
ICS 77.140.75
H 48
GB/T 8163—2018
代替 GB/T 8163—2008
SeamIeSS Steel PiPeS for IiqUid SerViCe
2018-05-14 发布
2019-02-01 实施
国家市场监督管理总局舞布 中国国家标准化管理委员会发布
本标准按照GB/T 1.1—2009给岀的规则起草。
本标准代替GB/T 8163-2008«输送流体用无缝钢管》,与GB/T 8163—2008相比,主要技术变化 如下:
-修改了冷拔(轧)无缝钢管外径和壁厚允许偏差(见4.2.1和4.2.3,2008年版的4.2.1和4.2.3); 一修改了热扩钢管壁厚允许偏差(见4.2.2,2008年版的4.2.2);
一修改了钢管通常长度范围和定尺长度偏差要求(见4.3.1和4.3.3.2,2008年版的4.3.1和 4.3.3.2);
——删除了 Q295牌号及相关技术要求(见2008年版的5.1.1);
—增加了低合金高强度结构钢各牌号的化学成分及碳当量表(见5.1.3);
—增加了 10、20钢的化学成分表(见5.1.2)s
一删除了热挤压钢管制造方法(见2008年版的5.2.3) i
一删除了各牌号钢管屈服强度按钢管的壁厚进行分级的规定(见2008年版的5.4.1);
增加了 Q390牌号压扁试验要求(见5.5.1);
删除了可用超声检测代替液压试验的规定(见2008年版的5.5.4);
增加了钢管可进行超声无损检测协商条款;
——增加了镀锌层及相关技术要求(见5.9和附录A)。
本标准由中国钢铁工业协会提出。
本标准由全国钢标准化技术委员会(SAC/TC 183)归口。
本标准起草单位:鞍钢股份有限公司、衡阳华菱钢管有限公司、钢研纳克检测技术股份有限公司、浙 江金洲管道科技股份有限公司、浙江伦宝金属管业有限公司、浙江格洛斯无缝钢管有限公司、冶金工业 信息标准研究院。
本标准主要起草人:李应雄、朴志民、赵斌、宋志敏、杨伟芳、郑忠财、刘园园、董莉、翟利平、常宏伟、 肖松良、李奇。
本标准所代替标准的历次版本发布情况为:
——GB/T 8163—1987.GB/T 8163—1999,GB/T 8163—2008.

1范围
本标准规定了输送流体用无缝钢管的订货内容、尺寸、外形、重量、技术要求、试验方法、检验规则、 包装、标志和质量证明书。
本标准适用于输送普通流体用无缝钢管。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文 件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 222钢的成品化学成分允许偏差
GB/T 223.5钢铁酸溶硅和全硅含量的测定还原型硅钥酸盐分光光度法
GB/T 223.9钢铁及合金铝含量的测定铭天青S分光光度法
GB/T 223.11钢铁及合金格含量的测定可视滴定或电位滴定法
GB/T 223.12钢铁及合金化学分析方法碳酸钠分离-二苯碳酰二瞬光度法测定铭量
GB/T 223.14钢铁及合金化学分析方法钮试剂萃取光度法测定钥含量
GB/T 223.19钢铁及合金化学分析方法新亚铜灵-三氯甲烷萃取光度法测定铜量
GB/T 223.23钢铁及合金镶含量的测定丁二酮腭分光光度法
GB/T 223.26钢铁及合金钥含量的测定硫氤酸盐分光光度法
GB/T 223.37钢铁及合金化学分析方法蒸储分离-靛酚蓝光度法测定氮量
GB/T 223.40钢铁及合金锯含量的测定氯磺酚S分光光度法
GB/T 223.59钢铁及合金磷含量的测定钮'磷钥蓝分光光度法和镣磷钳蓝分光光度法
GB/T 223.63钢铁及合金化学分析方法高碘酸钠(钾)光度法测定镒量
GB/T 223.68钢铁及合金化学分析方法管式炉内燃烧后碘酸钾滴定法测定硫含量
GB/T 223.81钢铁及合金总铝和总硼含量的测定微波消解-电感耦合等离子体质谱法
GB/T 223.84钢铁及合金钛含量的测定二安替比林甲烷分光光度法
GB/T 223.86钢铁及合金总碳含量的测定感应炉燃烧后红外吸收法
GB/T 228.1金属材料 拉伸试验 第1部分:室温试验方法
GB/T 229金属材料夏比摆锤冲击试验方法
GB/T 241金属管液压试验方法
GB/T 242金属管扩口试验方法
GB/T 244金属管弯曲试验方法
GB/T 246金属材料管压扁试验方法
GB/T 2102钢管的验收、包装、标志和质量证明书
GB/T 2975钢及钢产品力学性能试验取样位置及试样制备
GB/T 4336碳素钢和中低合金钢 多元素含量的测定 火花放电原子发射光谱法(常规法)
GB/T 5777- 2008无缝钢管超声波探伤检验方法
GB/T 8163—2018
GB/T 7735—2016无缝和焊接(埋弧焊除外)钢管缺欠的自动涡流检测
GB/T 12606-2016无缝和焊接(埋弧焊除外)铁磁性钢管纵向和/或横向缺欠的全圆周自动漏磁 检測
GB/T 17395无缝钢管尺寸、外形、重量及允许偏差
GB/T 20066钢和铁化学成分测定用试样的取样和制样方法
GB/T 20123钢铁总碳硫含量的测定高频感应炉燃烧后红外吸收法(常规方法)
GB/T 20124钢铁氮含量的测定惰性气体熔融热导法(常规方法)
GB/T 20125低合金钢多元素的测定电感耦合等离子体发射光谱法
YB/T 4149 连铸圆管坯
YB/T 5222
ISO 10893-1
伴居勰气Y⅜竺费袖件 J-Tl
钢分:用于确认无嚴為建 testing Of Steel tubes—Part 1: AUtO
Tomagnetic
SealnIeSS and Wel«d (ej^pt SUbmerged arc-welded) Steel tubes for the V^b^Catw^Of hydraulic leaktightness]
钢管的合,
有质量
特殊
4尺寸、外形和重 4.1外径和壁厚
钢管的公称外径D和公称壁厚S
规定。根据需方要求,经供需双方协商,
可供应其他外径和壁厚的钢管。
4.2外径和壁厚的允许偏差
4.2.1钢管的外径允许偏差应符合表1的规定。
表1钢管的外径允许偏差
单位为毫米
|
钢管种类 |
外径允许偏差 |
|
热轧(扩)钢管 |
±1%D或±0∙5,取其中较大者 |
|
冷拔(轧)钢管 |
±0.75%D或±0.3,取其中较大者 |
GB/T 8163—2018
4.2.2热轧(扩)钢管的壁厚允许偏差应符合表2的规定。
表2热轧(扩)钢管壁厚允许偏差 单位为毫米
|
钢管种类 |
钢管公称外径D |
S/D |
壁厚允许偏差 |
|
热轧钢管 |
≤102 |
— |
±12.5%S或土0.4,取其中较大者 |
|
>102 |
≤0.05 |
±15%S或土0.4,取其中较大者 | |
|
>0.05 〜0.10 |
±12.5%S或±0.4,取其中较大者 | ||
|
>0.10 |
+ 12.5%S -10⅜S | ||
|
热扩钢管 |
÷17.5⅜S —12.5%S | ||
4.2.3冷拔(轧)钢管的壁厚允许偏差应符合表3的规定。
表3冷拔(轧)钢管壁厚允许偏差 单位为毫米
|
钢管种类 |
钢管公称壁厚S |
允许偏差 |
|
冷拔(轧) |
≤3 |
盐源或±0.15,取其中较大者 |
|
>3 — 10 |
+ 12.5%S 一10%S | |
|
>10 |
±10%S |
4.2.4根据需方要求,经供需双方协商,并在合同中注明,可供应表1、表2、表3规定以外尺寸允许偏差 的钢管。
4.3长度
4.3.1通常长度
钢管的通常长度为3 000 mm~12 000 mmD根据需方要求,经供需双方协商,可供应通常长度以 外的钢管。
4.3.2范围长度
根据需方要求,经供需双方协商,并在合同中注明,钢管可按范围长度交货。
4.3.3定尺和倍尺长度
4.3.3.1根据需方要求,经供需双方协商,并在合同中注明,钢管可按定尺长度或倍尺长度交货。
4.3.3.2钢管以定尺或倍尺长度交货时,其长度允许偏差应符合下列规定:
a) 定尺长度不大于6 000 mm时,其允许偏差为弋。mm;
b) 定尺长度大于6 00Omm时,其允许偏差为一芸mm。
4.3.3.3经供需双方协商,可供应其他定尺长度允许偏差的钢管。
GB/T 8163—2018
4.3.3.4钢管以倍尺长度交货时,每个倍尺长度应按下列规定留出切口余量:
a) D≤159 mm 时,切 口余量为 5 mm~10 mm;
b) D>159 mm 时,切口余量为 10 mm~15 mm。
4.3.3.5经供需双方协商,可供应其他切口余量规定的钢管。
4.4弯曲度
4.4.1钢管的每米弯曲度应符合表4的规定。
表4钢管的弯曲度
|
钢管公称壁厚S/mm |
每米弯曲度/(mm/m) |
|
≤15 |
≤1.5 |
|
>15 〜30 |
≤2.0 |
|
>30 或 D≥351 |
≤3.0 |
4.4.2钢管的全长弯曲度应不大于钢管总长度的0.15%。
4.5不圆度和壁厚不均
根据需方要求,经供需双方协商,并在合同中注明,钢管的不圆度和壁厚不均应分别不超过公称外 径公差和公称壁厚公差的80%。
4.6端头外形
4.6.1公称外径不大于60 mm的钢管,管端切斜应不超过1.5 mm;公称外径大于60 mm的钢管,管端 切斜应不超过钢管公称外径的2.5%,但最大应不超过6 mm。钢管的切斜见图1所示。
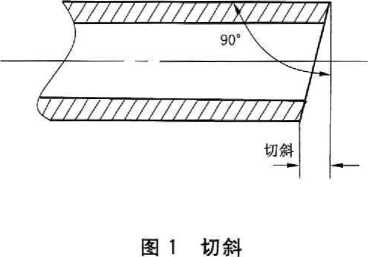
4.6.2钢管的端头切口毛刺应予清除。
4.7重量
4.7.1钢管按实际重量交货,亦可按理论重量交货。钢管理论重量的计算按GB/T 17395的规定,钢的 密度取7.85 kg∕dm3 O理论重量的计算应釆用平均壁厚,平均壁厚为按公称壁厚及其允许偏差计算的 壁厚最大值与最小值的平均值。
4.7.2根据需方要求,经供需双方协商,并在合同中注明,交货钢管的实际重量与理论重量的允许偏差
应符合下列规定:
a) 单支钢管:±10%;
b) 每批最小为IOt的钢管:±7.5%。
5技术要求
5.1钢的牌号和化学成分
5.1.1 钢管由 10、20、Q345、Q390、Q420、Q460 牌号的钢制造。
5.1.2牌号为10,20钢的化学成分(熔炼分析)应符合表5的规定。
表5 10、20钢的化学成分
|
牌号 |
化学成分(质量分数尸/% | |||||||
|
C |
Si |
Mn |
P |
S |
Cr |
Ni |
CU | |
|
IO |
0.07 — 0.13 |
0.17-0.37 |
0.35-0.65 |
≤0.030 |
≤0.030 |
≤0.15 |
≤0.30 |
≤0.20 |
|
20 |
0.17 〜0.23 |
0.17—0.37 |
0.35 — 0.65 |
≤0.030 |
≤0.030 |
≤0.25 |
≤0.30 |
≤0.20 |
氧气转炉冶炼的钢其氮含量应不大于0,008%。供方能保证合格时,可不作分析。
5.1.3牌号为Q345、Q39O、Q42。和Q460钢的化学成分(熔炼分析)和碳当量应符合表6的规定。根 据需方要求,经供需双方协商,可供应其他牌号或化学成分的钢管。
5.1.4当需方要求做成品分析时,应在合同中注明。成品钢管的化学成分允许偏差应符合GB/T 222 的规定。
表6 Q345、Q390、Q420和Q460钢的化学成分
|
牌号 |
质量 等级 |
化学成分(质量分数广静/% |
碳当量CEV E/ % | ||||||||||||||
|
C |
Si |
Mn |
P |
S |
Nb |
V |
Ti |
Cr |
Ni |
CU |
N*1 |
MO |
B |
Alsc | |||
|
___________________________不大于 |
不小于 |
不大于 | |||||||||||||||
|
Q345 |
Λ |
0.20 |
0.50 |
1.70 |
0.035 |
0.035 |
一 |
一 |
— |
0.30 |
0.50 |
0.20 |
0.012 |
0.10 |
0.45 | ||
|
B |
0.035 |
0.035 | |||||||||||||||
|
C |
0.030 |
0.030 |
0.07 |
0.15 |
0.20 |
0.015 | |||||||||||
|
D |
0.18 |
0.030 |
0.025 | ||||||||||||||
|
E |
0.025 |
0.020 | |||||||||||||||
|
Q39O |
A |
0.20 |
0.50 |
1.70 |
0.035 |
0.035 |
0.07 |
0.20 |
0.20 |
0.30 |
0.50 |
0.20 |
0.015 |
0.10 |
一 |
— |
0.46 |
|
B |
0.035 |
0.035 | |||||||||||||||
|
C |
0.030 |
0.030 |
0.015 | ||||||||||||||
|
D |
0.030 |
0.025 | |||||||||||||||
|
E |
0.025 |
0.020 | |||||||||||||||
|
Q420 |
A |
0.20 |
0.50 |
1.70 |
0.035 |
0.035 |
0.07 |
0.20 |
0.20 |
0.30 |
0.80 |
0.20 |
0.015 |
0.20 |
一 |
— |
0.48 |
|
B |
0.035 |
0.035 | |||||||||||||||
|
C |
0.03Q |
0.030 |
0,015 | ||||||||||||||
|
D |
0.030 |
0.025 | |||||||||||||||
|
E |
0.025 |
0.020 | |||||||||||||||
|
Q460 |
C |
0.20 |
0.60 |
1.80 |
0.030 |
0.030 |
0.11 |
0,20 |
0.20 |
0.30 |
0.80 |
0.20 |
0.015 |
0.20 |
0.005 |
0.015 |
0.53 |
|
D |
0.030 |
0.025 | |||||||||||||||
|
E |
0,025 |
0.020 | |||||||||||||||
|
B除Q345A、Q345B牌号夕卜,其余牌号钢中应至少含有细化晶粒元素Al、Nb、V、Ti中的一种。根据需要,供方可添加其中一种或几种细化晶粒元素,最大值应符合表 中规定。组合加入时,Nb+V÷Ti≤0.22⅝o h Mo+Cr≤0.30⅞o C各牌号的Cr、Ni作为残余元素时,Cr.Ni含量应各不大于0.30%;当需要加入时,其含量应符合表中规定或由供需双方协商确定。 d如供方能保证氮元素含量符合表中规定,可不进行氮含量分析。如果钢中加入Al、Nb、V、Ti等具有固氮作用的合金元素,氮元素含量不作限制,固氮元素含量应在 质量证明书中注明. e当采用全铝时,全铝含量Λlt≥0.020⅜o f碳当量(CEV)应由熔炼分析成分并采用CEV=C+Mn∕6 + (Cr+Mo+V)∕5+(Ni+Cu)∕15公式计算。 &适用于壁厚不大于25 mm的钢管。当钢管壁厚大于25 mm时,由供需双方协商确定。________________________________________ | |||||||||||||||||
GBΛΓ∞63I2≡8
5.2制造方法
5.2.1钢的冶炼方法
钢应釆用电弧炉加炉外精炼或氧气转炉加炉外精炼方法冶炼。
经供需双方协商,也可釆用较高要求的其他方法冶炼。需方指定某种冶炼方法时,应在合同中 注明.
5.2.2管坯的制造方法
管坯可采用连铸、模铸或热轧(锻)方法制造。
连铸管坯应符合YB/T 4149的规定;热轧(锻)管坯应符合YB/T 5222的规定;模铸管坯可参照热 轧(锻)管坯的规定执行。
5.2.3钢管的制造方法
钢管应采用热轧(扩)或冷拔(轧)无缝方法制造。需方指定某一种方法制造钢管时,应在合同中 注明。
5.3交货状态
5.3.1热轧(扩)钢管可以热轧(扩)状态或热处理状态交货。需方要求热处理状态交货时,应在合同中 注明。
5.3.2冷拔(轧)钢管应以退火或高温回火状态交货。根据需方要求,经供需双方协商,并在合同中注 明,冷拔(轧)钢管可以冷拔(轧)或其他热处理状态交货.
5.4力学性能
5.4.1拉伸性能
交货状态钢管的纵向拉伸性能应符合表7的规定。
表7钢管的力学性能
|
牌号 |
质量 等级 |
拉伸性能 |
冲击试验 | |||
|
抗拉强度RnI MPa |
下屈服强度'氏乩 MPa 不小于 |
断后伸长率A % 不小于 |
试验温度 eC |
吸收能量KV2 J 不小于 | ||
|
10 |
— |
335〜475 |
205 |
24 |
— |
— |
|
20 |
— |
410〜530 |
245 |
20 |
— |
— |
|
Q345 |
A |
470~630 |
345 |
20 |
一 |
— |
|
B |
+20 |
34 | ||||
|
C |
21 |
0 | ||||
|
D |
-20 | |||||
|
E |
—40 |
27 | ||||
表7 (续)
|
牌号 |
质量 等级 |
拉伸性能 |
冲击试验 | |||
|
抗拉强度Rm MPa |
下屈服强度咔土 MPa 不小于 |
断后伸长率A % 不小于 |
试验温度 C |
吸收能量KV2 J 不小于 | ||
|
Q390 |
A |
490~650 |
390 |
18 |
— |
— |
|
B |
÷20 |
34 | ||||
|
C |
19 |
0 | ||||
|
D |
-20 | |||||
|
E |
—40 |
27 | ||||
|
Q420 |
A |
520〜680 |
420 |
18 |
— |
— |
|
B |
+ 20 |
34 | ||||
|
C |
19 |
0 | ||||
|
D |
-20 | |||||
|
E |
-40 |
27 | ||||
|
Q460 |
C |
550〜720 |
460 |
17 |
0 |
34 |
|
D |
-20 | |||||
|
E |
-40 |
27 | ||||
|
a拉伸试验时,如不能测定ReL,可测定Rp"代替ReLo | ||||||
5.4.2 冲击
5.4.2.1牌号为Q345、Q390、Q420、Q460质量等级为B、C、D、E的钢管,当外径不小于70 Inm,且壁厚 不小于6.5 mm时,应进行纵向冲击试验,其夏比V型缺口冲击试验的试验温度和冲击吸收能量应符合 表7的规定。冲击吸收能量按一组3个试样的算术平均值计算,允许其中一个试样的单个值低于规定 值,但应不低于规定值的70%。
542.2表7中的冲击吸收能量为标准尺寸试样夏比V型缺口冲击吸收能量要求值。当钢管尺寸不 能制备标准尺寸试样时,可制备小尺寸试样。当采用小尺寸冲击试样时,其最小夏比V型缺口冲击吸 收能量要求值应为标准尺寸试样冲击吸收能量要求值乘以表8中的递减系数。冲击试样尺寸应优先选 择较大的尺寸。
表8小尺寸试样冲击吸收功递减系数
|
试样规格 |
试样尺寸(高度X宽度)∕mm |
递减系数 |
|
标准尺寸 |
10X10 |
1 |
|
小试样 |
10X7.5 |
0.75 |
|
小试样 |
10X5 |
0.5 |
5.4.2.3根据需方要求,经供需双方协商,并在合同中注明,其他牌号钢管也可进行夏比V型缺口冲击 试验,其试验温度、试验尺寸、冲击吸收能量由供需双方协商确定。
5.5工艺性能
5.5.1压扁
对于外径大于22 mm~600 mm,且壁厚与外径比值不大于10%的10、20、Q345、Q390牌号的钢管 应进行压扁试验。压扁试验平板间距H按式(1)计算。压扁试验后,试样上不应出现裂缝或裂口。
rj (l+α)S
α + S/D
式中:
H 平板间距,单位为毫米(mm);
S 一钢管公称壁厚,单位为毫米(mτn);
D —钢管公称外径,单位为毫米(mm);
α -一单位长度变形系数,10钢取0.09»20钢取0.07;Q345、Q390取0.06。
5.5.2 扩口
根据需方要求,经供需双方协商,并在合同中注明,对于外径不大于76 mm且壁厚不大于8 mm的 10、20和Q345牌号的钢管,可做扩口试验。扩口试验顶芯锥度为30°、4必、60°中的一种。扩口后试样 的外径扩口率应符合表9的规定,扩口后试样不应出现裂缝或裂口。
表9钢管外径扩口率
|
牌号 |
钢管外径扩口率/% | ||
|
内径/外径 | |||
|
≤0.6 |
>0.6 〜0.8 |
>0.8 | |
|
10.20 |
10 |
12 |
17 |
|
Q345 |
8 |
10 |
15 |
5.5.3 弯曲
根据需方要求,经供需双方协商,并在合同中注明,外径不大于22 mm的钢管可做弯曲试验,弯曲 角度为90°,弯芯半径为钢管外径的6倍,弯曲后弯曲处不应出现裂缝或裂口。
5.6液压
5.6.1钢管应逐根进行液压试验。试验压力按式(2)计算,最大试验压力不超过19.0 MPaO在试验压 力下,稳压时间应不少于5 s,钢管不应出现渗漏现象。
P =2SR∕D ..............................( 2 )
式中:
P 一 试验压力,单位为兆帕(MPa),当P<7 MPa时,修约到最接近的0.5 MPa;当P27 MPa 时,修约到最接近的1 MPa;
5 — 钢管的公称壁厚,单位为毫米(Inm);
D--钢管的公称外径,单位为毫米(ɪnm);
R ——允许应力,取规定下屈服强度的60%,单位为兆帕(MPa)O
5.6.2供方可釆用以下一种无损检测代替液压试验:
a)用涡流检测时,应符合GB/T 7735—2016中的验收等级E4H或E4的规定;
b)用漏磁检测时,应符合GB/T 12606—2016中验收等级F4或ISO 10893-1的规定。
5.7 表面质量
钢管的内外表面不应有目视可见的裂纹、折叠、结疤、轧折和离层。这些缺陷应完全清除,清除深度 应不超过公称壁厚的下偏差,清理处的实际壁厚应不小于壁厚所允许的最小值。不超过壁厚下偏差的 其他局部缺欠允许存在。
5.8超声检测
根据需方要求,经供需双方协商,并在合同中注明,钢管可进行超声检测,验收等级为 GB/T 5777—2008 中 L4。
5.9镀锌层
根据需方要求,经供需双方协商,并在合同中注明,钢管可镀锌交货。当钢管镀锌交货时,镀锌层的 相关要求应符合附录A的规定。
6试验方法
6.1钢管的化学成分分析取样按GB/T 20066的规则进行。化学成分分析通常按GB/T 4336、 GB/T 20123、GB/T 2O124,GB∕T 20125 或其他通用的方法进行,仲裁时应按 GB/T 223.5、GB/T 223.9、 GB/T 223.11.GB/T 223.12,GB/T 223.14,GB/T 223.19,GB/T 223.23,GB/T 223.26,GB/T 223.37、 GB/T 223,40.GB/T 223.59、GB/T 223.63,GB/T 223.68,GB/T 223.81,GB/T 223.84,GB/T 223.86、 GB/T 20125的规定进行。
6.2钢管的尺寸和外形应采用符合精度要求的量具进行测量。
6.3钢管的内外表面应在充分照明条件下进行目视检查。
6.4钢管其他检验项目的取样方法和试验方法应符合表10的规定。
表10钢管的检验项目、取样数量、取样方法、试验方法
|
序号 |
检验项目 |
取样数量 |
取样方法 |
试验方法 |
|
1 |
化学成分 |
每炉取1个试样 |
GB/T 20066 |
见6.1 |
|
2 |
拉伸 |
每批在两根钢管上各取1个试样 |
GB/T 2975 |
GB/T 228.1 |
|
3 |
冲击 |
每批在两根钢管上各取一组3个试样 |
GB/T 2975 |
GB/T 229 |
|
4 |
压扁 |
每批在两根钢管上各取1个试样 |
GB/T 246 |
GB/T 246 |
|
5 |
扩口 |
每批在两根钢管上各取1个试样 |
GB/T 242 |
GB/T 242 |
|
6 |
弯曲 |
每批在两根钢管上各取1个试样 |
GB/T 244 |
GB/T 244 |
|
7 |
液压 |
逐根 |
— |
GB/T 241 |
|
8 |
涡流检测 |
逐根 |
— |
GB/T 7735—2016 |
|
9 |
漏滋检测 |
逐根 |
— |
GB/T 12606—2016、 ISo 10893-1 |
|
10 |
超声检测 |
逐根 |
— |
GB/T 5777—2008 |
|
11 |
镀锌层 |
按附录A的相关规定 | ||
7检验规则
7.1检查和验收
钢管的检查和验收由供方质量技术监督部门进行。
7.2 组批规则
7.2.1钢管应按批进行检查和验收,
7.2.2 一根。
7.2.3
若钢管在切成单根后不再进行
每批应由同一牌号県U炉号 应不超过如下规定:/ 外径不大 外径大 其他目 剩余,
同一热处
且壁厚不大于3 mm
同一炉
组成。每批钢管的数量
7.3取样
检验的
钢管的
勺定规则屬
8.1钢管的包装逸证明书应符合GB/T 2102的规定。
8.2根据需方要求涂史注明,钢管的内外表面可涂保护层。
附录 A
(规范性附录) 镀锌层
A-1范围
本附录规定了输送一般流体用无缝钢管镀锌层的技术要求。
A.2制造方法
钢管镀锌应釆用热浸镀锌法。
A.3镀锌钢管的理论重量
常用规格壁厚的钢管镀锌后单位长度理论重量按式(A.1)计算O其他壁厚规格的钢管镀锌后单位 长度理论重量由供需双方协商确定,并在合同中注明。
W, =CW ..............................( A.1 )
式中:
W'——钢管镀锌后的单位长度理论重量,单位为千克每米(kg/m);
W ——钢管镀锌前的单位长度理论重量,单位为千克每米(kg/m);
C 一 镀锌层的重量系数,见表A.1、表A.2。
表A.1镀锌层300 g∕m2的重量系数
|
公称壁厚/mm |
2.0 |
2.2 |
2.5 |
2.8 |
3.0 |
3.2 |
3.5 |
4.0 |
4.5 |
5.0 |
|
系数C |
1.038 |
1.035 |
1.031 |
1.027 |
1.025 |
1.024 |
1.022 |
1.019 _ |
1.017 |
1.015 |
|
公称壁厚∕mm |
5.5 |
6.0 |
6.5 |
7.0 |
7.5 |
8.0 |
8.5 |
9.0 |
9.5 |
10 |
|
系数C |
1.014 |
1.013 |
1.012 |
LOll |
1.010 |
1.010 |
1.009 |
1.008 |
1.008 |
1.008 |
|
公称壁厚∕mm |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
|
系数C |
1.007 |
1.006 |
1.006 |
1.005 |
1.005 |
1.005 |
1.004 |
1.004 |
1.004 |
1.004 |
表A.2镀锌层500 g∕m2的重量系数
|
公称壁厚∕mm |
2.0 |
2.2 |
2.5 |
2.8 |
3.0 |
3.2 |
3.5 |
4.0 |
4.5 |
5.0 |
|
系数C |
1.064 |
1.058 |
1.051 |
1.045 |
1.042 |
1.040 |
1.036 |
1.032 |
1.028 |
1.025 |
|
公称壁厚∕mm |
5.5 |
6.0 |
6.5 |
7.0 |
7.5 |
8.0 |
8.5 |
9.0 |
9.5 |
10 |
|
系数C |
1.023 |
1.021 |
1.020 |
1.018 |
1.017 |
1.016 |
1.015 |
1.014 |
1.013 |
1.013 |
|
公称壁厚∕mm |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
|
系数C |
1.012 |
1,011 |
LOlO |
1.009 |
1.008 |
1.008 |
1.007 |
1.007 |
1.007 |
1.006 |
A,4镀锌层重量
钢管热浸镀锌后应测量锌层重量,测量方法应符合A.5的规定。钢管内外表面镀锌层单位面积总 重量应不小于300 g∕m2 O
根据需方要求,经供需双方协商,并在合同中注明,可供应内外表面镀锌层单位面积总重量不小于 500 g∕m2的镀锌钢管。按镀锌层单位面积总重量500 g∕mz交货时,允许其中一个试样的内外表面镀
锌层单位面积总重量小于500 g/W,但不小于480 g/ɪɪiZ O
A.5镀锌层的重量测定方法(
A.5.1试样的准备
60 mm(视规格埋|、决,
権的重量测定。从每批中任取2根钢管,在每根钢會 长的管段作为试样,试样的表面不应有粗糙面和锌瘤
截取30 mm
表面应用纯
用天
充分干'
配制
,歸(Sbc 试验前
'三氧化
000 ≡⅛WS¾ 1.18 k圍dm: ⅛.
.18 W⅛m¾¾L的盐酸里
A.5.3.2
将试样a试1嶠液中,每次浸入一个试样,液面应高于试样。在测鑫
溶液温度应不
高于38 -C0
A.5.3.3
当试样在溶液W 的Zb变得很少,且镀锌层已经消失时
试样在清水中冲洗
并用棉芯或簡布擔干.待穽金礎后重,修竺!段1 A.5.3.4试样锌层剥离后,应盃
A.5.3.5试验溶液在能容易地去除锌层的情况下,可以重复使用。
A.5.4试验结果的计算
A.5.4.1试样的表面积按式(A.2)计算:
A = π(D + <7)λ 式中:
A——试样剥离锌层后的表面积,单位为平方米(K?);
π ---圆周率,取3.141 6 J
量外径和内径,分别取其平均
(A.2 )
D——试样剥离锌层后的外径,单位为米(m); d 一试样剥离锌层后的内径,单位为米(m);
h--试样的长度,单位为米(m)。
A.5.4.2试样二次称重后减少的重量按式(A.3)计算:
=Tnl —m2 ..............................( A.3 )
式中:
∆m——二次称重后试样减少的重量,单位为克(g);
——试样在剥离锌层前的重量,单位为克(g);
m2——试样在剥离锌层后的重量,单位为克(g)。
A.5.4.3镀锌层重量按式(A.4)计算:
TnK =Lm/A ..............................( A.4 )
式中:
mκ --镀锌层的重量.单位为克每平方米(g∕m2);
∆m——二次称重后试样减少的重量,单位为克(g);
A ——试样剥离锌层后的表面积,单位为平方米(n?)。
A.5.4.4镀锌钢管镀锌层厚度用式(A.5)计算(近似值)。
e =TnA/7.14 ..............................( A.5 )
式中:
e --镀锌层厚度的近似值,单位为微米(Mm);
TnA- 镀锌层的重量,单位为克每平方米(g∕m2) O
A.6镀锌层均句性
镀锌钢管应进行锌层均匀性试验,试验方法应符合A.7的规定。试验时.试样(焊缝处除外)在硫 酸铜溶液中连续浸渍5次应不变红(镀铜色)。
A.7镀锌层均匀性试验方法(硫酸铜浸渍法)
A.7.1试祥的准备
钢管镀锌后应进行镀锌层的均匀性试验。从每批中任取2根钢管,在每根钢管的一端各截取不小 于150 mm长的管段作为试样。试样表面的油污等应先去除,再用清洁的软布擦干净。
A.7.2试验溶液的配制
将33 g结晶硫酸铜(CUSOI ∙ 5H,O)或约36 g工业硫酸铜溶解于100 mL的蒸馅水中,再加入过 量的粉状氢氧化铜[Cu(OH)2J或碱性碳酸铜(化学纯)[CuCO3-Cu(OH)2L以中和游离酸。如加入氢 氧化铜,每IoL溶液中约为10 g,如加入碱性碳酸铜,每IOL溶液中约为12 g,根据容器底部的沉淀来 判断是否过量。同时充分搅拌,然后静置24 h,再过滤澄清。如以粉状氧化铜(CuO)代替氢氧化铜时, 则每10 L溶液约为8 g,但应静置48 h后过滤。制成的试验溶液密度在15 C时为1.170 kg∕dm3 O
A.7.3试验容器
A.7.3.1试验容器应选择相对硫酸铜呈惰性的材料。
A.7.3.2容器的内部尺寸应使试样浸入溶液后与容器的任何一壁至少保持25 mm的间隙。
A.7.4试验程序
A.7.4.1试样应以切割端向下,浸渍在溶液中的长度应不小于IOO mm,在硫酸铜溶液中连续浸渍5次。 试验过程中,试样及溶液温度应保持15 ≈C~21 tC.不应搅动。试样每次浸渍时间需持续1 min,取出后 应立即在流动的清水中清洗,并用软刷将黑色沉淀物全部清理干净,再用软布擦干。
A.7.4.2除最后一次浸渍外,试样应立即重新浸入溶液。
A.7.4.3试验溶液经20次浸渍试样后应废弃,不应使用。
A.7.5试验结果的判定
试样经过连续5次浸渍,并经最后的清洗和擦干,不应呈现红色(镀铜色)。但在距试样末端25 mm 以内及离溶液液面10 mm以内部位有红色金属铜沉积除外。
如经上述试验,在试样上呈现红色金属铜沉积,其附着性可用下面方法判定:在1 : 10盐酸溶液中 浸入15 S后立即在流动的清水中擦洗,如其底面重现锌层,试样判为合格。
对红色金属铜沉积下的底面是否存在锌层有怀疑时,可将红色金属铜沉积刮除,在该处滴一至数滴 稀盐酸,若有锌层存在,则有活泼氢气产生。此外.也可用锌的定性试验来判定,即用小片滤纸或吸液管 等把滴下来的酸液收集起来,用氢氧化铉中和,使其呈弱酸性。在此溶液中通入硫化氢,看是否生成白 色硫化锌沉淀来判定。
A.8镀锌层的附着力
外径不大于60.3 mm的钢管镀锌后应采用弯曲试验进行镀锌层的附着力检验。试验时,弯曲试样 应不带填充物,弯曲半径为钢管外径的8倍,弯曲角度为90°o试验后,试样不应出现锌层剥落现象。
根据需方要求,经供需双方协商,并在合同中注明,外径大于60.3 mm的钢管镀锌后可采用压扁试 验进行镀锌层的附着力检验。压扁试样的长度不小于64 mm。试验时,两平板间距离为钢管外径的 3/4时,试样不应出现锌层剥落现象。
A.9镀锌层表面质量
钢管的内外表面镀锌层应完整,不应有未镀上锌的黑斑和气泡存在,允许有不大的粗糙面和局部的 锌瘤存在*
钢管镀锌后表面可进行钝化处理。
A.10镀锌前检验
钢管镀锌前应进行尺寸、外形、表面、力学性能和工艺性能检验。
A.11试验方法
A.11.1钢管镀锌层的内外表面应在充分照明条件下进行目视检查。
A.11.2钢管镀锌层其他检验项目的取样方法和试验方法应符合表A.3的规定。
表A.3镀锌层其他检验项目的取样数量.取样方法、试验方法
|
序号 |
检验项目 |
取样数量 |
取样方法 |
试验方法 |
|
1 |
镀锌层重量测定 |
每批任取2根钢管.每根钢管各取 1个纵向试样 |
见A.5 |
见A.5 |
|
2 |
镀锌层均匀性试验 |
每批任取2根钢管,每根钢管各取 1个纵向试样 |
见A.6 |
见A.6 |
|
3 |
镀锌层的附着力检验 |
每批1个 |
GB/T 244 GB/T 246 |
GB/T 244 GB/T 246 |
A.12组批规则
每批镀锌钢管由镀锌前的同批钢管和同一镀锌层重量级别组成。
∞0CJICO9∞
中华人民共和国
国家标准
输送流体用无缝钢管
GB/T 8163—2018
*
中国标准出版社出版发行 北京市朝阳区和平里西街甲2号(100029) 北京市西城区三里河北街16号(100045)
总编室= (010)68533533 发行中心:(010)51780238 读者服务部:(010)68523946
中国标准出版社秦皇岛印刷厂印刷 各地新华书店经销
*
开本880X1230 1/16 印张1.5 字数36千字 2018年5月第一版2018年5月第一次印刷
¼
书号:155066 • 1-60406 定价 24.00 元
如有印装差错由本社发行中心调换 版权专有侵权必究
GB/T 8163-2018
举报电话:(010)68510107