
ICS 21.120.30
J 18
备案号:61114—2018
JB/T 9146—2017
代替 JB/T 9146—1999
Straight-Sided SPline—MaChining allowance and tolerances
2017-11-07 发布
2018-04-01 实施
中华人民共和国工业和信息化部 发布
图2外花键长度在1 OOOmm以内的小径和键宽的磨削余量与极限偏差
表2外花键长度在IOoOmm以内的小径和键宽的磨削余量与极限偏差
本标准按照GB/T 1.1-2009给出的规则起草。
本标准代替JB/T 9146—1999《矩形花键 加工余量:及公差》,与JB/T 9146—1999相比主要技术变 化如下:
——给图1和图2添加了图题(见图1、图2);
--给表1和表2添加了表题(见表1、表2)。
本标准由中国机械工业联合会提出。
本标准由全国机器轴与附件标准化技术委员会(SAC/TC 109)归口。
本标准起草单位:中机生产力促进中心、西安航空动力控制科技有限公司、中航工业一飞院。
本标准主要起草人:明翠新、李莹、赵慧婷、李海斌、朱悦。
本标准所代替标准的历次版本发布情况为:
——JB/Z 325—1988, JB/T 9146—1999«
1范围
本标准规定了矩形花键的切削加工余量及公差。
本标准适用于符合GBzr 1144规定的矩形花键。
2加工余量及公差 2.1内花键
内花键小径的拉削余量、磨削余量与极限偏差见图1和表1。
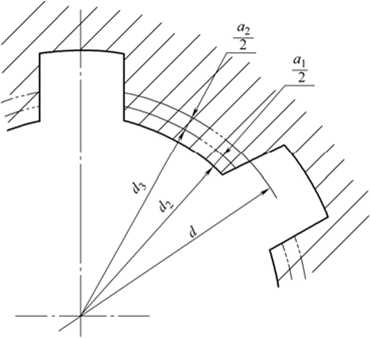
图1内花键小径的拉削余量、磨削余量与极限偏差
表1内花键小径的拉削余量、磨削余量与极限偏差 单位为毫米
|
花键小径 基本尺寸 d |
拉削余员 αι |
磨削余量: |
拉前小径为 |
拉后小径ʤ | ||
|
公称尺寸 |
极限偏差 (HIo) |
公称尺寸 |
极限偏差 (H7) | |||
|
11 |
0.25 |
0.15 |
10.60 |
+0.070 0 |
10.85 |
+0.018 0 |
|
13 |
12.60 |
12.85 | ||||
|
16 |
15.60 |
15.85 | ||||
|
18 |
17.60 |
17.85 | ||||
|
21 |
20.60 |
+0.084 0 |
20.85 |
40.021 0 | ||
|
23 |
22.60 |
22.85 | ||||
|
26 |
0.30 |
25.55 |
25.85 | |||
|
28 |
27.55 |
27.85 | ||||
表1内花键小径的拉削余量、磨削余量与极限偏差(续) 单位为臺米
|
花健小径 基本尺寸 d |
拉削余量 % |
磨削余量 % |
拉前小径冬 |
拉后小径ʤ | ||
|
公称尺寸 |
极限偏差 (HIO) |
公称尺寸 |
极限偏差 (H7) | |||
|
32 |
0.30 |
0.15 |
31.55 |
+0.100 0 |
31.85 |
+0.025 0 |
|
36 |
35.55 |
35.85 | ||||
|
42 |
41.55 |
41.85 | ||||
|
46 |
45.55 |
45.85 | ||||
|
52 |
0.20 |
51.50 |
+0.120 0 |
51.80 |
+0.030 0 | |
|
56 |
55.50 |
55.80 | ||||
|
62 |
61.50 |
61.80 | ||||
|
72 |
0.35 |
0.25 |
71.40 |
71.75 | ||
|
82 |
81.40 |
+0.140 0 |
81.75 |
+0.035 0 | ||
|
92 |
91.40 |
91.75 | ||||
|
102 |
101.40 |
101.75 | ||||
|
112 |
111.40 |
111.75 | ||||
2.2外花键
外花键长度在1 000 Inm以内的小径和键宽的磨削余量与极限偏差见图2和表2.
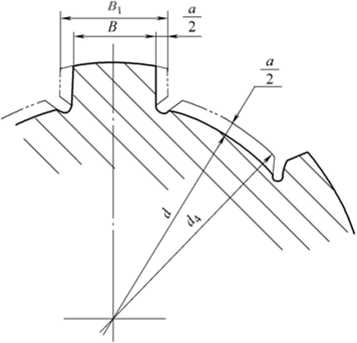
图2外花键长度在1 000 mm以内的小径和键宽的磨削余量与极限偏差
表2外花键长度在1 000 mm以内的小径和键宽的磨削余量与极限偏差 单位为毫米
|
花键小径 基本尺寸 d |
花键键宽 基本尺寸 B |
磨削余量 a |
_____________磨削前_____________ | |||
|
小径W |
键寛弓 | |||||
|
公称尺寸 |
极限偏差 (h9) |
公称尺寸 |
极限偏差 (hlθ) | |||
|
11 |
3 |
0.20 |
11.20 |
0 -0.043 |
3.20 |
0 0.048 |
|
13 |
3.5 |
13.20 |
3.70 | |||
|
16 |
4 |
16.20 |
4.20 | |||
表2外花键长度在1 000 mm以内的小径和键宽的磨削余量与极限偏差(续)单位为毫米
|
花键小径 基本尺寸 d |
花键键宽 基本尺寸 B |
磨削余撤 a |
_____________磨削前_____________ | |||
|
小径% |
键宽鸟 | |||||
|
公称尺寸 |
极限偏差 (h9) |
公称尺寸 |
极限偏差 (hlθ) | |||
|
18 |
5 |
0.20 |
18.20 |
0 -0.052 |
5.20 |
0 -0.048 |
|
21 |
5 |
21.20 |
5.20 | |||
|
23 |
6 |
23.20 |
6.20 |
0 -0.058 | ||
|
26 |
6 |
26.20 |
6.20 | |||
|
28 |
7 |
28.20 |
7.20 | |||
|
32 |
6 |
32.20 |
0 -0.062 |
6.20 | ||
|
36 |
7 |
36.20 |
7.20 | |||
|
42 |
8 |
0.30 |
4230 |
8.30 | ||
|
46 |
9 |
46.30 |
9.30 | |||
|
52 |
10 |
52.30 |
0 -0.074 |
10.30 |
0 -0.070 | |
|
56 |
10 |
56.30 |
10.30 | |||
|
62 |
12 |
62.30 |
12.30 | |||
|
72 |
12 |
72.30 |
12.30 | |||
|
82 |
12 |
82.30 |
0 -0.087 |
12.30 | ||
|
92 |
14 |
0.40 |
92.40 |
14.40 | ||
|
102 |
16 |
102.40 |
14.40 | |||
|
112 |
18 |
112.40 |
18.40 |
0.084 | ||
中华人民共和国 机械行业标准
矩形花键加工余量及公差 JBfT 9146-2017
*
机械工业出版社出版发行
北京市百万庄大街22号 邮政编码:IoOO37 *
210mm× 297mm , 0.5 印张・ 11 千字 2018年4月第1版第1次印刷 定价:12.00元
*
书号:15111 ・ 14774
网址:http: //www.CmPtx)Ok.com 编辑部电话:(OlO) 88379399
直销中心电话:(OlO) 88379399 封面无防伪标均为盗版
版权专有侵权必究