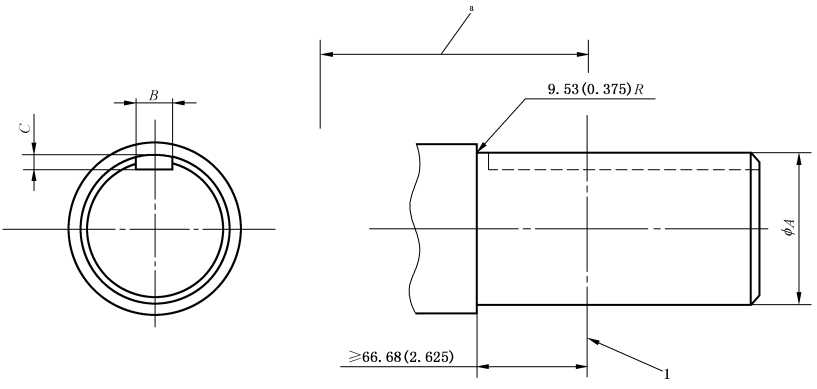
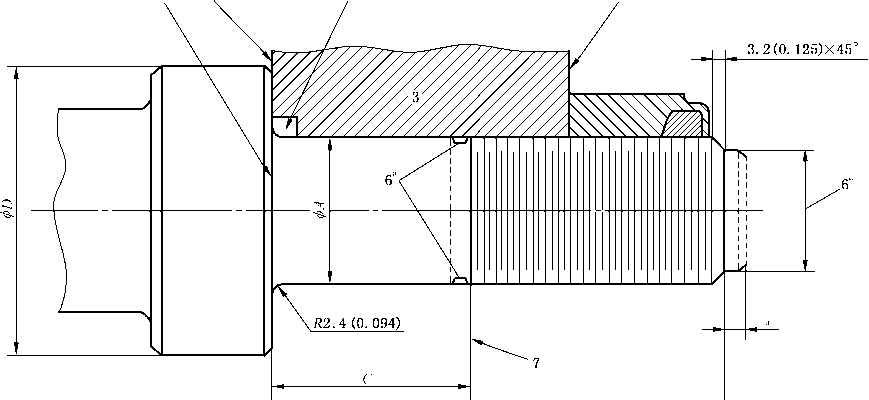
单作用泵液力端活塞杆和活塞芯孔,应符合表10和图12。
表10单作用钻井泵液力端活塞杆和活塞芯孔 单位为毫米(英寸)
|
活塞和活塞 杆连接号 |
公称连接 直径 |
活塞杆 |
活塞 | ||||
|
活塞杆直径 A |
活塞杆 端部长度 B ±1.6(士峪) |
台肩至螺纹 起始处 ma x |
台肩直径 D±0.4(±M1) |
螺纹规格 |
活塞芯孔 | ||
|
SA-2 |
25.4(1) |
25.32〜25.37 |
106.4 |
38.1 |
50.8 |
1-8UNC-2A |
25.40〜25.48 (1.000~1.003) |
|
SA-3 |
25.4(1) |
25.32〜25.37 |
106.4 |
38.1 |
50.8 |
M24-6g |
25.40〜25.48 (1.000〜1.003) |
|
SA4 |
38.1(成) |
38.02〜38.07 |
138.1 |
47.6 |
82.6 |
1¼-8UN-2A |
38.10〜38.18 (1.500〜1.503) |
|
SA5 |
42 |
41.92〜41.97 |
14 8.0 |
65 |
90 |
M39×3-6g |
42.00〜42.08 |
|
注1:尺寸符号说明见图12。 注2:英制螺纹用于用户有需求时。 | |||||||
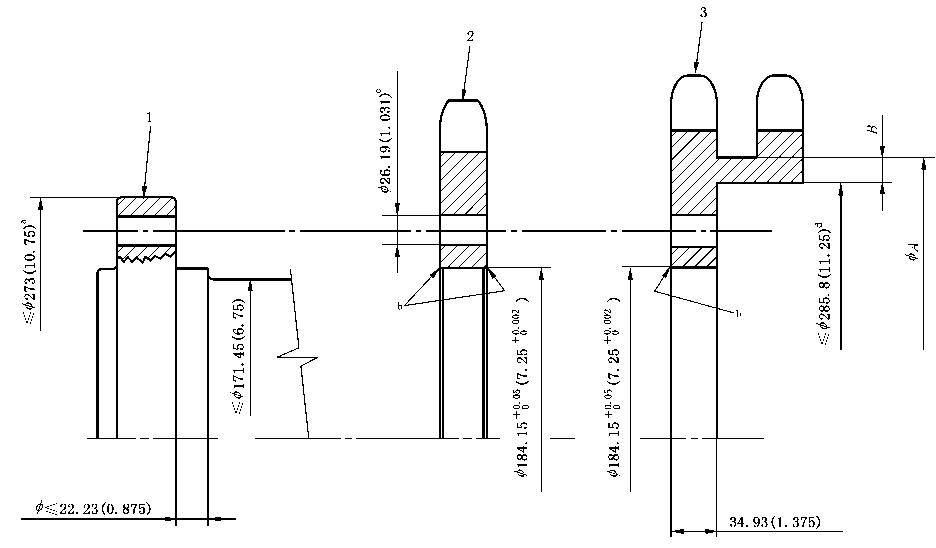
单位为毫米(英寸)
5 1 2 4
戶土 1.6 (0.063)
说明:
1— —活塞杆端部、活塞台肩、台肩N;
2— —要求的密封,尺寸由制造商任选;
3 活塞;
4 螺纹端部、活塞台肩、台肩P;
5— —活塞杆台肩、台肩M;
6— —螺纹应力释放结构,详细结构由制造商选择;
7— —最后一牙完整螺纹。
注:尺寸见表10。
a结构任选。
9.7.2.2 螺纹
活塞杆端部和锁紧螺母的螺纹,应符合表10中给出的尺寸,并应按符合ASME B1.2规定的X级 量规检测。如果采用附加的生产或工作量规,则其应精确地复制标准量规。
9.7.2.3活塞和活塞杆台肩
单作用泵活塞的台肩面N和活塞杆的台肩面M应垂直其轴线,指示器总读数(TIR)在0.03 mm (0.001 in)范围内。活塞台肩面P应垂直其轴线,指示器总读数(TIR)在0.13 mm (0.005 in)范围内。
9.7.2.4 标志
标志应如下:
a) 符合本标准的圆柱孔单作用泵活塞,应标志制造商的名称或商标、GB/T 17744和连接号;
b) 符合本标准的单作用泵液力端活塞杆,应标志制造商的名称或商标、GB/T 17744和连接号。
9.7.3钻井泵阀腔
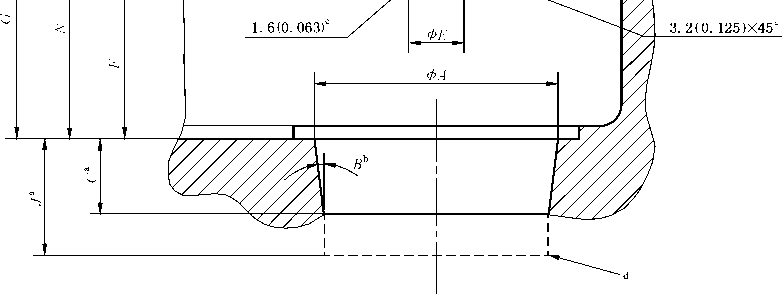
9.7.3.1规格和尺寸
钻井泵阀腔应符合表11和图13中给出的规格和尺寸或采购单的规定。导向阀的阀腔应规定最小 尺寸GO导向间隙见表13。
单位为毫米(英寸)
|
阀腔规格 |
阀腔尺寸 |
弹簧安装尺寸 | |||||||||
|
A |
B∕m(B∕ft) |
C |
D |
E |
F |
G |
J |
L |
M |
N | |
|
1 |
73.0(2 %) |
166.7(2) |
25.4(1) |
82.6(3 ¼) |
实心 |
44.5(1 %) |
实心 |
57.2(2 ¼) |
25.4(1) |
63.5(2 妬) |
63.5(2 妬) |
|
2 |
85.7(3 %) |
166.7(2) |
28.6(1 ⅛) |
95.3(3 %) |
20.6(1‰) |
57.2(2 ¼) |
85.7(3 %) |
63.5(2 妬) |
44.5(1 %) |
76.2(3) |
82.6(3 ¼) |
|
3 |
98.4(3 %) |
166.7(2) |
31.8(1 ¼) |
108.0(4 ¼) |
20.6(1‰) |
63.5(2 妬) |
95.3(3 %) |
66.7(2 %) |
44.5(1 %) |
76.2(3) |
88.9(3 妬) |
|
4 |
111.1(4 %) |
166.7(2) |
34.9(1 %) |
120.7(4 %) |
20.6(1‰) |
69.9(2 %) |
104.8(4 ⅛) |
69.9(2 %) |
50.8(2) |
76.2(3) |
95.3(3 %) |
|
5 |
127.0(5) |
166.7(2) |
38.1(1 妬) |
136.5(5 %) |
33.3(1 %) |
76.2(3) |
123.8(4 %) |
79.4(3 ⅛) |
69.9(2 %) |
95.3(3 %) |
108.0(4 ¼) |
|
5.5 |
136.5(5 %) |
166.7(2) |
41.3(1 %) |
146.1(5 %) |
33.3(1 %) |
82.6(3 ¼) |
133.4(5 ¼) |
85.7(3 %) |
69.9(2 %) |
95.3(3 %) |
114.3(4 妬) |
|
6 |
142.9(5 %) |
166.7(2) |
44.5(1 %) |
152.4(6) |
33.3(1 %) |
82.6(3 ¼) |
133.4(5¼) |
85.7(3 %) |
69.9(2 %) |
95.3(3 %) |
114.3(4 妬) |
|
7 |
158.8(6 ¼) |
166.7(2) |
50.8(2) |
168.3(6 %) |
33.3(1 %) |
88.9(3 妬) |
142.9(5 %) |
95.3(3 %) |
69.9(2 %) |
95.3(3 %) |
120.7(4 %) |
|
8 |
177.8(7) |
166.7(2) |
57.2(2 ¼) |
187.3(7 %) |
33.3(1 %) |
95.3(3 %) |
152.4(6) |
98.4(3 %) |
69.9(2 %) |
95.3(3 %) |
127.0(5) |
|
9 |
196.9(7 %) |
166.7(2) |
63.5(2 妬) |
206.4(8 ⅛) |
33.3(1 %) |
101.6(4) |
161.9(6 %) |
104.8(4 ⅛) |
69.9(2 %) |
95.3(3 %) |
133.4(5 ¼) |
|
10 |
215.9(8 妬) |
166.7(2) |
73.0(2 %) |
225.4(8 %) |
33.3(1 %) |
108.0(4 ¼) |
171.5(6 %) |
123.8(4 %) |
69.9(2 %) |
95.3(3 %) |
139.7(5 妬) |
|
11 |
241.3(9 妬) |
166.7(2) |
82.6(3 ¼) |
250.8(9 %) |
33.3(1 %) |
114.3(4 妬) |
181.0(7 ⅛) |
136.5(5 %) |
69.9(2 %) |
95.3(3 %) |
146.1(5 %) |
|
注:尺寸符号说明见图21o | |||||||||||
表11钻井泵阀腔
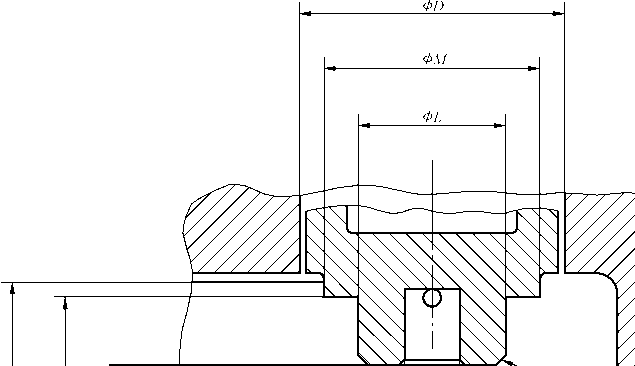
说明:
a最小尺寸。
b锥度,按直径计mm/m (in∕ft) O
C最大倒角。
d最小间隙。
注:尺寸见表11o
9.7.3.2弹簧安装尺寸
阀腔内的弹簧安装尺寸应符合图13和表11中的尺寸L、M和No
9.7.3.3 标志
按本标准提供的钻井泵阀腔,应标志制造商的名称或商标、GB/T 17744和阀腔规格号。标志应铸 在或打印在液缸上,或使用铭牌固定在液缸上。液缸安装在泵上后,标志应处于醒目的位置,可标志在 任一阀腔上。若泵的液力端由几个液缸组成,每一个液缸均应作标志。
9.7.4钻井泵活塞
9.7.4.1规格和尺寸
钻井泵活塞孔见表10o活塞外径应适用于9.7.7.1和图14中所述的内径级差变化的缸套。
9 . 7 . 4 . 2 标志
符合本标准的活塞,应标志制造商的名称或商标、标准号(GB/T 17744)、相应的活塞杆号和标准孔 径。标志应以3.2 mm (X in)高的钢字,打印在活塞杆孔大端的活塞芯端面上。
9.7.5.1缸套内径
缸套孔径分为公制和英制两种。公制缸套孔径应为个位数为零的整数,并以10 mm级差增加(见 表12) O英制缸套孔径等于或大于152.4 mm(6 in)的缸套应以6.35 mm(¼ in)级差增加,孔径小于
152.4 mm(6 in)的缸套应以12.7 mm(X in)级差增加(见表13)。缸套孔径公差应按图14所示的规定。
|
缸径 |
90 |
100 |
110 |
120 |
130 |
140 |
150 |
160 |
170 |
180 |
190 |
|
注:表中仅列出了一些常用的规格,在符合9.7.5.1规定的前提下允许向两端延伸。 | |||||||||||
|
缸径 |
in |
3.50 |
4.00 |
4.50 |
5.00 |
5.50 |
6.00 |
6.25 |
6.50 |
6.75 |
7.00 |
|
mm |
88.90 |
101.60 |
114.30 |
127.00 |
139.70 |
152.40 |
158.75 |
165.10 |
171.45 |
177.80 | |
|
注:表中仅列出了一些常用的规格,在符合9.7.5.1规定的前提下允许向两端延伸。 | |||||||||||
单位为毫米(英寸)
说明:
1 活塞进入端;
2 缸套内径。
a 公称直径公差:+0130 mm(+0005 in)o
9.7.5.2 倒角
钻井泵缸套装活塞端的内孔端面倒角,应按图14所示。
9.7.5.3 标志
符合本标准的钻井泵缸套,应标志制造商的名称或商标、标准号(GB/T 17744)和缸套规格(标准孔 径)。标志应以3.2 mm (X in)高的钢字,打印在缸套的外端上。
9.7.6.1 规定
额定值基于齿面接触强度(与模数无关)。但齿轮制造商应负责选择足够大的模数,以保证齿部有 足够的弯曲强度。
9.7.6.2 设计
齿轮宜为单级减速的斜齿或人字型齿轮。齿轮材料应符合国家标准。齿轮强度和耐久性应按照国 家标准或规范确定。可采用齿高、压力角或螺旋角的任何适当组合。钻井泵制造商应负责轴系和支承 系统承载时保持正确对中。
钻井泵的铭牌额定(功率)值,不应超过齿轮设计时的额定(功率)值。
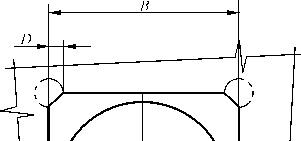
三缸钻井泵十字头和活塞之间影响中间拉杆和活塞杆对中的所有中间拉杆和活塞杆连接的公差, 不应超过图15中所示公差值。
说明:
1 接触面直径。
a中间拉杆及配对的中间拉杆和活塞杆连接的接触平面,应垂直于中间拉杆和活塞杆的中心线,垂直度公差按接触 面直径计为 0.000 5 m/m (0.000 5 in∕in) O
b中间拉杆和活塞杆理论中心线和定位直径中心线之间的同轴度公差,不应超过0.13 mm (0.005 in)。
9.8绞车零部件
9.8.1主载荷路径
绞车的主载荷路径零部件,应仅限于主滚筒刹车工作时承受快绳载荷的零部件。除非本标准内另 有规定,否则,制造商和(或)设计人员应采用公认的设计方法,并应确定安全系数。
9.8.2要求
不应采用4.2.7、5.4、5.5、5.6、6.3.1、8.4.4、8.4.5、8.4.7和8.4.8的要求,但下文规定除外。滚动轴承 的设计和制造要求见9.19。
9.8.3主滚筒刹车
9.8.3.1 总则
主滚筒通常为带式刹车或盘式刹车,但本标准并不排除其他设计。
9.8.3.2带式刹车
9.8.3.2.1设计安全系数(DSF)
依据滚筒工作半径中值或第2层工作绳(取两者中较大值)的绞车额定设计快绳拉力,主滚筒刹车 带结构强度的最小设计安全系数应为3.0。
9.8.3.2.2 焊件
9.8.3.2.2.1焊件的设计载荷能力不应小于刹带的最小设计载荷能力。
9.8.3.2.2.2应评审焊件的焊缝应力集中是否会影响焊件的疲劳寿命。
9.8.3.2.3质量控制
9.8.3.2.3.1所有铸件及焊缝应按8.4.7检验。
9.8.3.2.3.2在所有制造过程完成之后,应目检刹车带所有可接近表面。只要主要指示尺寸小于4mm (⅛ in),并符合8.4.7.4规定的锻件材料的其他准则,长度不到宽度3倍的指示是可以接受的。长度等 于或大于宽度3倍的任何指示是不可接受的。刹带边缘包括孔边缘的任何指示是不可接受的。
9.8.3.2.3.3刹车带切点间内半径与设计半径的偏差不应大于±0.5%。刹车带圆周边缘任一点上测量 的内半径的偏差,不应大于该点刹车带宽度的±0.5%。
9.8.3.2.3.4允许的最大焊缝咬边应按AWS D1.1 ,但任何横向焊缝不应存在任何焊接咬边。
9.8.3.3盘式刹车
盘式刹车设计、制造和质量检验按照SY/T 6727执行。
9 . 9 . 1 总则
按本标准提供的卡盘体,应标志制造商的名称或商标和额定值,该卡盘体使用标准转盘卡瓦(见 第1章列项c),不能用作吊卡,安装在大方补心和(或)转盘上。
9.9.2零部件追溯性
主承载件应按8.4.5中的规定进行唯一的标志。
9.9.3序列号
每台完工的设备应标志唯一编号,唯一编号应能溯源到其制造过程。
9.9.4冲击韧性
卡盘的主承载件采用以下冲击韧性值:
a) 规定的最小屈服强度不小于310 MPa (45 000 PSi)的零部件,其制造材料在一20 °C (-4 T ) 时的最小冲击韧性值应为33 J (25 ft ∙ lb)。规定的最小冲击韧性值应为3次试验的平均值, 单个值不应小于26 J (19 ft. ∙ lb)。
b) 规定的最小屈服强度小于310 MPa (45 000 PSi)的零部件,在一20 C (一4 T)时的最小冲击 韧性值应为27 J (20 ft. ∙ lb),单个值不应小于20 J (15 ft. ∙ lb)。
9.9.5 设计验证试验
应采用第5章中规定的设计验证载荷试验。
9.9.6 验证载荷试验
应采用8.6中规定的验证载荷试验。卡盘和手动大钳应采用下面要求:
a) 备用的铰链销和插销应满足或超过原始制造商的规范;
b) 锻造材料制造的备用的铰链销和插销不要求验证载荷试验。
9.10.1总则
按本标准提供的卡盘体,应标志制造商的名称或商标和额定值,该卡盘体使用非标准转盘卡瓦,不 能用作吊卡,安装在大方补心和(或)转盘之上。
9 . 10 . 2 零部件追溯性
主承载件应按8.4.5中的规定进行唯一的标志。
9 . 10 . 3 序列号
每台完工的设备应标志唯一编号,唯一编号应能溯源到其制造过程。
9 . 10 . 4 冲击韧性
卡盘的主承载件采用以下冲击韧性值:
a) 规定的最小屈服强度不小于310 MPa (45 000 PSi)的零部件,其制造材料在一20 C (一4 T ) 时的最小冲击韧性值应为33 J (25 ft ∙ lb)。规定的最小冲击韧性值应为3次试验的平均值, 单个值不应小于26 J (19 ft. ∙ lb)。
b) 规定的最小屈服强度小于310 MPa (45 000 PSi)的零部件,在一20 C (一4 T)时的最小冲击 韧性值应为27 J (20 ft. ∙ lb),单个值不应小于20 J (15 ft. ∙ lb)。
9.10.5设计验证试验
应采用第5章中规定的设计验证载荷试验。
9.10.6验证载荷试验
应采用8.6中规定的验证载荷试验。卡盘和手动大钳应采用以下要求:
a) 备用的铰链销和插销应满足或超过原始制造商的规范;
b) 锻造材料制造的备用的铰链销和插销不要求验证载荷试验。
9.11.1总则
按本标准提供的卡盘体,应标志制造商的名称或商标和额定值,该卡盘体具有整体卡瓦,不能用作 吊卡,安装在大方补心和(或)转盘之上。
9.11.2零部件追溯性
主承载件应按8.4.5中的规定进行唯一的标志。
9.11.3序列号
每台完工的设备应标志唯一编号,唯一编号应能溯源到其制造过程。
9.11.4冲击韧性
卡盘的主承载件采用以下冲击韧性值:
a) 规定的最小屈服强度不小于310 MPa (45 000 PSi)的零部件,其制造材料在一20 °C (-4 T ) 时的最小冲击韧性值应为33 J (25 ft ∙ lb)。规定的最小冲击韧性值应为3次试验的平均值, 单个值不应小于26 J (19 ft. ∙ lb) O
b) 规定的最小屈服强度小于310 MPa (45 000 PSi)的零部件,在一20 C (一4 T)时的最小冲击 韧性值应为27 J (20 ft. ∙ lb),单个值不应小于20 J (15 ft. ∙ lb)。
9 . 11 . 5 设计验证试验
应采用第5章中规定的设计验证载荷试验。
9 . 11 . 6 验证载荷试验
应采用8.6中规定的验证载荷试验。卡盘和手动大钳应采用以下要求:
a) 备用的铰链销和插销应满足或超过原始制造商的规范;
b) 锻造材料制造的备用的铰链销和插销不要求验证载荷试验。
9 . 12 . 1 总则
按本标准提供的卡盘体,应标志制造商的名称或商标和额定值,该卡盘体具有整体卡瓦,不能用作 吊卡,安装或部分安装在转盘内。
9 . 12 . 2 零部件追溯性
主承载件应按8.4.5中的规定进行唯一的标志。
9.12.3序列号
每台完工的设备应标志唯一编号,唯一编号应能溯源到其制造过程。
9.12.4冲击韧性
卡盘的主承载件采用以下冲击韧性值:
a) 规定的最小屈服强度不小于310 MPa (45 000 PSi)的零部件,其制造材料在一2()。C (-4 T ) 时的最小冲击韧性值应为33 J (25 ft ∙ lb)。规定的最小冲击韧性值应为3次试验的平均值, 单个值不应小于26 J (19 ft. ∙ lb)。
b) 规定的最小屈服强度小于310 MPa (45 000 PSi)的零部件,在一20 C (―4 T )时的最小冲击 韧性值应为27 J (20 ft. ∙ lb),单个值不应小于20 J (15 ft. ∙ lb)。
9.12.5设计验证试验
应采用第5章中规定的设计验证载荷试验。
9.12.6验证载荷试验
应采用8.6中规定的验证载荷试验。
9.13 手动大钳
9.13.1产品标志
按本标准提供的手动大钳,应标志制造商的名称或商标和额定载荷。
9.13.2尺寸级别代号
手动大钳的尺寸级别代号,应代表所设计大钳的适用直径或直径范围。
9.13.3主载荷路径
主载荷路径应认为是施加或承受扭矩的机械零部件,不包括传递液压动力的零部件。
9 . 13 . 4 冲击韧性
9.13.4.1下列冲击韧性值适用于主载荷路径零部件,但铰链销除外:
a) 规定的最小屈服强度不小于310 MPa (45 000 PSi)的零部件,其制造材料在一20 C (一4 T ) 时的最小冲击韧性值应为42 J (31 ft ∙ lb)。规定的最小冲击韧性值应为3次试验的平均值, 单个值不应小于32 J (24 ft. ∙ lb)。
b) 规定的最小屈服强度小于310 MPa (45 000 PSi)的零部件,在一20 C (一4 T)时的最小冲击 韧性值应为27 J (20 ft. ∙ lb),单个值不应小于20 J (15 ft. ∙ lb)。
9.13.4.2铰链销在一20 C ( — 4 T)时的冲击韧性值不应小于15 J (11 ft. ∙ lbs)。规定的最小冲击韧 性值应为3次试验的平均值,单个值不应小于12 J (8.5 ft. ∙ lb)。
9.13.5零部件的追溯性
主承载件应按8.4.5中的规定进行唯一的标志。
9 . 13 . 6 设计验证载荷试验
应采用第5章中规定的设计验证载荷试验。
9.13.7验证载荷试验
应采用8.6中规定的验证载荷试验。锻造材料制造的铰链叉销不应要求验证载荷试验。
9.14.1安全卡瓦不要求额定载荷值。
9.14.2 不应采用 6.3.1、8.4.4、8.4.5、8.4.8 和 8.4.9 的要求O
9.14.3 8.4.7的要求适用于安全卡瓦,但应采用MSS SP-53的方法和验收准则。
9.15动力大钳
9.15.1产品标志
按本标准提供的动力大钳,应标志制造商的名称或商标和尺寸级别。
9.15.2尺寸级别代号
动力大钳的尺寸级别代号,应代表所设计大钳的适用直径或直径范围。
9.15.3要求
不应采用4.2.7、5.3、5.4、5.5、5.6、6.3和第8章的要求。
9.15.4主载荷路径
主载荷路径应认为是施加或承受扭矩的机械零部件,不包括传递液压动力的零部件。
9.16.1.1涵盖设计要求和设计安全系数的41、4.5和4.6不应适用于本设备。本设备的相应要求应按 照 9.16.3、9.16.4 和 9.16.5。
9.16.1.2有关疲劳寿命的4.2.7应适用于本设备,或按照9.16.8由制造商规定。
9.16.1.3涵盖转盘、卡盘、手动大钳和动力大钳的4.4.1不应适用于本设备。
9.16.1.4涵盖手动大钳和动力大钳额定扭矩值的4.4.3不应适用于本设备。
9.16.1.5 除非采购方在采购协议中放弃,否则,应按照8.6的要求及9.16.6的规定进行生产验证和载 荷试验。
9.16.2.1 总则
本标准涵盖的防喷器搬运系统所用的采购协议中,采购方应规定9.16.2.2和9.16.2.3中的要求。
9.16.2.2控制系统特性
采购方应规定控制系统特性(例如载荷监视和记录(规定美国惯用单位制或国际单位制)、声音和 (或)可视报警器、操作显示和人机工程、任何自动防故障关断装置或在本标准中没有规定的其他安全装 置)和控制系统功能(例如默认值、联锁装置、制动器、备用装置、手动超控装置、故障查找装置和备用动 力供应和软件等)。控制系统的设计应能防止在动力中断时和动力中断之后恢复时意外地移动动力(例
4 9 如电气、气动、液压)系统。无论是一个动力源还是多个动力源中断及随后恢复,控制装置的设计应防止 意外的移动。
9.16.2.3环境条件
采购方应根据最低温度、最高温度、湿度级别、大气的腐蚀性(例如系统将用于海上还是陆上)和可 合理预期的会影响系统设计或制造的任何其他环境条件,规定系统预期运行的环境。
9.16.2.4其他系统接口要求
9.16.2.4.1采购方应识别与防喷器搬运系统实际接口及功能对接的其他系统。这种型式的接口可以 包括但并不局限于钻机系统控制和监视系统(包括软件兼容性)、防喷器组的贮存构架、月池导向系统和 (或)分配和支承搬运系统主载荷所要求的结构接口。后一要求宜包括将钻机有关的结构图传送给防喷 器搬运系统制造商,以便设计与钻机结构接口的相应系统结构。
9.16.2.4.2当预期系统安装之后从钻机得到动力供应时,采购方应规定可以给系统提供动力的电源、 液压源和(或)气源。
9.16.2.4.3采购方应规定适用于电气设备、零部件、附件、电缆及其安装的适用规范、标准和法律法规 要求,包括防喷器搬运系统所要安装的危险区域或区域分类的适用要求。
9.16.2.4.4采购方决定是否应规定系统所要求的第三方证明的型式。
9.16.2.4.5采购方应规定是否应由制造商在交付之前按8.6和9.16.6进行生产验证载荷试验。
9.16.2.5载荷条件
9.16.2.5.1采购方应规定系统将要搬运的预期最大静载荷,应包括整个防喷器组及其所有附件,包括 但并不局限于钟形导向短节总成、工作平台、导管张紧系统零部件、钻井四通、高压立管、井口装置四通、 节流压井阀和管路系统等。
9.16.2.5.2采购方应规定搬运系统将受到的动载系数,包括但并不局限于最大风速、运输期间引起的 加速度(若系统可移动)、海上船只运动引起的加速度、角度偏离正常载荷路径时引起的侧向载荷和(或) 操作要求、和(或)搬运系统操作期间会预期的其他动力。
9.16.3子系统设计要求
9.16.3.1 总则
下面规定了子系统和(或)系统零部件的设计要求和规范。
9.16.3.2管路系统
阀设计安全系数应满足或超过ASME B16.34和NFPA T2.12.10 R1的要求。管路系统的安全系 数应满足或超过ASME B31.3规定的要求。液压回路设计应涵盖零部件隔离装置,例如卸压、调压和 反平衡阀,以便更换和维修时不必排泄系统液压流体。也应采用功能冗余和旁通回路以提高可靠性O 若要求处理解决不对中、零部件之间相对运动、热膨胀和收缩及振动问题时,才应使用挠性软管。否则, 应使用刚性管路和(或)管子。
9.16.3.3钢丝绳
钢丝绳零部件(9.16.3.4涵盖的吊索除外)的工作载荷极限应按照钢丝绳设计系数为5确定。如果 钢丝绳使用的端部终端装置的强度为满钢丝绳强度(100%效率),则工作载荷极限是钢丝绳标明的最低 破断力除以5。如果钢丝绳使用的钢丝绳终端装置的强度效率低于100%,则工作载荷极限是钢丝绳标 50
明的最低破断力乘终端装置效率除以5。此外,按照SYZT 6666或公开的其他制造商资料,钢丝绳标明的 最低破断强度应因滑轮或滚筒的弯曲而降低。针对于任何型式终端装置,工作载荷极限的确定按式(8):
WLL
MBF X Eff
DF
(8)
式中:
WLL——工作载荷极限;
MBF——钢丝绳最低破断力;
Eff 端部终端装置效率;
DF ——设计系数。
注:通常,正确设计、使用和维护的钢丝绳端部终端装置的效率是:
a) 开式或闭式钎料绳帽100%;
b) 开式或闭式模锻绳帽100%;
C) 钢丝绳卡80%;
d)楔形绳帽75%〜80%。
9.16.3.4 吊索
钢丝绳、链或合成材料制成的吊索应按照ASME B30.9或等效规范制造和鉴定。钢丝绳吊索的额 定能力包括端部终端装置效率和钢丝绳设计系数5。每个吊索所系的标签上应标明该吊索的额定 能力。
9.16.3.5成品单件装置
防喷器搬运系统选择使用的成品单件装置,例如钩环、吊钩、链条、结合件、旋转接头、螺旋扣、滑轮 和连接杆,应具有制造商标明的工作载荷极限,该载荷极限等于或超过其所用处的载荷路径的设计 载荷。
9.16.3.6单滑轮
单滑轮(如图16所示)及其支承结构附件上的合成载荷,不应超过制造商规定的滑轮工作载荷 极限。
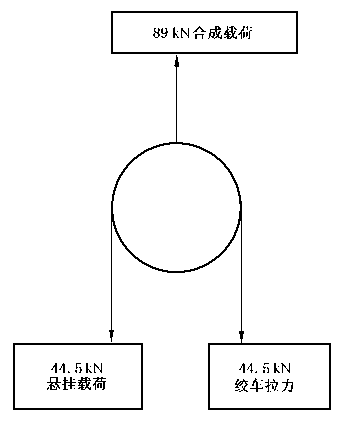
图16单滑轮上的合成载荷
9.16.3.7挠性软管
9.16.3.7.1应尽可能地减少使用为补偿振动、热膨胀和收缩、不对中、或软管端部终端装置之间的相对 运动所要求的挠性软管。
9.16.3.7.2挠性软管的工作压力应等于或超过其连接的管路系统的工作压力。挠性软管的最低爆破 压力至少应为软管制造商规定的软管工作压力的4倍。
9.16.3.7.3只能使用液压卷曲型软管端部接头。在软管的每一端,推荐安装广泛使用的旋转型端部接 头,以防止在安装和拆卸期间软管扭曲。不应使用镀锌端部接头,在任何螺纹式压力密封连接上不应使 用聚四氟乙烯8)密封带,例如NPT(美国国家标准管螺纹)螺纹。
9.16.3.7.4制造软管总成所用的软管体原材料从制造日期起不应超过5年,应适用及兼容所输送的 介质。
9.16.3.7.5所有软管总成的软管体外表面不应油漆。
9.16.3.7.6在压力试验之后,所有软管总成的内部应清洗,以确保软管总成内部的任何污染不会对系 统操作产生影响。在压力试验和清洗之后,软管总成应覆盖和密封。
9.16.3.7.7当安装软管总成时,软管总成的路径和固定方式,应避免因软管体弯曲半径小于允许的最 小弯曲半径而缠结或弯曲。软管外表面因与振动面接触而应提供额外保护。
9.16.3.7.8在清洗之前,每个软管总成至少应按软管体工作压力1.5倍的压力进行压力试验。水宜作 为压力试验的介质。
9.16.3.7.9在系统零部件手册的附件内,应提供系统内所用的所有软管总成的清单,至少应包括软管 制造商和零件号、型式、规格、端部接头的零件号、总长、和软管总成的工作压力。
9.16.3.8机械零部件
机械零部件的设计,包括但并不局限于轴系、U形联动装置、各种型式的传动装置、键槽、花键等, 应按照9.16.4的要求确定设计载荷。设计安全系数应符合9.16.5的要求。
9.16.3.9钻机结构附件
制造商应提供每个钻机结构附件的最大载荷值、载荷和(或)力的向量和载荷集中点,这对采购方设 计支承结构,以便在钻机上安装和(或)建造搬运系统是必要的。
9.16.3.10 电力和控制系统零部件
电力和控制系统零部件(例如AC或DC电机、变频驱动器、电气外壳、开关、继电器、断路器、其他 零部件以及电缆等)规范及其安装在危险区域的适宜性,应满足采购协议中规定的所有适用的要求。
9.16.3.11防喷器组的贮存结构
防喷器组贮存结构的设计应基于以下方面:
a) 安装搬运系统的移动式海洋钻井装置操作手册内规定的安全条件;
b) 对于固定设施,除了 9.16.4中确定额定载荷所用的准则以及设计安全系数的应用符合9.16的 要求之外,还应考虑与井架设计时所用的最大风速相同。
9.16.3.12防喷器组吊装点
防喷器和(或)防喷器组的吊装点和任何限制,宜由原始设备制造商规定。若因各种原因而不能获
8)本术语仅用作示例,并不构成API对该产品的认可。
得上述信息时,如果设计和制造按照持证工程师或通过教育、培训和经验可以证明具有所要求的知识和 技能的人员提供的规范和说明(书),则可以使用其他方法(如吊索缠绕)来吊装没有特定吊装点的防喷 器或防喷器组。
9.16.3.13控制系统特性
提升、下放和运输载荷的控制装置的设计应能在操作者释放控制时返回空档,这应能自动地调整制 动器和(或)载荷保持装置。在系统操作者启动制动器和(或)载荷保持装置接合的功能之前,制动器和 (或)载荷保持装置的控制装置应设计成始终保持接合。如果载荷保持装置启动而动力损失,控制系统 应设计成确保动力恢复时其应保持接合。
9.16.3.14滑轮和(或)绞车滚筒直径与钢丝绳直径之比
钢丝绳滑轮直径与滑轮所用的钢丝绳直径之比至少应为18:1。滚筒中径与防喷器搬运系统组成 部分的滚筒上缠绕的钢丝绳直径之比至少应为18:1。当空间限制和其他情况要求比率更小时,可以 不采用这些要求。在这些情况下,滑轮和(或)滚筒提供的比率宜为可供安装、操作和维护空间的最大比 率。对于提供的滑轮和(或)滚筒比率小于18 :1的系统,制造商应在系统操作和维护手册内声明,以便 采购方会意识到采用上述滑轮和(或)滚筒时会降低钢丝绳的疲劳寿命。
9.16.3.15钢丝绳绞车特点
钢丝绳绞车应包括9.16.3.21规定的制动器和(或)载荷保持装置。当快绳倾角超过DNV起升设 备认证规范的规定时,应考虑匀绕装置。
9.16.3.16梁最大弯曲度
横梁或梁上因设计载荷产生的最大垂直弯曲度不应超过跨度的1/888。在确定弯曲度时,不应考 虑动力所引起的惯性力。
9.16.3.17磨损和腐蚀裕度
如果在9.16.8规定的制造商规定系统预期寿命内,在主承载件使用的环境条件下,磨损和腐蚀很 可能起支配作用并使装置应力增加而超过最大许用极限,在确定主承载件最大许用应力时,应考虑磨损 和腐蚀裕度。在这方面,制造商应规定因磨损和(或)腐蚀而引起的可测量的材料最大损失,以便为用户 提供在例行检查期间通过测量决定接收或拒收上述零部件进一步使用的方法。作为提供腐蚀裕度的一 种替代,制造商可以选择使用耐腐蚀材料,或以涂层系统或阴极保护(如适当)的形式提供其他形式的腐 蚀防护。制造商应按照在交付时与防喷器搬运系统一起提供给采购方的操作和维护手册内注明的推荐 的维护要求,规定上述涂层系统和(或)阴极保护系统的维护要求。
9.16.3.18侧向载荷
载荷路径设计应考虑某一给定装置系统操作期间设计人员确定的或采购方规定的(无论哪种情况 更为严重)可能出现的任何侧向载荷。侧向载荷的形式可以是与主载荷结合的一个或多个载荷力向量, 会引起一种力矩,导致扭转力施加在主载荷路径内的零部件上。这些组合载荷不应导致零部件内的应 力超过最大许用应力。
9.16.3.19系统操作引起的加速
系统设计应能够将因停止和启动提升、下放和运输功能而引起的加速度产生的力降到最小,以确保 不超过载荷路径内任何零部件的最大许用应力。这可以通过限制防喷器组提升、下放或运输速度的装 置、和(或)用降压变压器缓解加速和减速、倾斜变率软件控制装置、流体缓冲器、波动蓄能器、弹簧、合成 橡胶缓冲器、阻尼阀等来实现。如果制动闸的设计满足动力损失时载荷下降延迟的附加要求,则可以使 用鼠笼式电动机固有的再生可控制动装置。
对于载荷从一个载荷路径传递到另一个载荷路径的系统,设计功能应确保能在完全控制下连续和 可靠地传递。
9.16.3.21自动防故障载荷保持装置
9.16.3.21.1能够中止和保持系统最大额定载荷的制动器和(或)机械装置在设计时至少有一个应具有 自动防故障功能,以便当动力损失时或当操作人员释放载荷提升、下放或运输的控制装置并返回至空档 时或当9.16.3.22规定的自动防故障载荷限制装置启动时,提供的制动器和(或)机械装置应能自动地接 合。该装置位于载荷路径的方式应为当制动器或装置启动时,载荷与传动装置及原动机分离。松开制 动器的液压或压缩空气管路、阀和附件的结构方式不应封存液压或气压而防止或阻止制动器的调整O 如果在防喷器搬运系统内使用链式提升机,则其应装有本标准规定的自动防故障载荷保持装置。
9.16.3.21.2主载荷路径内安装的液力缸的最大许用工作压力至少应超过系统满额定载荷时产生的压 力的10%。如果给该液缸提供液压压力的液压泵失效或动力损失,则应提供载荷保持装置(例如反平 衡阀、止回阀等),能自动地启动以不超过设计载荷的载荷中止液缸的无控运动。为了解决系统载荷超 过额定载荷而引起液缸压力增加超过最大许用工作压力,在每个液缸和用来保持载荷的反平衡阀或止 回阀之间应安装压力释放装置。压力释放装置应设定在液缸最大许用工作压力以下不超过5%的某一 点释放压力。该压力释放装置放出的流体,应采用管路返回至系统流体储蓄器。在液缸和上述反平衡 阀或载荷保持阀和压力释放装置之间不应安装挠性软管。
9.16.3.21.3当在主载荷路径安装齿条和小齿轮传动装置,如果一个小齿轮传动装置失效而不提供多 个齿条和小齿轮传动装置形式的足够备用装置来支承载荷时,则应提供具有单独载荷路径的机械装置, 自动地启动以系统额定载荷中止和保持载荷。
9.16.3.22自动防故障载荷限制装置
应提供载荷限制、自动防故障装置,例如断路器、安全阀、调压阀等,以便系统上的载荷不应超过系 统设计载荷的110%。应使用防摆动装置减轻人工阻止该载荷限制和自动防故障装置的摆动,但以载 荷试验为目的时除外,此时主载荷路径预期施加的载荷超过系统设计载荷的110%。
9.16.3.23载荷监视装置
制造商应将载荷指示系统作为一种选择装置。当采购协议规定时,该载荷指示系统至少应显示系 统搬运的载荷量。除本标准要求外,附加选项还可以包括数据记录器以记录操作和(或)载荷信息、声音 和(或)可视报警器,以指示载荷何时达到了某一百分比,或当达到某一载荷值时载荷监视系统启动自动 关断装置防止系统过载。
9.16.4确定设计载荷或额定载荷
9.16.4.1第3章规定的设计载荷或额定载荷,应由静载荷乘以由采购方提供信息而确定的动载系数来 确定。如果不能从采购方获得上述信息,应使用表14内规定的默认动载系数。
表14默认动载系数
|
防喷器搬运系统安装位置 |
默认动载系数 |
|
固定结构 |
1.33 |
|
张力腿平台(TLP)或深吃水立柱式平台(SPar) |
1.33 + 0.003×Hsg>1,l(Hig 以英尺为单位) 1.33 + 0.009 84×Hsg>1,l(Hsg 以米为单位) |
|
半潜式MODU |
1.33 + 0.007×Hsg>1,l(H* 以英尺为单位) 1.33 + 0.022 97×Hsg>1,l(Hsg 以米为单位) |
|
钻井船MODU或浮式生产储卸油装置(FPSO) |
1.33 + 0.012×Hsg>1,l(Hs, g 以英尺为单位) 1.33 + 0.039 37×Hsg>1,l(Hsg 以米为单位) |
|
注1: HSig是以英尺或米表示的有效波高。 注2:设计应基于最低风速97 km/h (60 mph)或更大,取决于预期的极限工作条件或按照采购协议的规定O | |
9.16.4.2如果制造商没有9.16.2规定的采购方提供的信息而通过推测选择设计和制造一个或多个系 统,则应使用表14规定的默认动载系数。当采购方提供的特定应用信息不适用于确定相适应的动载系 数时,也应采用这一要求。
9.16.4.3根据特定应用,除表14规定的动载系数之外,9.16.3.18规定的侧向载荷还可以采用附加设 计系数。
9.16.4.4根据特定应用,除表14规定的动载系数之外,9.16.3.19规定的系统操作引起的动力还可以 采用附加设计系数。
9.16.4.5使用附加设计系数以适应9.16.3.17规定的因磨损或腐蚀而引起的材料损失。
9.16.4.6使用附加设计系数以适应表14系数并未涵盖的、采购方规定的或可以合理地预期的、会使防 喷器搬运系统任何零件内的应力增加超过最大许用应力的其他环境或操作条件。
9.16.5要求的最低设计安全系数
使用的最低设计安全系数应为2.5,但以下方面除外:
a) 对于具有多载荷路径的系统,如果任何一个主载荷路径失效而系统以额定载荷运行,则任何剩 余主载荷路径中最薄弱的零部件内的应力不应超过材料屈服强度的80% ;
b) 对于构件,上面规定的最低设计安全系数应源自1.5倍的设计载荷和AISC 36005内规定的 许用应力。
9.16.6生产试验要求
9.16.6.1生产验证载荷试验的载荷应按照8.6,对于额定在490 kN(50 tf)以下的系统,所用的试验载 荷应为系统额定载荷的1.25倍,对于额定在490 kN(50 tf)及其以上的系统,所用的试验载荷应为系统 额定载荷的1.10倍。
9.16.6.2在系统交付之前,在生产试验期间,应以满额定载荷进行9.16.3.21内规定的自动防故障载荷 保持装置的特定试验。
9.16.6.3在系统交付之前,应进行9.16.3.22内规定的自动防故障载荷限制装置的功能试验。
制造商应对每个系统设计系列实施故障模式和影响分析(FMEA)、危险和可操作性研究 (HAZOP)ʌ或其他公认的分析技术,以确定单点失效模式,包括严重及疲劳失效模式。该分析也应用 来确定控制系统功能性、显示、制动器、联锁、默认值、超控、自动防故障关断触发器和其他类似型式的 特性。
9.16.8疲劳寿命
系统预期寿命应符合4.2.7的要求,或按照制造商的规定确定,基于正常和预期的作业条件,尽管 非预期过载条件超过设计载荷的110%。然而,疲劳分析应包括超过设计载荷110%的现场验证载荷试 验载荷,该载荷由制造商在执行采购协议时规定或合理地予以预期,以满足采购方规定的适用法律法规 要求。
9.16.9防喷器搬运系统标志
防喷器搬运系统应在该系统的一个或多个显著位置上予以标志,该标志应符合第10章的要求。以 美国惯用单位或SI单位表示的系统额定载荷,还应按照10.2标志。
9.16.10第三方证明
当采购方在采购协议内有规定时,制造商应确保第三方提供第三方证明,确保按采购协议提供的系 统符合本标准以及采购方在采购协议内规定的其他适用的法律法规或分类规则的要求。
9.16.11防喷器搬运系统手册
防喷器搬运系统制造商应在交付系统时,按照11.3给采购方提供系统手册。除11.3的要求之外, 还应包含9.16.2内规定的采购方规定的所有要求,以及本标准内规定的其他所有信息。
9.17.1范围
本规范涵盖工作压力超过3 MPa (500 PSi)的钻井液循环系统减压装置。
9.17.2定义
主载荷路径零部件指预期控制或调节承压流体运动的控压件和(或)预期功能失效会导致滞留流体 排入大气的承压件。
9.17.3设计
9.17.3.1 总则
阀应为手动复位式、零件替换型或自动复位式。装置的额定工作压力应为入口额定压力值和出口 额定压力值的较小值。最大工作压力应采用ASME锅炉和压力容器规范第VIll卷第2册和(或) GB/T 22513内规定的方法确定。
9.17.3.2静载荷
承压件的许用应力应符合ASME锅炉和压力容器规范第VIll卷第2册和(或)GB∕T 22513的相 应章节。主载荷路径零部件的许用静应力应为额定工作压力下材料屈服强度的2/3倍。在装置工作期 间变形或失效的零部件,应按照公认的规范和(或)制造商的规范设计。
9.17.3.3动载荷
在阀打开或关闭期间因加速度应力而增加的承压件或主载荷路径零部件的许用应力,应为材料屈 服强度的0.90倍,但静载荷应力不超过9.17.3.2要求的许用值。
9.17.3.4主设计功能
在阀工作的各个阶段,阀应承受和(或)控制钻井液的压力和流动。
9.17.3.5 入口和出口连接
下面内容适用于入口和出口连接:
a) 当连接规格大于50 mm (2 in)或额定压力值大于34.5 MPa (5 000 PSi)或连接承受震动或弯 曲时,不应采用管线管螺纹连接;
b) 螺纹式连接应按照API SPEC 5B制造;
C)法兰式连接应按照GB/T 22513或GB/T 20174制造;
d)其他连接应按照GB/T 22513制造。
9.17.3.6 操作
每个减压装置应能够确保装置的开启或关闭条件。当减压装置正常操作至关重要的移动件时,减 压装置应能够确保移动件运转灵活。当减压装置设计采用安全片或安全柱操作时,减压装置不必确保 装置的开启或关闭条件。
9.17.3.7设定压力
所有减压装置应提供减压压力的设定。如果可以手动调节设定压力,则应采用确保设定压力的措 施,采用保障措施并不是本标准的要求。
减压装置在任何具体的设定压力值的重复性,不应超过预先设定值的±10%。许多安全销、安全片 或安全柱的预先设定值,可以按照公认的规范或作法采用统计抽样的方法确定。
9.17.4额定流量
减压装置的额定流量能力应为减压装置入口和出口连接之间的压降,等于其最大额定压力值的 110%时通过的水量。如要求,制造商应给采购方提供在阀两端压降情况下的流量能力。
9.17.5样机试验
9.17.5.1减压(装置)应进行生产试验。
9.17.5.2在静水压关闭密封试验成功完成之后,装置应进行开启和关闭重复试验。一个循环的组成应 为:减压至0,关闭装置,3 s~10 S内升压打开装置,直到阀打开。这个循环应重复50次,但通过规定零 部件失效操作的阀应循环5次。阀应平稳快速地从全关闭位置过渡到全开启位置,在开启过程期间不 应扫过或停顿。开启过程应以不低于阀额定压力的90%开始,以不大于阀额定压力的110%完成。在 试验期间,不允许修理和调整阀,但通过规定零部件失效操作的阀,可以更换规定的零部件。
9.17.5.3当开启阀两端的压降等于额定压力的80%和90%时,应采用清水测量和记录阀的流量。在 这些条件下,测量的流量和计算的流量的偏差应在5%之内。
9.17.6生产试验
9.17.6.1阀的所有承压部分应按受试部分额定压力的150%进行静水压试验。
9.17.6.2每个阀应进行静水压关闭密封试验。机械或导向压力操作系统的阀,应按额定压力的95% 试验。通过规定零部件失效操作的阀,应按额定压力的90%试验。试验期间不允许有任何泄漏。试验 时间是判定不会发生泄漏所必需的时间,但在压力稳定之后不应小于3 min。
9.17.7标志
减压装置应包括耐腐蚀铭牌。安全片应包括识别文字。安全销和安全柱应标志与已知能力有关的 制造商的商标。
铭牌信息应包括:
a) 制造商名称;
b) 型号标识;
C)编号,如适用;
Cl)最大额定压力值;
e)与中间压力设定值有关的标志,即弹簧设定值、安全片的位置和(或)标志、剪切销或安全柱。
9.17.8记录
除了本规范要求的记录之外,制造商还应保存下面的记录:
a) 样机压力和流动试验记录;
b) 确定不同流体黏度的水和液体流速时的计算。如要求,制造商应给采购方提供计算的额定流 动能力。
9.18.1总则
这些要求仅适用于正常操作条件下用来支承大钳反作用力的大钳尾绳。这些要求不适用于整体动 力背钳所用的“安全”绳。
9.18.2产品标志
按本标准提供的大钳尾绳,应标志制造商的名称或商标、唯一编号或标识号和额定载荷。
大钳尾绳的标识应是唯一的,不应与常规钢丝绳吊索相混淆,即大钳尾绳应系标签,并清楚地标志 “仅用作大钳尾绳”。
9.18.3型式
按本标准提供的大钳尾绳,应采用符合SY/T 5170制造的钢丝绳制造。
9.18.4长度
大钳尾绳的长度应按采购单上的规定。
9.18.5制造
大钳尾绳的一端应具有当地法律法规标准要求的机械加固的绕匝索环或回折索环,索环尺寸应按 采购单的规定。临时安装的大钳尾绳,现场端部索环可以采用锻造合金钢或不锈钢钢丝绳卡制成。永 久安装的大钳尾绳,可以按照采购单的规定,在大钳尾绳两端制作机械加固的绕匝索环或回折索环。
9.18.6设计系数
大钳尾绳的设计系数应等于或大于3.0。
9.18.7额定载荷
额定载荷通过式(9)计算:
RL =
MBFXEff
DF
式中:
RL --额定载荷;
MBF——所用钢丝绳的最小破断力;
DF——设计系数(等于或大于3.0);
Eff——端部绳帽效率。
应采用两个端部绳帽和(或)索环的最低效率。7 mm~25 mm[吗in~1 in (含)]的IWRC(独立钢 丝绳芯)钢丝绳绕匝索环或回折索环的假定值是95%,25 mm (1 in)~51 mm (2 in)的IWRC(独立钢 丝绳芯)钢丝绳绕匝索环或回折索环的假定值是92.5%,对于采用正确安装的钢丝绳卡制作的索环,当 规格直径为7 mm~22 mm[¼ in~% in (含)]时,索环的效率值是80%,当规格直径为23 mm~ 89 mm (⅞ in~3妇in)时,索环的效率值是90%。
9.18.8 验证载荷试验
当制造时,永久性大钳尾绳的索环端部应按1.33倍的额定载荷进行验证试验。
钢丝绳总成的验证试验,预期验证绳帽的完好性和钢丝绳总成的工艺质量。验证载荷试验并不是 验证在用钢丝绳适合性的合适方法。
注:因为载荷反复超过额定值会导致钢丝绳损伤累积,只有当大钳尾绳首次制造时,才进行验证试验。
9.18.9要求
第 4 章、第 5 章、第 6 章、第 7 章、8.4.1、8.4.2、8.4.3、8.4.4、8.4.6、8.4.7、8.4.8、8.4.9、8.7 和 8.8 的要求 不适用。
9.19滚动轴承
滚动轴承作为主承载件,设计和制造应符合公认的轴承工业规范或标准。第4章〜第8章的要求 不适用于滚动轴承。
10 标志
10.1产品标志
每台设备都应标志本标准号(GB/T 17744)和制造商的名称或商标。附加标志应按照第9章。附 加要求适用的设备,应标志相应的“SR”代码。
10.2标志方法
标志应采用低应力钢模打印或应铸在零部件上。标志应清晰易读,若零部件的实际尺寸允许,则高 至少 9.5 mm (⅜ in) O
11文件
11.1记录保存
本标准中要求的任何文件的全部记录,应由制造商在设备制造和销售之后保存10年。文件应清 晰、易读、可复制、可检索,并应防止损坏、变质或丢失。
所有质量控制记录应签字并注明日期。计算机存储的记录应包含原始人的个人代码。
当设备采购方、权威机构或鉴定机构要求时,制造商应提供审查用所有记录和文件,以证明符合本 标准。
下列文件应由制造商保存:
a) 设计文件(见4.9);
b) 设计验证文件(见第5章);
C) 书面规范(见第6章〜第8章);
Cl)评定和(或)鉴定记录,例如:
--焊接工艺评定记录;
--焊工资格鉴定记录;
--NDE人员资格鉴定记录;
——测试设备校准记录;
e)设备或零部件的可追溯检验和试验记录,包括:
——材料试验报告,包括下列试验(如适用):化学分析、拉伸试验、冲击试验和硬度试验;
——NDE记录,包括第8章的表面和(或)体积NDE要求;
--性能试验记录,包括验证载荷试验记录、静水压试验记录和功能试验记录;
——特殊过程记录。
特殊过程记录包括第7章中规定的补焊记录和实际热处理时间和(或)温度曲线。这些记录应可追 溯到相应的零部件,并应由制造商或特殊过程执行方(若工作被分包)保存。在特殊过程被分包的情况 下,11.1的要求也应适用于分承包方。
设备应携带下列文件:
a) 制造商的符合性声明,证明完全符合本标准的要求和采购单规定的任何其他要求。声明应识 别所有与规定要求的不同之处;
b) 验证载荷试验记录(适用时);
C)操作和(或)维护手册,应包括但并不局限于:
——装配图;
——零部件清单;
--公称能力和额定值;
——操作程序;
——磨损极限;
——推荐的现场检查和预防性维护周期、方法和验收准则;
——备件明细表(不适用于单件设备)和推荐的库存量。
采购方可依据采购单中的附加要求SR3(见附录A),规定综合资料手册。
若采购单中规定,则应采用下列一个或多个附加要求。
设备应按8.6的要求进行验证载荷试验和随后的检查。
在设备额定载荷值标识附近,应采用低应力钢模打印“SR1”。
在第8章或第9章通常要求验证载荷试验的设备上,不要求标志“SR1”。
在4.1中规定的涵盖设备要求的最低工作温度以下,采购方应规定该设备主承载件用材料的最大 冲击试验温度。
冲击试验应按6.3.1和GB/T 229或ASTM A 370(夏比V型缺口)的要求进行。除手动大钳锻造 绞链销外,在规定(或更低)温度试验的3个全尺寸试样的最小平均夏比冲击功应为27 J (20 ft. ∙ lb),单 个值不应小于20 J (15 ft. ∙ lb)。对于手动大钳锻造绞链销,在规定(或更低)温度试验的3个全尺寸夏 比冲击试样的最小平均冲击功应为15 J(11t ∙ lb),单个值不应小于12 J (8.5 ft. ∙ lb)。
做过低温试验的每个主承载件应标志“SR2”,以表明已经进行过低温试验。每个主承载件也应采 用摄氏温度标明实际设计温度和试验温度。
冲击试验也应适用于正常情况下不做冲击试验的设备主承载件所用材料。做冲击试验的零件应由 采购方和制造商共同协商确定。
冲击试验应按6.3.1和GB/T 229或ASTM A 370的要求进行。采购方和制造商应协商确定最大 冲击试验温度和最小平均值及最小单个值。
做过附加低温试验的每个主承载件应标志“SR2”,以表明已经进行过附加低温试验。零件也应采 用摄氏温度标明实际设计温度和试验温度。
若采购方要求,制造商应在资料手册中对记录加以编制、收集和进行适当地整理。每台设备的资料 手册,至少应包括下列信息:
a) 符合性声明;
b) 设备名称和(或)编号;
C)装配图和关键区域图;
d) 磨损极限和公称能力和额定值;
e) 零部件清单;
f) 追溯代码和追溯系统(标志在零部件上和(或)记录在文件中);
g) 钢的级别;
h) 热处理记录;
i) 材料试验报告;
j) NDE记录;
k) 性能试验记录,包括静水压和载荷功能试验证明书(若适用);
l) 要求的附加要求证明书;
m) 焊接工艺规范和焊接工艺评定记录。
SR4的要求应与8.4.8的要求相同,但应检测每个主承载铸件的所有关键区域。
A.7 SR5——锻件的体积检测
主承载锻件的整体应采用超声波方法进行检测。由于诸如截面变化处的圆角半径等几何形状方面 的因素而不能进行整体检测时,应按实际最大可检测体积进行检测。
超声波检测应按照ASTM A 388(也可用浸渍法)和ASTM E 428。应采用直径不大于3.2 mm (蛔in)的平底孔的距离-振幅曲线,进行垂直波束法校准。
超声波方法检测的锻件应满足下列验收准则:
a) 对于垂直法和斜探法超声波检测,不允许有任何导致指示超过校准基准线的不连续(缺陷)。
也不允许有任何解释为裂纹或热裂的指示;
b) 不允许存在多个指示(即两个或两个以上的指示),而每个指示均超过基准距离-振幅曲线的 50%,彼此之间的间距在13 mm (妇in)之内。
当炉子工作区升温至设定温度以后,在工作区内任一点的温度变化,不应超过炉子设定点温度的 ±14 °C。回火、时效和(或)焊后热处理(PWHT)用的炉子,当炉子工作区升温至设定温度以后,温度的 变化不应超过炉子设定点温度的±10 CO
应使用已校验和鉴定过的热处理设备,对生产件进行热处理。
炉子的校验和鉴定记录至少应保存两年。
分批热处理炉方法包括以下方面。
a) 每台炉子工作区工作的最低温度和最高温度应予以检测;
b) 工作区容积大于0.29 m3(10 ft.3)的炉子,最少应布9个热电偶测温点。对于矩形炉,在炉子的 8个角中的每个角中,布1个热电偶。第9个热电偶应布在炉子的中心附近。对于圆柱形炉, 9个热电偶测温点应布在3个高度,相隔约120。,如图B.1所示;
C)对于所测炉子工作区,每3.54 m3(125 ft.3)至少应布1个热电偶测温点,最多可布60个热电 偶。这些附加的热电偶应布在炉子工作区内;
d) 对于工作区容积小于0.29 m3(10 ft.3)的炉子,至少可采用3个热电偶,分别布在炉子工作区的 前、中、后或上、中、下各部,进行测温;
e) 插入温度传感器后,至少应每3 min读取一次读数,以确定炉子工作区温度何时接近被测温度 范围的下限温度;
f) 当炉温达到设定温度后,应以不超过2 min的时间间隔,至少持续10 min,记录所有测温点的 温度。然后,应以不超过5 min的时间间隔读取一次读数,至少持续30 min,确定炉子工作区 温度循环模式;
g) 炉温达到设定温度之前,任一点的温度读数不应超过设定温度的14 C;
h) 炉温达到设定的控制温度后,任一点的温度读数不应超过规定的极限。每台炉子应在热处理 前的一年之内进行效验;
i) 经修理或重建的热处理炉,在热处理之前,应重新进行效验。
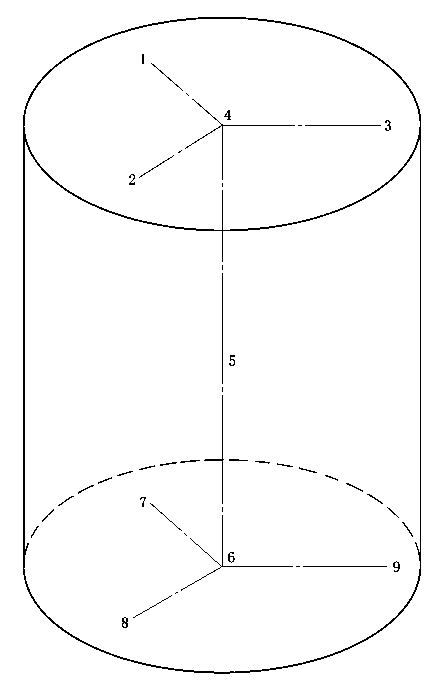
圆柱形炉中的热电偶布位图
图B.1
连续热处理炉应按MIL-H-6875F第3章中规定的程序进行校验O
B.3.1总则
应使用自动控制和记录仪表。热电偶应位于炉子工作区,并应采用合适的保护装置保护其免受炉 内气氛的影响。
B.3.2准确度
热处理过程所用的控制和记录仪表的准确度,应为其满量程的士1%。
B.3.3校准
温度控制和记录仪表至少应每3个月校准一次。校准生产设备所用的仪器的准确度,应为其满量 程的 士0.25%。
附录C (资料性附录) 推荐的活塞钻井泵术语
本附录的目的是规范钻井泵主要零部件术语,但未包含数量较少的辅助零部件。这将使本行业术 语统一,有利于技术交流。
制造商以前设计的泵的文件也许与本标准不一致,但术语除适用于新设计的泵外,也适用于过去设 计的旧泵。对于新设计的泵,制造商应符合本标准。对于以前设计的泵,在适宜时,宜使其文件符合本 标准的术语。在用户和制造商交流时,若零件术语不一致,则宜以零件号标识为准。
本术语适用于三缸单作用活塞钻井泵。
动力端(表C.1、图C.1、图C.2和图C.3)和液力端零部件(表C.2、图C.4和图C.5)按不同的类别分 组。各个组左侧和右侧零部件确定的规则相同。规则是:站在泵的动力端向液力端看,中心线右侧的那 些零部件,当需要与其他类似零部件区分时,则称为右侧零部件;同样地,中心线左侧的那些零部件称为 左侧零部件。对于三缸泵,中心线上需要与类似零部件区分的那些零部件称为中心零部件。
表C.1三缸单作用钻井泵动力端零部件
|
零件号 |
名 |
称 |
|
101 |
机架 | |
|
102 |
曲轴 | |
|
103 |
大齿轮 | |
|
104 |
小齿轮 | |
|
105 |
小齿轮轴 | |
|
106 |
连杆a | |
|
107 |
十字头a | |
|
108 |
十字头销a | |
|
109 |
连杆轴承a | |
|
110 |
曲轴轴承(主)a | |
|
111 |
小齿轮轴轴承a | |
表C.1 (续)
|
零件号 |
名 |
称 |
|
112 |
十字头销轴承’ | |
|
113 |
中间拉杆a | |
|
114 |
中间拉杆油封a | |
|
115 |
主轴承螺栓 | |
|
116 |
挡泥板 | |
|
117 |
十字头销挡板 | |
|
118 |
上挡板 | |
|
119 |
下挡板 | |
|
120 |
喷淋泵总成 | |
|
121 |
底座 | |
|
a对于三缸泵,按左、中和右确定这些零部件的确切位置。 | ||
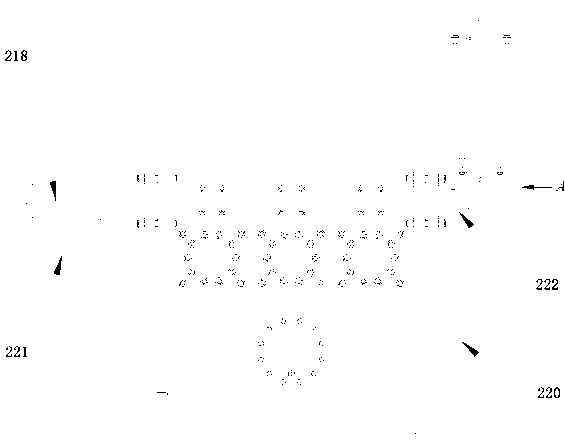
表C.2三缸单作用钻井泵液力端零部件
|
零件号 |
名 称 |
|
201 |
液缸a |
|
202 |
阀盖a |
|
203 |
排出管 |
|
204 |
阀弹簧’ |
|
205 |
阀座a |
|
206 |
缸套a |
|
207 |
活塞a |
|
208 |
活塞杆a |
|
209 |
卡箍a |
|
210 |
缸盖a |
|
211 |
缸盖堵头a |
|
212 |
阀杆导向器’ |
|
213 |
缸盖法兰’ |
|
214 |
吸入管 |
|
215 |
阀盖密封圈a |
|
216 |
缸盖密封圈a |
|
217 |
缸套密封圈a |
|
218 |
排出滤网总成 |
|
219 |
排出空气包 |
|
220 |
吸入空气包 |
|
221 |
排出口法兰 |
表C.2 (续)
|
零件号 |
名 称 |
|
222 |
排出弯管,或排出四通,或排出五通 |
|
223 |
排出安全阀 |
|
224 |
抗震压力表 |
|
225 |
喷淋管总成 |
|
a按左或右确定这些零部件的确切位置。 | |
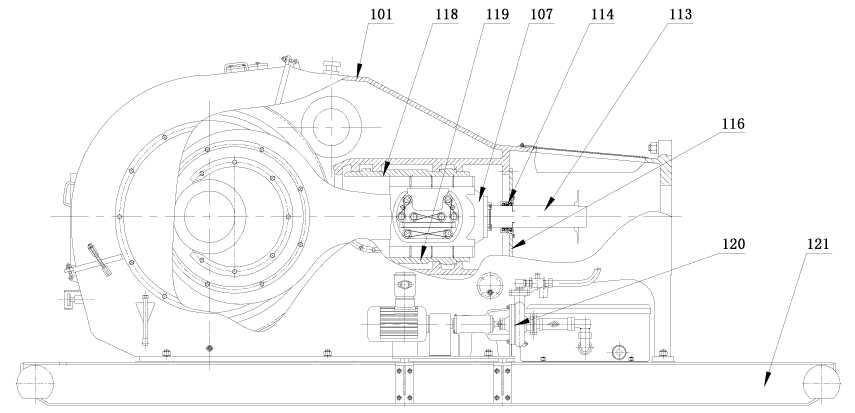
图C.1动力端剖面图(术语见表C.1)
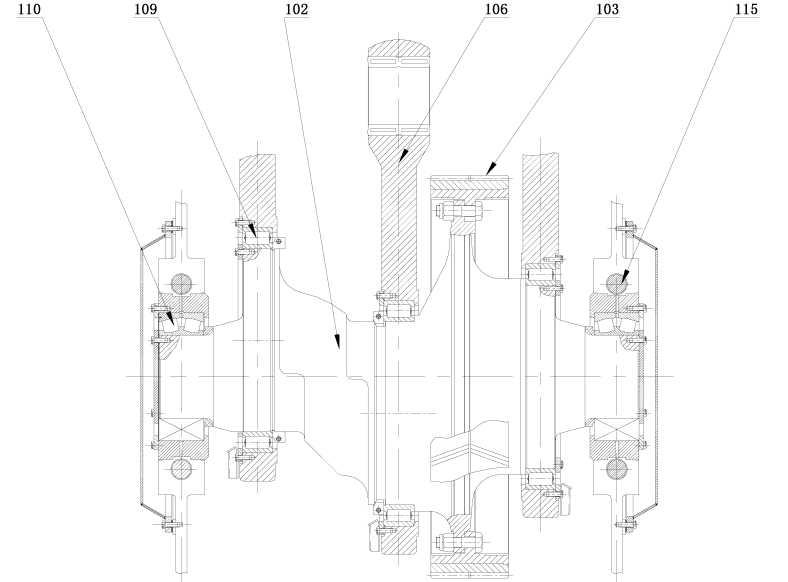
图C.2曲轴剖面图(术语见表C.1)
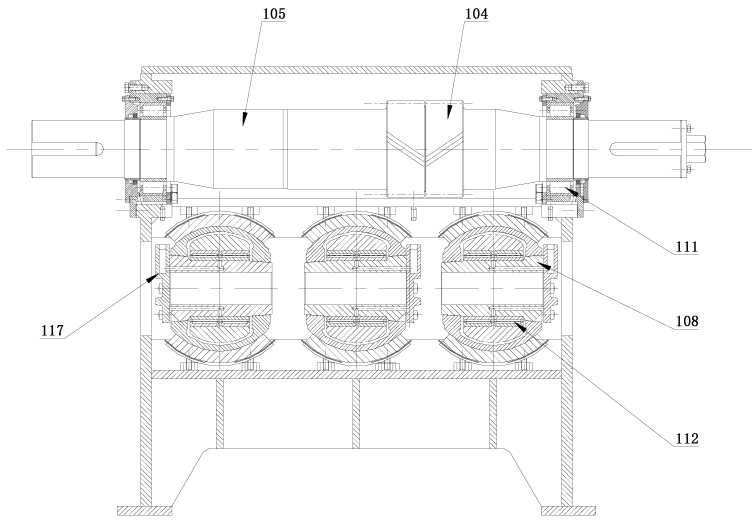
图C.3小齿轮轴和十字头剖面图(术语见表C.1)
208 225 204 201 202
215 203 216
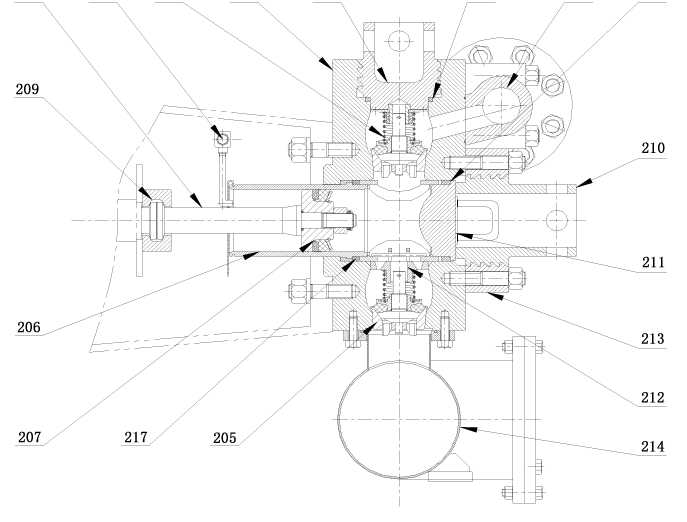
图C.4三缸单作用钻井泵液力端(术语见表C.2)
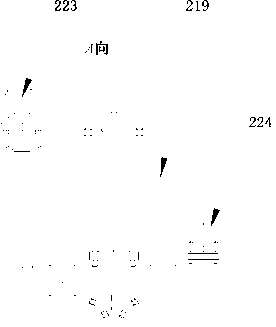
图C.5液力端外形图
表D.1列出了本标准与GB/T 17744—2008章条对照及技术差异。
|
本标准章条 编号 |
GB/T 7744—2008 章条编号 |
技术差异 |
备注 |
|
1 |
1 |
增加了 4项设备的内容 (有的内容是更细化) |
API SPCC 7K,2010增加的内容 |
|
3 |
3 |
增加了 2项术语和定义 |
API SPCC 7K,2010增加的内容 |
|
9.2.1 |
9.2.1 |
增加了对转盘的验证载荷试验 不做要求的内容 |
API SPCC 7K,2010增加的内容 |
|
9.5 |
— |
增加了非标准转盘卡瓦的内容 |
API SPCC 7K,2010增加的内容 |
|
9.6 |
9.10 |
— |
— |
|
9.7 |
9.11 |
— |
— |
|
— |
9.11.3、9.11.4、9.11.9 |
本标准删除的内容 |
属于双缸双作用泵的内容 |
|
表12 |
— |
本标准增加的内容 |
结合我国实际,使用更方便 |
|
表13 |
— |
本标准增加的内容 |
结合我国实际,使用更方便 |
|
9.8 |
9.9 |
增加了部分内容 |
增加了盘式刹车的内容 |
|
9.9、9.11、9.12 |
9.5 |
内容更细化 |
API SPCC 7K,2010增加的内容 |
|
9.10 |
— |
与9.5对应的卡盘 |
API SPCC 7K,2010增加的内容 |
|
9.13 |
9.7 |
— |
— |
|
9.14 |
9.6 |
— |
— |
|
9.15 |
9.8 |
— |
— |
|
9.16 |
9.13 |
— |
— |
|
9.17〜9.18 |
— |
本标准增加的内容 |
API SPCC 7K,2010增加的内容 |
|
9.19 |
9.12 |
— |
— |
|
附录A |
附录C |
— |
— |
|
附录B |
附录D |
— |
— |
|
附录C |
附录E |
— |
— |
|
— |
附录F |
本标准删除的内容 |
属于双缸双作用泵的内容 |
|
— |
附录A、附录B |
本标准删除的内容 |
上一版与釆标标准的技术差异 |
|
附录D |
— |
本标准与前一版的章条对照及 技术差异 |
[1] ISO/TR 97699) SteeIand iron—ReVieW of available methods of analysis
[2] ISO 10012-1 QlIaIity assurance requirements for measuring equipment.—Part 1 : Metrological COnfirmat.ion SyStem for measuring equipment
[3] AGMA 6010-F978 9) Standard for Spur Helical, Herringbone, and BeVeI EnCIoSed DriVeS
[4] API SPEC 7-2—2008 SPeCifiCatiOn for Threading and GaUging of ROtary Shouldered
Thread COnneCt.ions
[5] API ReCOmmended PraCtiCe 7L FirSt Edition, InSPeCt.ion, MaintenanCe, Repair, and Re-manufaCtureofDrillingEquipment
[6] API SPeCifiCatiOn 16C ChOke and KiH SyStemS
[7] API ReCOmmended PraCtiCe 17B ReCOmmended PraCtiCe for FIeXibIe PiPe
[8] ASTM A 668 StandardSpeCifiCationforSteelForgings,Carbonand Alloy,forGeneral IndUStriaI USe
[9] ASTM A 781 Standard SpeCifiCation for Castings, Steel and Alloy, Common RequirementSforGeneralInduStrialUSe
[10] ASTM A788 StandardSpeCifiCationforSteelForgingS,GeneralRequirementS
[11] DOD MUJ-STD-12010) GaUge InSPeCion
[12] FEM11) Rules for the design of hoisting applianCes
[13] IADC12) DriHing ManUaI
[14] DOD MUJ-H-6875F Heat-treatment of Steels RaW Materials, AirCraft PraCtiCe PrOCeSS
[15] SAE AS 1 26013) EqUiVaIent SeCtiOnS of Certain ShaPeS to Round BarS
GB/T 17744—2015

中华人民共和国
国家标准
石油天然气工业钻井和修井设备
GB/T 17744—2015
*
中国标准出版社出版发行 北京市朝阳区和平里西街甲2号(100029) 北京市西城区三里河北街16号(100045)
网址:www.spc.org.cn
服务热线:4001680010
2016年5月第一版
*
书号:155066 • 1-54306
版权专有侵权必究
美国钢结构学会。
美国无损检测协会O
美国材料和试验协会O
挪威船级社。
欧洲标准化委员会o
美国阀门及管件业制造商标准化协会o
美国国家防火协会。
国际标准化组织,1, Ch. de la Voic-Crcusc, CaSC PoStaIC 56 , CH-1211 , GCnCVa 20, SWitZCrIand , www.iso.org。
美国齿轮制造商协会,500 MOntgOmCry Street, SLlitC 350, AICXandria, Virginia 22314 , WWWiagmaiOrgo
美国国防部,1400 dcfcnsCPCntagon, WaShingtOn DC, 203011400, WWW.dcfcnselink.mil。
FCdCratiOn ELIrOPCCnnC de Ia Manutcntion, 394 1, ruc LOuiS-BIanC, 924 00 COLIrbCVoic, 92038 Paris, La I)CfCnSCo
国际钻井承包商协会,P.O. Box 4287, Houston, Texas, 77210, WWW.iadc.org。
1 4 ) 美国汽车工程师协会,400 CommonWcath DriVc, WarrCndale, PCnnSyIVania 150960001, WWWiSaCiOrgo