
ICS 93.080.20
P 66
备案号:50173—2015
JT/T 740—2015
代替 JT/T 740—2009
HOt-POUred SeaIantS for PaVement
2015-04-24 发布
2015-07-31 实施
中华人民共和国交通运输部发布
附录A(规范性附录)密封胶低温拉伸试验用水泥混凝土块制作方法
JT/T 740—2015
本标准按照GBZT L 1-2009给出的规则起草日
本标准代替JΓ∕T 740—2009<路而橡胶沥青灌缝胶》Q与JT/T 740—2009相比,主要技术变化 如下:
—增加了“加热型密封胶”的定义(见3*2);
——增加了在分类中规定的密封胶的类型(见第4童)。
——修改了在技术要求中规定的锥入度的要求(见第5章)。
本标准由全国交通工程设施(公路)标准化技术委员会公路工程材料及仪器设备专业标准化工作 组提岀并归口。
本标准起草单位:交通运输部公路科学研究院、中路髙科(北京)公路技术有限公司、北京嘉格伟业 筑路科技有限公司,北京市交通委员会,同济大学。
本标准主要起草人:李峰、徐剑、黄颂昌、李廷刚、石小培、秦永春、曾蔚、胡立志、周园、李莉、徐全亮。
本标准所代替标准历次版本发布情况为:
——JT/T 740—2009 O

范
本标准规定了路面加热型密封胶的分类、技术要求、试验方法、检验规则及标志、包装、运输和储存口 本标准适用于沥青路面裂缝修补和水泥路面填缝用加热型改性沥青封缝材料C)
2规范性引用文件
下列文件对于本文件的应用是必不可少的Q凡是注日期的引用文件,仅注日期的版本适用于本文 件.凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件°
GB/T 191 包装储运图示标志
CB/T 2520 冷轧电镀锡钢板及钢带
CB/T 4892 硬质宜方体运输包装尺寸系列
GB/T 9271 色漆和清漆 标准试板
JTG E20-2011公路E程沥青及沥青混合料试验规程
JTG/T F30 公路水泥混凝土路面施工技术细则
3术语和定义
下列术语和定义适用于本文件凸
3.1
密封胶SCalant
用于沥青路面裂缝修补和水泥路面填缝用的一类封缝材料.也称为灌缝胶。
3.2
加热型密封胶 hot-applied Sealant
以橡胶粉、聚合物改性沥青为主要成分,施工时需要进行加热的一类密封胶’
3.3
安全加热温度 saf⅛∙heating temperature
密封胶保持安全状态的最高可加热温度.
3,4
灌入温度POUr Point
施工过程中密封胶灌入裂缝时的温度心
3.5
锥入度 Cone Penetradon
在规定试验条件下,标准锥垂直贯人密封胶试件中的深度,以0. Imm计口 3+6
流动值flow
在规定试验条件下,密封胶试件流淌的长度,以mm计Ci
JT/T 740—2015
3.7
弹性恢复率 resilience recovery
在规定试验条件下,密封胶试件可恢复变形的百分率,以百分比(%)计臼
4分类
密封胶分为高温型、普通型、低温型、寒冷型和严寒型5类,分别适用于最低气温不低于0Y、 -10龙、-20Y、-30CC 和-40tC 的地区口
5技术要求
密封胶的技术要求应符合表丨的规定P
表1密封胶的技术要求
|
序号 |
性能指标 |
高温型 |
普通型 |
低温型 |
寒冷型 |
严寒型 |
|
I |
锥入度(0. Inlm) |
⅛70 |
50-90 |
70-110 |
90 ~ 150 |
120*180 |
|
2 |
软化点(Y) |
逢90 |
舞。 |
⅛80 |
郅0 |
当70 |
|
3 |
流动1ft(mm) |
≤3 |
5 |
W5 |
⅛5 |
r' |
|
4 |
弾性恢复率(%) |
30 -70 |
30-70 |
30-70 |
30-70 |
30 ~70 |
|
5 |
低温拉伸・ |
0lCf25%t 3次循环,通过 |
-10tE,50%, 3次循环,通过 |
-20Y ,100% , 3次循环,通过 |
-30tC J50% t 3次循环,通过 |
-40rι200% I 3次循环,通过 |
25% t50% JO0%』50% 和 200% 的拉伸量分别 j⅛ 3.75mmΛ 5mm J5mm .22.5mm 和 30mι%
6试验方法
6.1试样制备
6.1.1 取样
密封胶试验用样品应从工厂仓库中随机采样.从包装箱中取样肘应注意不要只取上部或下部,避 免因上下不均匀而影响试验结果Q每个样品取样不少于Ik品
6・1.2加热
将装有密封胶的金属容器置于烘箱中保温2h ~4h,烘箱设定温度为密封胶的灌入温度。取出后在 放有石棉网的电炉上继续加热,并用玻璃棒搅拌3min~5min,注意不应超过密封胶的安全加热温度。
6.2锥入度
6.2.1仪器设备
试验用仪器设备包括;
a) 锥人度试验仪:采用沥青针入度仪,将原仪器的标准针取下换成标准锥;
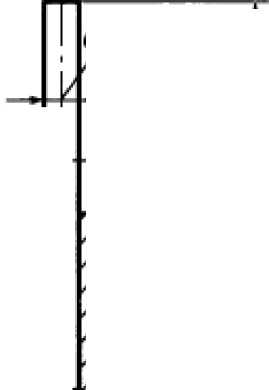
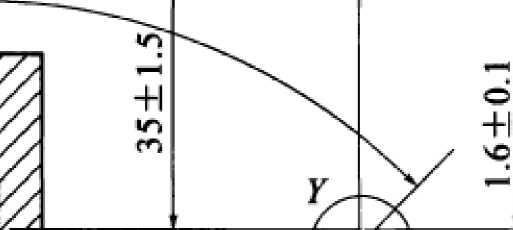
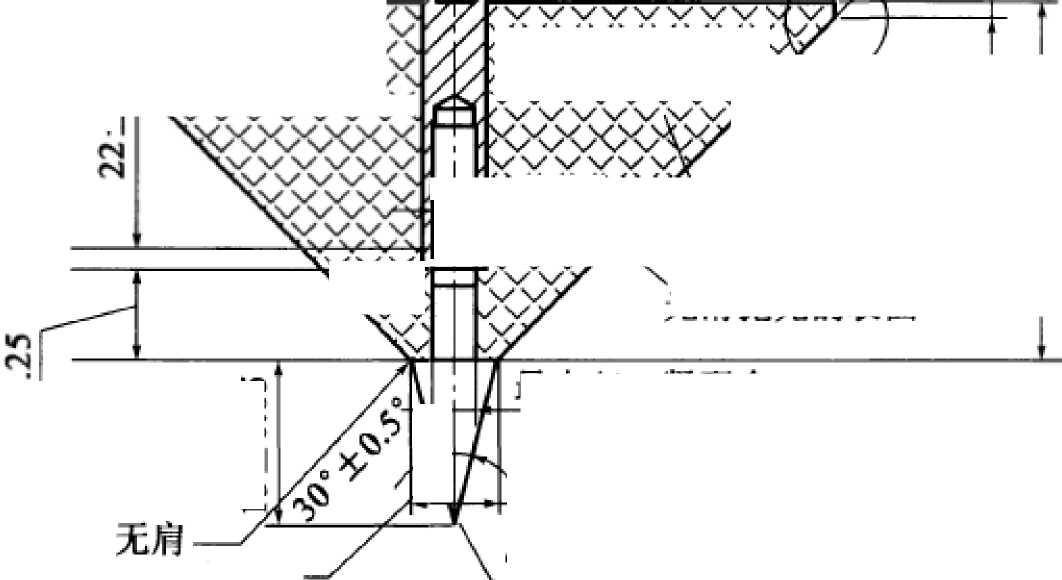
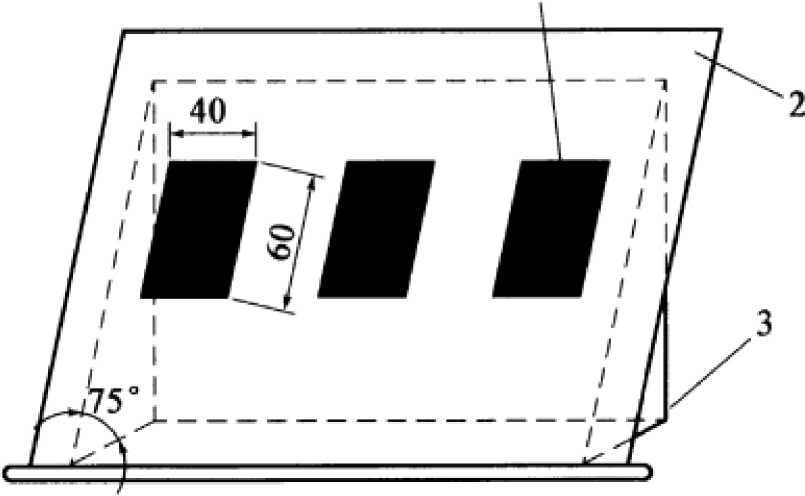
b) 标准锥:由镁或其他适宜材料制造的圆锥体和可拆卸钢尖组成,其尺寸和公差如图I所示,标 准锥总质量为102.5g±O∙O5g,锥杆质量为47.5g±0∙05g°外表面应抛光,使其非常光滑。洛
JT/T 740—2015
氏硬度 HRC54 ~HRC60,表面粗糙度 Ra 为 0.2μj∏ -0.3μni;
C)平底玻璃皿:容量不小于】L,深度不小于80mmσ内设有一不锈钢三脚支架,能使盛样皿稳定;
d) 大盛样皿:内径70mm,深45mm;
e) 恒温水槽:容量不小于10L,控温的准确度为0∙ IYtj水槽中应设冇•带孔的搁架,位于水面下
不得少于IoOr≡ι,距水槽底不得少于50mm处;
f) 温度计:精度为。・1无中
単位为亳米
⅜⅛9.3±0.l
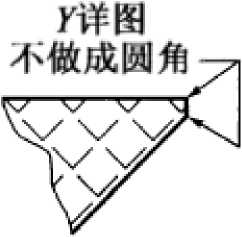
90s⅛l∑.
¢3.2 ±0.02
不锈钢
Wφ+l2 O却
-H
最大网•紧配合
加.38±0,02
淬火钢尖
图1标准锥尺寸及形状示意图
7 y 7 7 7 W、 / WWSZW WxZWW * < W XΛ X/ X/ ʌ/ X/ X777727、 X√ WX/ X/ V ∖/ ∖Z Xw V XZ W X/ ∖.


V >f∕r∖
Evoζκ镁或其他合适材料
丁 XZ XXx X
■■£"5 浴

'V *

∖ ¢84+0.02
光滑抛光的表面
6.2.2试验步骤
试验步骤如下:
a) 将达到灌入温度的密封胶倒人大盛样皿中,试件髙度应超过预计锥入度值Nmm,注意排除气 泡。试件制备完毕后放在室温中冷却2h,移入水温控制在25tC ±0.5tC的恒温水槽中2h;
b) 调节锥入度仪使之水平,检査连杆和导轨,以确认无水和其他异物,无明显摩擦;
C)取岀达到恒温的盛样皿,移入平底玻璃皿中的三脚支架上,玻璃皿中不应盛水;
d)将盛有试件的平底玻璃皿置于锥人度仪的平台上,慢慢放下连杆,用适当位置的反光镜或灯 光反射观察,使标准锥锥尖刚好与试件表面接触,用按钮固定连杆,拉下齿杆与连杆顶端接 触,调节刻度盘指针至零;
,)用手紧压按钮,同时启动秒表,标准锥自由地落下,标准锥贯人时间为5s时,停压按钮,使标准 锥连杆固定,拉下齿杆与连杆端接触,记下锥入深度,准确至0- I mmo
JT/T 740—2015
注:当采用自动针入度仪时,计时与标准锥落F貫人试件同时开始,至5$时白动停止。
62.3试验结果
同一试件平行试验3次,测点间距不应小于25mm,测点距试件边缘不应小于13mτn0
同一试件3次平行试验结果的其中一个测定值与平均值之差符合重复性试验精度要求,即不超过 平均值的8%时,取其平均值作为锥人度试验结果。
6.3软化点
按照JTG E20-20l I中的T 0606沥青软化点试验进行。
6.4流动试验
6.4.1仪器设备
试骑用仪器设备包括:
a)镀锡板:采用符合GB/T 2520的测试级镀锡板,镀锡量11.2/11,2,硬度等级TH52 + SE,表面 处理按GB/T 9271要求进行(手工打磨),尺寸规格200InmXl50mm X 0,28mrn;
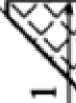
J))黄铜模框:模框的内尺寸60∏ιm X4Omm x3.2mm(精确至±0. Imm);
<:)电热干燥烘箱:自动控制恒温;
d) 三脚架:与水平方向的夹角为75° ± I。,如图2所示;
e) 其他:游标卡尺、刮刀等,
单位为亳米
I
说明:
1— —密封胶; 3——三脚架°
2— —镀锡板;
ffi2流动试验示意图
6.4.2试验步骤
试验步骤如下:
a)在镀锡板上并排放上3个模框,模内侧面涂一层甘油滑石粉隔离剂t>将加热至灌入温度的密 封胶分別灌入3个模框内,在室温中冷却至少Ot 5h ;
h)用热刮刀刮除高于试模的密封胶,使密封胶面与试模面齐平CJ然后在室温中冷却至少2h后, 拆下模框,制成3个60πmι X4Omm x3. 2mm试件;
C)将镀锡板连同试件放在三脚架上,置入60V±lV的烘箱内保持5h,取出试件,测量各试件的
JT/T 740—2015
长度(精确至0. Imm)J减去原来的长度,其差值即为流动值,单位为毫米(mm) O
6,4.3试验结果
3个平行试验结果的其中一个测定值与平均值之差符合重复性试验精度要求,即不超过平均值的 15 %吋,取其平均值作为流动试监结果P
6,5弹性恢复率
6^5.1仪器设备
试验用仪器设备包括:
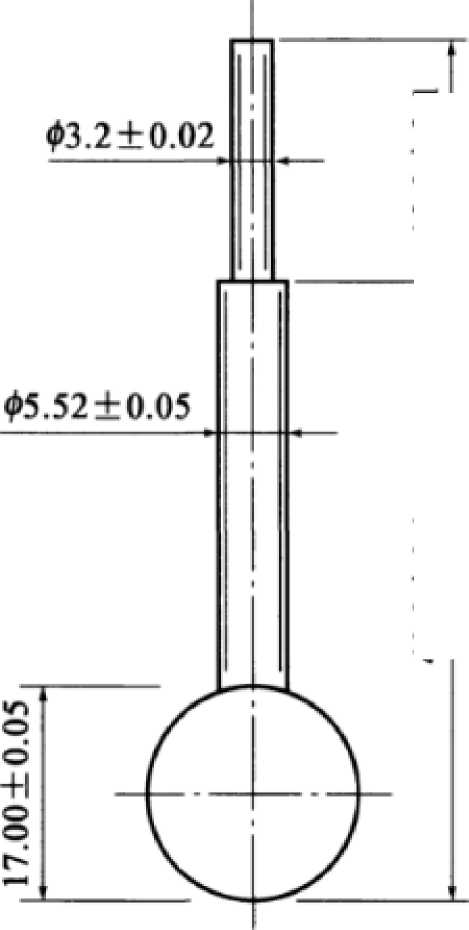
a) 弹性试验仪;采用沥青针入度仪,将原仪器的标准针取下,换成贯入球,尺寸如图3所示,贯入 球质量为27.5g±O. 05g,贯入球加连为总质量为75,Og ±0Jg;
b) 平底玻璃皿:容量不小于1L,深度不小于80mm°内设有一不锈钢三脚支架,能使盛样皿稳定;
C)大盛样皿:内径70mrπ,深45mπι;
d)其他:秒表、温度计、恒温水槽等口
单位为臺米
Io+I0.6一
一∙t}÷lzs
图3贯入球尺寸及形状
6.5.2试验步骤
试验步骤如下:
a)按锥入度试验(见6.2,2)的试验步骤制备试件和调整针入度仪,从恒温为25Y ±0.5CC水槽 中取出已达到恒温的盛样皿,吹干试件表面,放在平底玻璃皿中的三脚支架上,玻璃IIn中不应 盛水;
ɪ))在贯入球的钢球上涂上一层甘油滑石粉隔离剂,慢慢放下贯入球连杆,用适当位置的反光镜 或灯光反射观察,使贯人球刚好与试件表面接触:用按钮固定连杆,拉下齿杆与连杆顶端接 触,调节刻度盘指针至零;
JT/T 740—2015
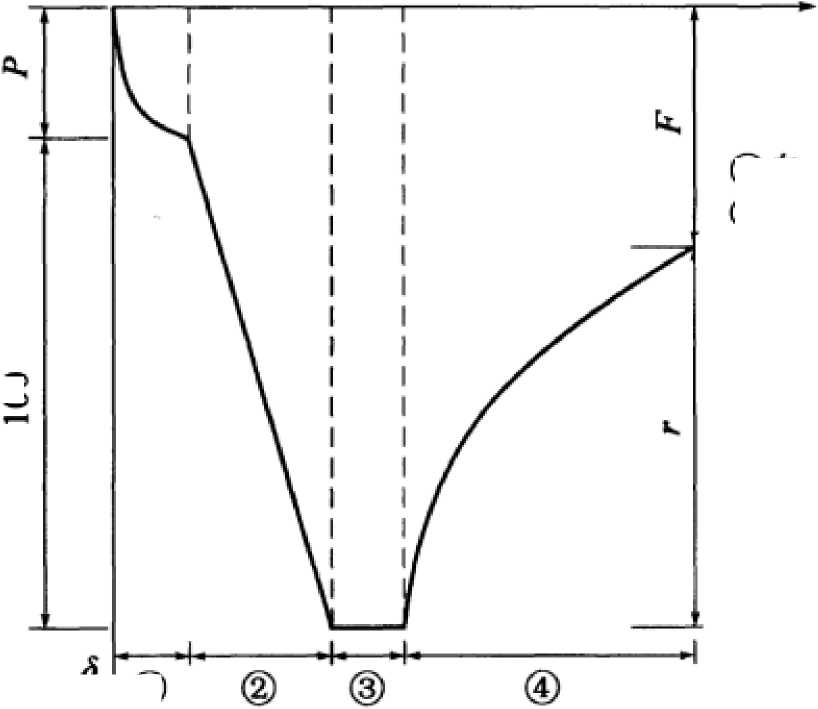
C)用手紧压按钮,同时启动秒表,使贯入球自由落下,贯入球贯入时间为5s时,停压按钮,使贯入 球连杆固定,拉下齿杆与连杆端接触,读刻度盘指针读数,记为初始贯入量P;
d)左手紧压按钮,同时右手压连杆,使贯入球在IOS内勾速压入密封胶中IOmm,拉下齿杆,此时 总贯入量为∕j + 100o固定贯入球5私将齿杆上推『再按压按钮并保持贯入球在试件表面,使 试件回弹20s后,停压按钮,拉下齿杆,记录刻盘指针读数,记为残留贯入暈儿按式(1)计算 弹性恢复率:
式中:一弾性恢复率,单位为百分比(%);
P--初始贯入量,单位为丝米(。.ImnI);
F一残留貫入量,单位为丝米(0・ImrTI)O
试验过程示意图如图4所示。
05 15 20
40 Hs)
g
① 自由下落阶段P
② 匀速压入阶段100
:③静止阶段
④弹性恢复阶段, f=P+IDO-F
①
(0.1mm)
图4弹性恢复率试验过程示意图
6.5.3试验结果
同一试件平行试验3次,测点间距不应小于25mm,测点距试件边缘不应小于13mmQ
同一试件3次平行试验结果的其中一个测定值与平均值之差符合重复性试验精度要求,即不超过 平均值的8%时,取其平均值作为弹性试验结果o
66低温拉伸
6.6.1仪器设备
试验用仪器设备包括:
a) 扌立伸试验机:粒伸行程不小于40mm,拉伸速度0.05mm∕miπφ拉伸试件夹具如图5所示;
b) 低温装置:恒温控制(-40 土 I)(C-(10±1)稻
C)水泥混凝土块:尺寸75mmx50smx25mm,制作方法和要求见附录A;
d) 金属模块:立柱,尺寸为70mm X 15mm x 12. 5mm J上垫块,尺寸为75∏ιm X 15mτn X IOmnl ;下垫 块,尺寸 75mm ×25mrπ X IOTnm;
e) 其他;刮刀等。
说明:
1—夹具;2—拉伸试件。
图5拉伸试件夹具示意图
6.6.2试验步骤
试验步骤如下:
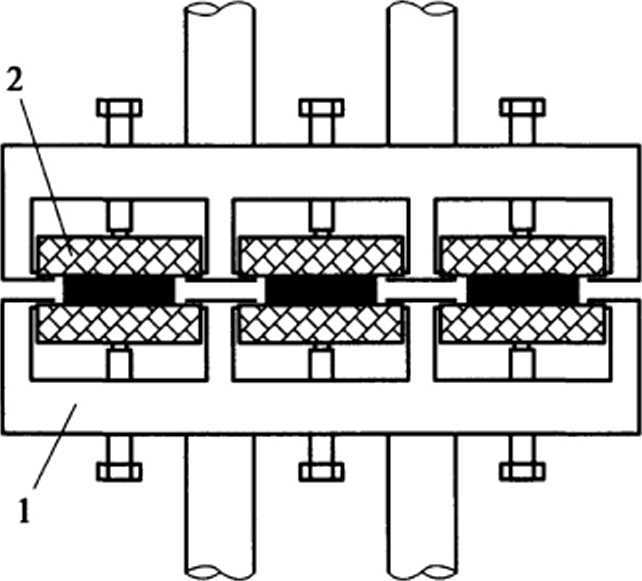
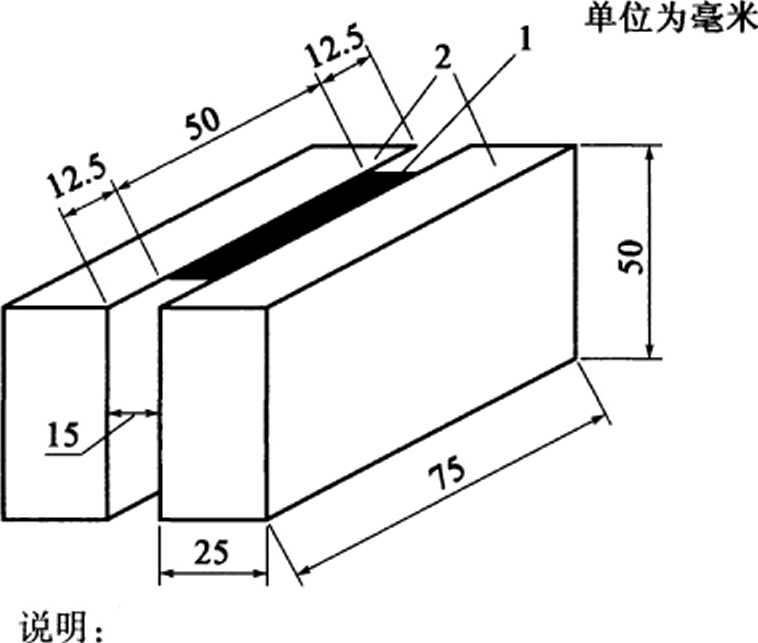
a)试件制备:在金属模块将与密封胶接触的面上涂上一层甘油滑石粉隔离剂,然后用金属模块
和水泥混凝土块围岀一个50mm X5Omm X 15mm的空隙,水泥混凝土块应干燥洁净,如图6所 示。倒入密封胶,略高于水泥混凝土块顶面,在室温中冷却至少2h,拆除上垫块和立柱,用热 刮刀刮除顶面多余密封胶,然后拆除下垫块,用热刮刀刮除底面多余密封胶,得到如图7所示 的拉伸试件;
b)低温拉伸:在规定的试验温度条件下将试件保温不少于4h,在拉伸试验机上以0.05mm∕min速度 拉伸试件,拉伸过程中应保持规定的试验温度。完成规定的拉伸量后,在30min内把试件取出;
C)重新压缩:取出试件后,观察试件、试件与水泥混凝土块界面有无明显的裂缝。如有裂缝且长 度大于3mm时,判断试件失效。如果没有出现明显的裂缝,把试件侧翻(即一块水泥混凝土 块在底面,一块水泥混凝土块在顶面),置于室温使密封胶在顶面水泥混凝土块的重力作用下 重新压缩回原样(密封胶试验前的厚度为15mm);
d)重新拉伸:按b)重新进行低温拉伸。
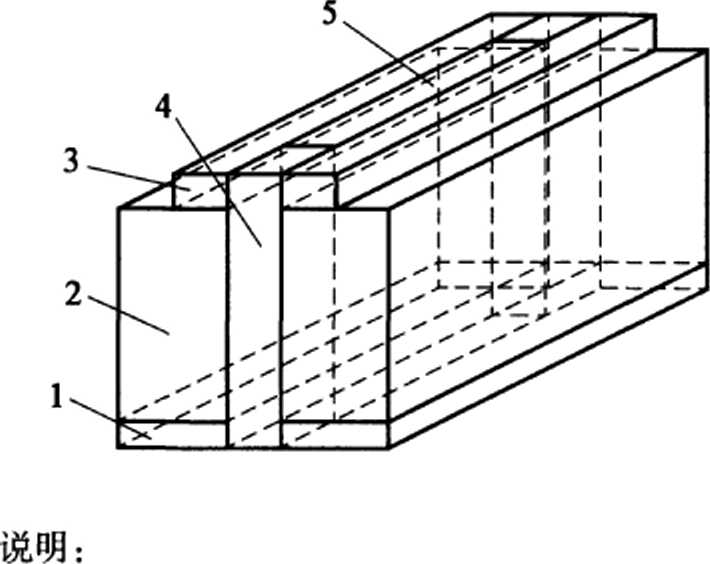
1— 下垫块; 4——立柱; 1—密封胶; 2—混擬土块。
2— 混凝土块;5——入密封胶。
3— 上垫块;
图6低温拉伸试验模具
图7拉伸试件
6.6.3试验结果
经过3个拉伸循环过程后,在30min之内将试件从拉伸试验机中取出,立即检查试件、试件与水泥 混凝土块界面是否有裂缝出现。如有裂缝且长度大于3mm时,判定试件失效,否则判定试件合格。
一组采用3个试件平行试验,试件全部合格为试验通过。
7检验规则
7.1检验分类与检验项目
7.1.1产品检验分型式检验和出厂检验。
7.1.2有下列情况之一时,应进行型式检验:
a) 新产品或老产品转厂生产的试制定型鉴定;
b) 正式生产后,如原料、配比、工艺有较大改变;
C )正式生产时,每季度进行一次检验;
<1)产品长期停产后,恢复生产时;
e) 出厂检验结果与上次型式检验有较大差异时;
f) 国家质量监督机构提岀进行型式检验要求时。
7.1.3型式检验项目包括表1规定的全部技术要求。
7.1.4岀厂检验项目为表1中密封胶的锥入度和软化点。
7.2抽样与组批规则
7.2.1密封胶以同品种同标号的产品IOt为一批,不足IOt者也作为一批进行验收。
7.2.2每批密封胶中任选3箱,每箱取样不少于1kg。型式检验不少于2.5kgo
7.3判定规则
将3个样品分别进行检验,若3个样品的检验结果全部符合表1的技术要求,则判定该批产品为合 格产品;若只有1个样品不符合表1的技术要求,允许另取3个样品分别进行性能检测,如仍有不符合 要求的产品,则该批密封胶为不合格产品;若有超过1个样品不符合表1的技术要求,则该批密封胶为 不合格产品。
8标志、包装、运输和储存
8.1 标志
8.1.1包装箱外表面标志应符合GB/T 191的规定。
8.1.2外表面标志主要包括以下内容:
a) 生产厂厂名;
b) 产品名称;
C)生产日期
d) 产品净质量与包装后的总质量;
e) 包装箱尺寸;
f) 防火、防潮、防雨淋标志。
8.2包装
8.2.1包装箱尺寸应符合GB/T 4892的规定。
8.2.2包装内应附:
a) 产品使用说明书:说明书上应标明产品的类型、适用范围、安全加热温度、灌入温度和施工工 艺等;
b) 合格证:出厂检验项目合格证明;
C)检测报告:检测报告上应有本标准要求的各项技术要求的试验检测结果。
8.3运输和储存
产品在运输过程中,严禁接近烟火,应防受热,防雨淋。在储存过程中,存放于干燥的库房里,并避 免接触腐蚀性气体和液体,远离易燃物质。
附录A
(规范性附录)
密封胶低温拉伸试验用水泥混凝土块制作方法
A. 1仪具与材料
试验用仪具与材料包括:
a) 40Omm × IOOmm X IOOmm 金属模具;
b) 标准混凝土养生室;
C)混凝土切割机;
d)级配集料及水泥等。
A.2水泥混凝土块制备
A.2.1材料
集料应由破碎的石灰石组成,其质量技术指标应符合JTG/T F30的要求。应采用32.5或更高强度 等级的普通硅酸盐水泥,水泥混凝土抗压强度应大于30MPao
A.2.2配合比
水灰比为0.49 ~0. 55,混凝土水泥用量为335kg∕r√ ±30kg∕m3o
A.2.3制作
采用金属模具和金属底板,将水泥混凝土灌入试模,略高于试模,放入振动台振动120s,置于室内 24h后拆除模具,放入标准混凝土养生室至少28do用混凝土切割机把水泥混凝土试件切割成小条块。 每条水泥混凝土块75mm X50mm X25mm,如图A.1所示。水泥混凝土块切割后用水冲洗、晾干。
单位为毫米
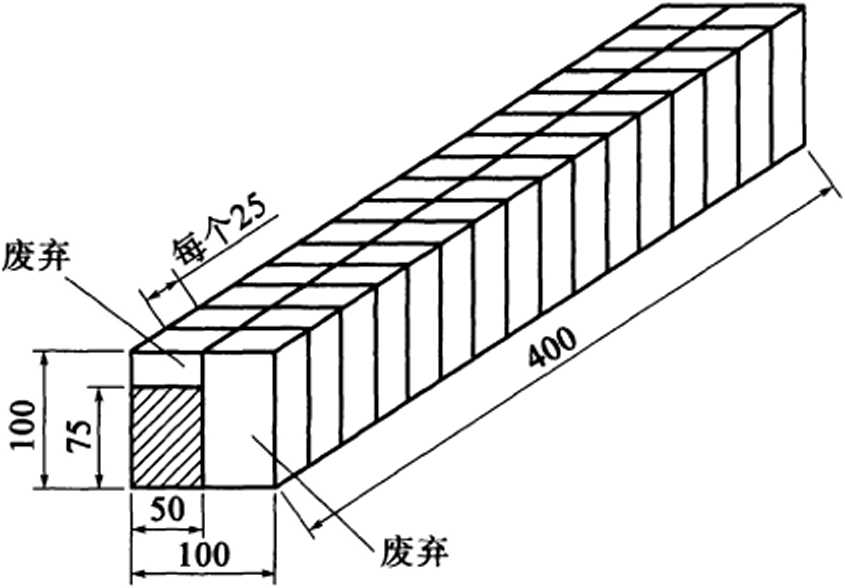
图A.1水泥混凝土块切割示意图
中华人民 共和国
交通运输行业标准 路面加热型密封胶
JT/T 740—2015
*
人民交通出版社股份有限公司出版发行 (IOOOll北京市朝阳区安定门外外馆斜街3号) 各地新华书店经销
北京市密东印刷有限公司印刷
♦
开本j880 ×1230 1/16 印张:0. 75 字数:20千
2015年9月第1版
2015年9月 第1次印刷
*
统一书号:15114・2231定价:15.00元
版权专有侵权必究 举报电话:010-85285150