ICS 25.220.20
A 29
由
GB/T 11376—2020
代替 GB/T 11376—1997
MetaniC and Other inorganic COatingS— PhOSPhate COnVerSiOn COating Of metals
(ISO 9717:2017,MOD)
2020-06-02 发布
2021-04-01 实施
51磷化膜的类型...............................................................岳
6∙.4..≡MWS ....................................€
本标准按照GB/T 1.1—2009给出的规则起草。
本标准代替GB/T 11376 1997«金属的磷酸盐转化膜》。本标准与GB/T 11376 -1997相比,主要 技术变化如下:
一修改了“规范性引用文件”(见第2章,1997年版的第2章);
一增加了“术语和定义”(见第3章);
一修改了“需方应向供方提供的信息”(见第4章,1997年版的第3章);
一修改了“磷化膜的类型及标记”(见第5章,1997年版的第4章);
-修改膜"(见第6章,燮年版的第6章
-修改了附录;
-增加了“参考文献”。
本标准使用重新起草法修改采用ISO 9717:2017«金属及其他无机覆盖层 金属的磷酸盐转化 膜》。
本标准与ISO 9717:2017的技术性差异及其原因如下: ______
-关于规范性引用文件’本标准做了具有技术性差异的调整,以适应我国的技术条件,调整的情
况集中反映在第2章“规范性引"件,,中具体调整如下
•用等同米用国际标准的GB/T 3138代替ISO 2。8。(见第3章);
*用等同米用国际标准的GB/T 4955代替ISO 2177(见6.4);
・用等同米用国际标准的GB/T 4956代替IS。2睥见6.4);
•用修改米用国际标准的GB/T 9792代替IS。3892(见6E
• 用等同米用国际标准的GB/T 10125代替ISO 9227(见6.3);
• 用等同采用国际标准的GB/T 12609代替ISO 4519(见第4章);
•用等同釆用国际标准的GB/T 16921代替ISO 3497(见6.4)。
本标准做了下列编辑性修改:
一按标准正文中提及的先后顺序.调整了附录A、附录B、附录C的编号。
本标准由中国机械工业联合会提出。
本标准由全国金属与非金属覆盖层标准化技术委员会(SΛC∕TC 57)归口。
本标准起草单位:武汉材料保护研究所有限公司、武汉材保表面新材料有限公司、肇庆学院、合兴汽 车电子股份有限公司、温州瑞明工业股份有限公司、佛山科富科技有限公司。
本标准主要起草人:李新立、钟萍、苏会、易娟、吴小松、曾欢、袁兴、夏敬忠、许朝玉、谭伍永、林娟、 周槊、何德道、李妮、路洋。
本标准所代替标准的历次版本发布情况为:
—GB/T 11376—1989,GB/T 11376—19970
In
磷化膜应用于黑色金属、铝、锌、镉及其合金上(包括镀锌钢板、镀锌合金钢板),既可当作最终精饰 层,也可作为其他覆盖层的中间层,其作用在于:
一增强耐蚀性;
--提高基体与涂层或其他有机精饰层间的附着力;
一改善材料的冷加工性能.如拉丝、拉管、挤压等;
-改进表面摩擦性能,以促进其滑动。
利用以磷酸二氢盐为主要成分的溶液进行处理可获得磷化膜,磷化膜主要应用于黑色金属和锌。 下列因素会影响磷化膜的单位面积质量和表观密度:
-工件的材质及表面状态;
-早期的机械和化学处理方式等;
一所釆用的磷化工艺。
所有的磷化膜或多或少都有孔隙.但是采用后续封闭工艺基本能予以封闭。
警示——本标准要求使用的一些物质和工艺.若不采取合适的措施,会对健康产生危害。本标准没 有讨论使用过程中涉及的任何健康危害、安全或环境的事项。本标准的制定者、购买者和/或使用者有 责任建立合适可行的健康、安全和环境条例,并采取适当措施。
1范围
本标准规定了确定磷化膜要求的方法"
……、E…附m 普
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文 件。凡是不注日期的引用文件凄瓣≡本(包括所有的修改单)适用于本文件。
GBzT 3138金属对他无典叶表面处%木语(GB/T3138-m,ISOE2008.IDT)
GBZT 4955金属覆盖层覆盖层厚度测量阳极溶解库仑法(GB/T 4955—2。。5, ISOg
GB/T 4956磁性基体上非磁性覆盖层覆盖层厚度测量磁性法(GB/T 4956—2。。3, IS()2178:1982 JDT)-................ ————
GB/T 9792金属材料上的转化膜单位面积膜质量的测定重量法(GB/T 9792—2003, ISO 3892:2000,MOD)
GB/T 10125 人造气氛腐蚀试验 盐雾试验(GB/T 10125—2012, ISO 9227:2006,IDT)
ɑBZTl2609电沉积金属覆盖层和相关精饰计数检验抽样程序(GB/T5 2005. ISO 4519:1980,IDT)
GB/T 16921金属覆盖层 覆盖层厚度测量 X射线光谱法(GB/T 16921—2005,1So 3497: 2000 JDT)
ISO 27830 金属及其他无机覆盖层 规范化指南(MetalIiC and Other inorganic COatingS一Requirements for the designation Of metallic and inorganic COatingS)
3术语和定义
GB/T 3138界定的术语和定义适用于本文件。
ISO和IEC维护的用于标准化的术语数据库地址如下:
---IEC 电子开放平台:http://www.electropedia.org/;
---ISO 在线浏览平台:http://WWW.iso.org∕ObPo
4需方应向供方提供的信息
需方应提供下列信息:
a) 按本标准规定对磷化膜的描述(见5.2)o
b) 对于抗拉强度不小于IoOO MPa的钢铁制件,或者局部存在表面硬化、冷成型或焊缝的工件, 消除氢脆是非常重要的,磷化应在消除氢脆后进行;供需双方协商使氢脆风险最小的技术措 施,任何热处理都不能保证完全消除氢脆,供方应说明所采用的热处理工艺。
C)选用的抽样程序、所要求的合格质量水平或其他任何不同于GB/T 12609的要求和试验。
d) 表面处理或磷化。
e) 表面外观。
f) 耐蚀性。
g) 影响磷化膜成膜性和/或外观的基体金属的性质、外观和状态。
h) 适用时,根据用户要求使氢脆风险最小的技术措施。
5磷化膜的类型及标记
5.1磷化膜的类型
磷化膜的类型见表1。
表1磷化膜的类型
|
--------≡-------- |
-----------磷化膜的类型及符号----------- |
|
ɪ | |
|
-- -------------M2------------- | |
|
-- -ɪ | |
|
-- __ |
__ |
还有加入铁和/或镣和/或镒形成的改进锌系磷化膜,改进金属通常以复盐的形式存在,如Zn2Me g) ∙4HQ,其中Me代表铁(U)、镣或冨锌是改进锌系磷化膜的主要金属元素,为避免产生混 乱没有分开标记这类膜。注意:基体材料中的金属会参与成膜。
磷化膜的类型及特性参见附录A,磷化膜的鉴定方法参见附录Bo
5.2磷化膜的标记
磷化膜的标记由下列信息组成:
a) 本标准编号,'GB∕T 11376w和“磷化膜”。
b) 连字符
C)基体材料的标记,用基体材料的化学符号(或主要合金元素的化学符号)。
d) 斜线“7”。
e) 磷化膜的类型符号。
f) 斜线“7”。
g) 表示磷化膜用途的符号:
1) e——电绝缘;
2) g——减少摩擦(促进滑动);
3) r——提高附着力和/或增强耐蚀性;
4) Z——促进冷成型。
h) 斜线“/”。
i) 表示单位面积上磷化膜层的质量,单位:g/m2,误差:±30%。
若磷化膜进行了后处理,标记中应加入下列信息:
j) 斜线“/”。
k) 表示磷化膜后处理的符号(见表2)。
如有必要,按以下原则进行附加信息的标记:
斜线“/”用于分隔标记中的数据字段。双分隔符或多条斜线表示此过程中的一个步骤不需要或已 被删除(见ISO 2783O)O
6磷化膜
6.1外观
锌系磷化膜、锌钙系磷化膜和様系磷化膜应均匀覆盖在金属表面,无白色残渣、无腐蚀产物或指纹。 注:基体材料表面的差异或磷化过程中与挂具接触的挂点周围’外观轻微的变化是常见的,这不能成为拒收的 理由。
6.2磷化膜的单位面积质量
磷化膜的单位面积质量按GB/T 9792中的规定进行测量。
6.3后处理
恰当的后处理能提高磷化膜的耐蚀性,磷化膜后处理的符号见表2。
表2磷化膜后处理的符号
|
符号 |
磷化膜后处理类型 |
|
TI |
涂清漆或有机涂料、无机或非成膜有机密封剂 |
|
T2 |
------------------涂无机或有机封闭剂------------------ |
|
T3 | |
|
T4 |
__ 涂油、脂或其他润滑剂 |
|
T5 |
涂蜡 |
|
T6 |
涂肥皂 |
按需方规定的腐蚀试验检测经后处理的工件的耐蚀性。若未指定试验方法,应按GB/T 10125所 述的中性盐雾试验(NSS)和附录C进行试验。合同双方通过协商确定盐雾试验周期。应达到需方规定 的首次出现腐蚀产物的最短试验周期。
用在黑色金属上的锌系磷化膜Znph,功能为增强耐蚀性,单位面积质量为3 g∕n√±0.9 g∕m2 ,先后 经封闭剂(T2)和涂料(TI)后处理,其标记如下:
磷化膜 GB/T 11376-Fe∕Znph∕r∕3∕T2∕Tl
6.4磷化膜的厚度
磷化膜的厚度可采用如下方法测量:
一溶解法,按GB/T 4955中的规定测量;
一磁感应法,按GB/T 4956中的规定测量;
7热处理
热处理温度超过120笆时会破坏磷化膜,不推荐磷化后进行热处理。
附录A
(资料性附录)
—般信息
A.1概述
利用主要成分如表A.1所列的溶液进行处理可获得磷化膜,通常用于处理黑色金属、铝、锌和镉。 下列因素会影响磷化膜的单位面积质量和表观密度。
a) 工件的材质及表面性质;
b) 机械和化学预处理方式;
C)所采用的磷化工艺。
磷化膜或多或少都有孔隙,但是采用适当的后处理能予以封闭。
表A.1磷化膜的类型及特性
|
磷化液的 主要成分 |
磷化膜的 类型 |
磷化膜的 符号 |
磷化膜的 外观 |
磷化膜的单位面积质量 g∕m2 | |||
|
铁材料 |
铝 |
锌 |
镉 | ||||
|
Zn(H2PO4)2 |
锌系磷化膜 |
ZnPh |
浅灰至深灰色 |
1〜30 |
0.3 〜10 |
1〜20 | |
|
Zn(H2PO4)2 Ca(H2PO4)2 |
锌钙系磷化膜 |
ZnCaPh |
浅灰至深灰色 |
1〜30 |
— |
1〜10 |
— |
|
Mn(H2PO4)2 |
镒系磷化膜 |
MnPh |
深灰至黑色 |
1〜30 |
— |
— |
— |
|
Me(I)H2PO4a |
被处理金属的 磷化膜(如果是 铁材料还有铁 的氧化物) |
FePh |
膜层质量 0.1 g∕r∏2~l g∕m2 的:非晶态彩虹色膜,例如浅 黄至浅蓝灰色; 膜层质量超过]g∕m2的:呈灰色 |
0.2 —1.5 |
<0.5 |
0.2 〜2 |
— |
|
a Me(I)表示碱金属阳离子或NH4+o | |||||||
A.2预处理和磷化
釆用合适的预处理方法除去工件表面上的垢、油、脂和腐蚀产物。
磷化处理一般是将工件浸入磷化槽中或以多种方式将磷化液喷淋或涂刷在工件上完成的,如有必 要,可以采用循环磷化液。处理带材时,可用卷轴输送通过磷化槽。
A.3磷化膜的应用
A.3.1促进冷成型
锌系磷化膜是促进冷成型用途的首选。针对不同冷成型用途所建议的磷化膜单位面积质量见 表 A,2o
采用恰当的润滑剂可提高变形速率。
表A.2促进冷成型的锌系磷化膜单位面积质量
|
用途 |
磷化膜的单位面积质量 g∕m2 |
|
钢丝拉拔 |
5〜15 |
|
焊接钢管的拉拔 |
3〜10 |
|
精密钢管的拉拔 |
2〜10 |
|
冷锻和冷挤压 |
5〜20 |
|
无壁厚变化的深挤压 |
2〜5 |
|
有壁厚变化的深挤压 |
5〜15 |
A.3.2促进滑动
镒系磷化膜通常是促进滑动用途的首选。针对不同促进滑动用途所建议的磷化膜单位面积质量见 表 A.3 5,
注意以下几点:
a) 镒系磷化膜通常是促进滑动用途的首选,但其他类型的磷化膜,特别是在磷化膜的单位面积质 量要求较低时,锌系磷化膜也可用于促进滑动。根据工件在最终使用环境下的受力情况,选择 磷化膜的类型。
b) 工件尺寸配合公差的要求。
C)应用中一般与适当的润滑剂联合使用。
表A.3促进滑动的镒系磷化膜单位面积质量
|
用途 |
磷化膜的单位面积质量 g∕m2 |
要点 |
|
具有小配合间隙的零件,如冰箱压缩机活塞 |
2〜5 |
磷化膜主要含磷酸镒盐 |
|
具有大间隙的零件,如变速箱齿轮 |
5〜20 |
磷化膜主要含磷酸镒铁盐(槽中含铁) |
A.3.3磷化膜在防腐蚀方面的应用
磷化膜在防腐蚀方面的应用见表A.4o
表A.4磷化膜在防腐蚀方面的应用
|
基体金属 |
磷化膜 |
后处理 |
典型应用和实例 | |
|
磷化膜的类型 |
磷化膜单位面积质量 g∕m2 | |||
|
黑色金属 |
ZnPh MnPh FePh |
>5,优选>10 |
磷化膜干燥后按要 求涂防锈油或蜡 |
转运和/或储存中防护 |
|
ZnCaPh |
>5 |
在干燥(无凝露)环境中防护; 在有遮盖条件的户外临时防护 | ||
表A.4 (续)
|
基体金属 |
磷化膜 |
后处理 |
典型应用和实例 | |
|
磷化膜的类型 |
磷化膜单位面积质量 g∕m2 | |||
|
黑色金属 锌 铝 镉 |
ZnPh ZIlCaPh |
1〜10 |
色漆、清漆和有关涂料 |
汽车车身,冰箱和洗衣机外壳 |
|
锌 |
ZnPh |
1.5~4.5 |
涂有机涂料后,有变形加工特别是弯 曲的汽车车身、板材和带材 | |
|
黑色金属 |
FePh ZnPh |
0.2 〜1.5 1.5~4.5 |
无 |
在干燥(无凝露)环境中临时防护; 机器零件在厂房内短期存放(V24 h) |
附录B
(资料性附录)
磷化膜的鉴定
B.1概述
本附录叙述了鉴定磷化膜类型的方法,这些方法适用于含磷、铁、镒、锌和钙的膜,不适用于含铁或 锌的基体金属的检测。
B.2 方法1
B.2.1原理
用氢氧化钠溶液处理除去试件的磷化膜;用适当的仪器和技术,例如原子吸收光谱仪分析溶液中含 有的元素。
B.2.2试剂
在分析过程中应釆用分析纯试剂和去离子水(或相当纯度的水)。
B.2.2.1氢氧化钠溶液,50 g∕Lo
B.2.3仪器
釆用一般实验室以及任何适宜的仪器。适当配备能测定磷、镒、锌和钙等的设备,例如测定金属用 的原子吸收光谱仪。
B.2.4试片
试片的磷化膜的总面积约100 cm2o
B.2.5 规程
将B.2.4规定尺寸的试片浸入100 mL氢氧化钠溶液(B.2.2.1)中,保持温度80 oC-90 °C,直到膜 层褪去或至少出现明显腐蚀。必要时,可用橡皮擦去膜层.用适当的分析仪器(B.2.3),测定溶液中的 磷、镒、锌和钙等元素。
B.3 方法2
本方法替代方法1(见B.2),用装有能量散射光谱附件的扫描电子显微镜(EDS)直接检测膜中金属 元素。
B.4结果分析
根据检出的元素,利用表B.1确定磷化膜的类型。
表B.1磷化膜类型的鉴定
|
检出的元素 |
磷化膜的类型 |
|
磷 |
磷酸盐 |
|
MnPh | |
|
锌(无钙) |
ZnPh |
|
锌和钙 |
ZnCaPh |
如果是钢铁基体材料,磷化膜中又不含镒或锌,则说明此膜几乎可以确定是由铁(U )的磷酸盐所组 成(FePh)o
注:可通过以下方法推测磷化膜是否存在:
a) 用细钢丝棉摩擦处理过的表面,呈现金属光泽的表示没有磷化膜,否则就表示有磷化膜;
b) 用钝刀子刮一下表面,可见白色刮痕的表示有磷化膜,否则就表示没有磷化膜;
C)用尖刀刮一个小的区域,有磷化膜的表面会产生浅灰色粉末。
方法b)和C)不一定能给出非常明确的指示。
附录C
(规范性附录) 磷化膜耐中性盐雾性的测定
C.1耐蚀性的测定
按照GB/T 10125中的规定进行中性盐雾试验(NSS)D必要时,合同双方亦可协商采用其他测试 方法。试验时,应采用工件进行。
若试验不能用工件进行,可以用特定的试板代替。如果试验中采用试板代替工件,则试板与工件应 有相同的性质、表面状态、材料和冶金状态,试板与工件同时进行磷化和/或后处理。试板或工件也可用 于涂层体系的试验。
盐雾试验提供了评价磷化膜的连续性和质量的方法。
试板尺寸约150 mmX 100 mm(见图C.l) o在其中一短边的两角,距离试板两边各6 mm处为圆 心分别钻一个直径为5 mm的小孔,以确保测试过程中试板垂直悬挂。所有切割的边和角要轻轻地磨 圆磨平。
单位为毫米
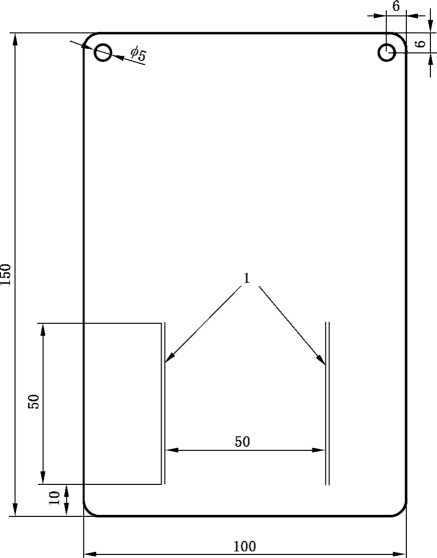
说明:
1---划痕。
图C.1试板
C.2未经后处理或无有机涂层的磷化膜耐中性盐雾性的测定
中性盐雾试验提供了评价磷化膜的连续性和质量的方法。用户或需方应明确规定试验周期。
C.3经防腐蚀介质后处理的磷化膜耐中性盐雾性的测定
C.3.1 原理
用适当的防腐蚀介质(例如:防锈油),在给定条件下处理磷化试样,再用处理后的磷化试样进行中 性盐雾试验(见GB/T 10125),该试验既可用于评估由磷化膜和防锈油、脂或蜡组成的涂层体系,也可 用于不同磷化膜涂同一种防腐蚀介质后进行对比试验。
C.3.2后处理
C.3.2.1评价涂层体系试验的后处理
按产品操作规程将磷化工件或试样小心浸入防腐蚀介质中,保证在磷化表面形成无气泡、连续的液 态膜、半固态膜或蜡膜。
盐雾试验前,经处理后的试样应在23 °C ±5 °C、相对湿度不超过65%、尽量无灰尘、不通风的条件 下,至少悬挂24 h,以除去多余的防腐蚀介质,并使溶剂挥发掉。
C.3.2.2对比试验的后处理
将经过干燥处理(IOo °C〜120 °C烘干,然后自然冷却到室温)的磷化试样,挂在塑料挂钩或涂敷塑 料的钢铁挂钩上,垂直浸入后处理槽中。工艺条件为25 0C+2 °C,浸泡1 minO在浸泡过程中,轻轻地 在槽中摆动试样。然后在30 S内将试样缓慢地从槽中吊起,以避免产生不连续膜或气泡。
盐雾试验前,处理后的试样应在23 °C+5 °C∖相对湿度不超过65 %、尽量无灰尘、不通风的条件下N 至少悬挂24 ho
C.3.3盐雾试验
用经后处理的工件或试样(见C.3.2)进行中性盐雾试验(见GB/T 10125)。
试验用于测定涂层体系首次出现腐蚀产物的试验周期。
按预定的时间间隔取出试样并目测腐蚀产物。在检查工件或试样前,是否去除后处理膜层应经相 关方协商决定。
对于具体的磷化膜.首次出现腐蚀产物的盐雾时间不同,这取决于后处理介质(防锈油、脂、蜡)的种 类、成分和磷化膜的单位面积质量。
参考文献
[1] GB/T 6461金属基体上金属和其他无机覆盖层经腐蚀试验后的试样和试件的评级 (GB/T 6461—2002, ISO 10289: 1999,IDT)
[2] GB/T 26107金属与其他无机覆盖层镀覆和未镀覆金属的外螺纹和螺杆的残余氢脆试验 斜楔法(GB/T 26107—2010, ISO 10587:2000,IDT)
[3] ISO 4536 MetalliC and non-organic COatingS On metallic SUbStrateS一Saline droplets COrrO-SiOn test (SD test)
[4] ISO 27830 MetalIiC and Other inorganic COatingS一GUidelineS for SPeCifying metallic and inorganic COatingS
[5] ASTM E527 Standard PraCtiCe for numbering metals and alloys in the Unified NUmbering SyStem ( UNS). AVaiIable from ASTM InternatiOnaL 100 Barr HarbOr Drive? WeSt Conshohocken, PennSylVania, USA
[6] ASTM B117 Standard PraCtiCe for OPerating Salt spray(fog)一APParatUS
[7] DefenCe Standard 03-11 PhOSPhate treatment Of iron and Steel? UK DefenCe StandardiZatiOn9 Kentigern House, 65 BrOWn Street, GIaSgOW G2 8EX, SCOtIand
[8] RAY G.P. ThiCkneSS testing Of electroplated and related COatings)2nd edition, 1993, Electrochemical PUbliCatiOnS Ltd,Isle Of Marl,ISBN 0 901150 27 4
中华人民共和国
国家标准
金属及其他无机覆盖层
金属的磷化膜
GB/T 11376—2020
*
中国标准出版社出版发行 北京市朝阳区和平里西街甲2号(100029) 北京市西城区三里河北街16号(100045)
网址:www.spc.org.cn
服务热线:400-168-0010
2020年6月第一版
*
书号:155066 ・ 1-65165
GB/T 11376-2020
版权专有侵权必究