ICS 47. 020. 50
R 32
备案号:44983-2014
CB/T 3427—2013
代替 CB/T 3427—1992
RePairmg and installing technical requirements for ShiP rudder PartS
2014-03-01 实施
2013-10 一17 发布
拨 Cl10-529&D3 伟或 800706031 归真伪
或认為爲 中华人民共和国工业和信息化部 发 布
(舌页再宣布矿]
真品标识谨防仿密

本标准按照GB/T 1.1—2009给出的规则起草。
本标准代替CB/T 3427—1992《船舶舵系零部件修理和安装技术要求》,与CB/T 3427—1992相比主 要有下列变化:
——増加了 “螺栓螺母应旋紧,并装有防松装置。”(见4. 6) o
——>改了轴向位移公式的“等号”修改为“大于等于”符号(见5. 1.4中公式(1)、6.1中公 式(2) , 1992年版的5. 4中公式(1)、6. 1中公式(2) ) O
——增加了 “有键连接”和“无键连接”(见5. 1、5.2) o
——增加了 “海洋船舵杆包覆衬套时,其锥体根部应加装密封橡皮,装配后压紧量约为2≡〜3mm, 以防锥体锈蚀及海水冲蚀。”(见5. 2.4) o
——增加了 “舵系修理中,应对舵承滑油管路畅通和接头质量的情况加以检修。"(见9.1) o
——増加了“舵系组装结束后,应对法兰连接螺栓及螺母表面,以及裸露水中的舵销螺母包涂水泥, 以防冲刷锈蚀。包涂水泥前,应彻底清除表面的修渣和油污。包涂的水泥干硬后,表面不应有 龟裂或脱壳现象。”(见9.2) o
——增加了 “本标准凡提及允许采用塑料胶合装配时,都应严格遵照塑料胶合工艺执行(包括正确
配方、足够的固化时间、彻底清除锈渣及油污等)O
(见 9. 3) o
本标准由全国海洋船标准化技术委员会修船分技术委员会(SAC/TC12/SCI)归口。
本标准起草单位:天津修船技术研究所、天津新港船舶重工有限责任公司。
本标准起草人:张书清、白增林、李雪芹、陈建梅、邢志广、梁晶。
本标准所代替的历次版本发布情况为:
CB/T 3427—1992
船舶舵系零部件修理和安装技术要求
1范围
本标准规定了船舶舵系舵柄、舵杆与舵叶、舵销、舵轴等主要零件的修理和安装技术要求。
本标准适用于钢质海船,其他类型船舶也可参照使用。
2规范性引用文件 ⅞
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于本文 件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 699—1999优质碳素结构钢
3舵柄修理安装 3. 1舵柄结构型式
舵柄结构型式见图1~图4。

说明:
1---键;
2——柄。
图1整体式舵柄
CB/T 3427—2013
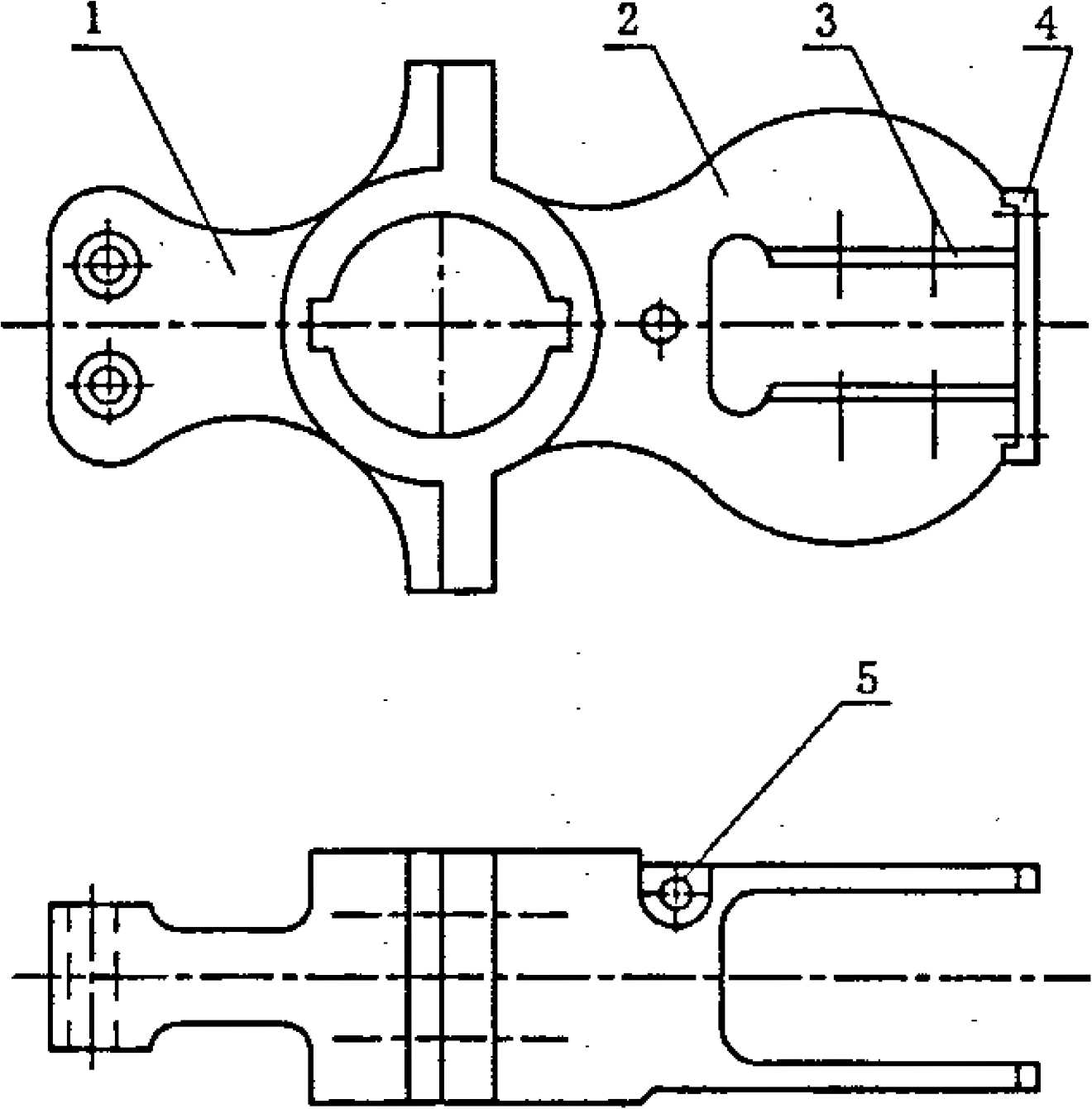
说明:
1∙—柄尾;
2— —柄头:
3— —垫块;
4--封板;
5——角感应柱螺孔。
图2拨插式舵柄
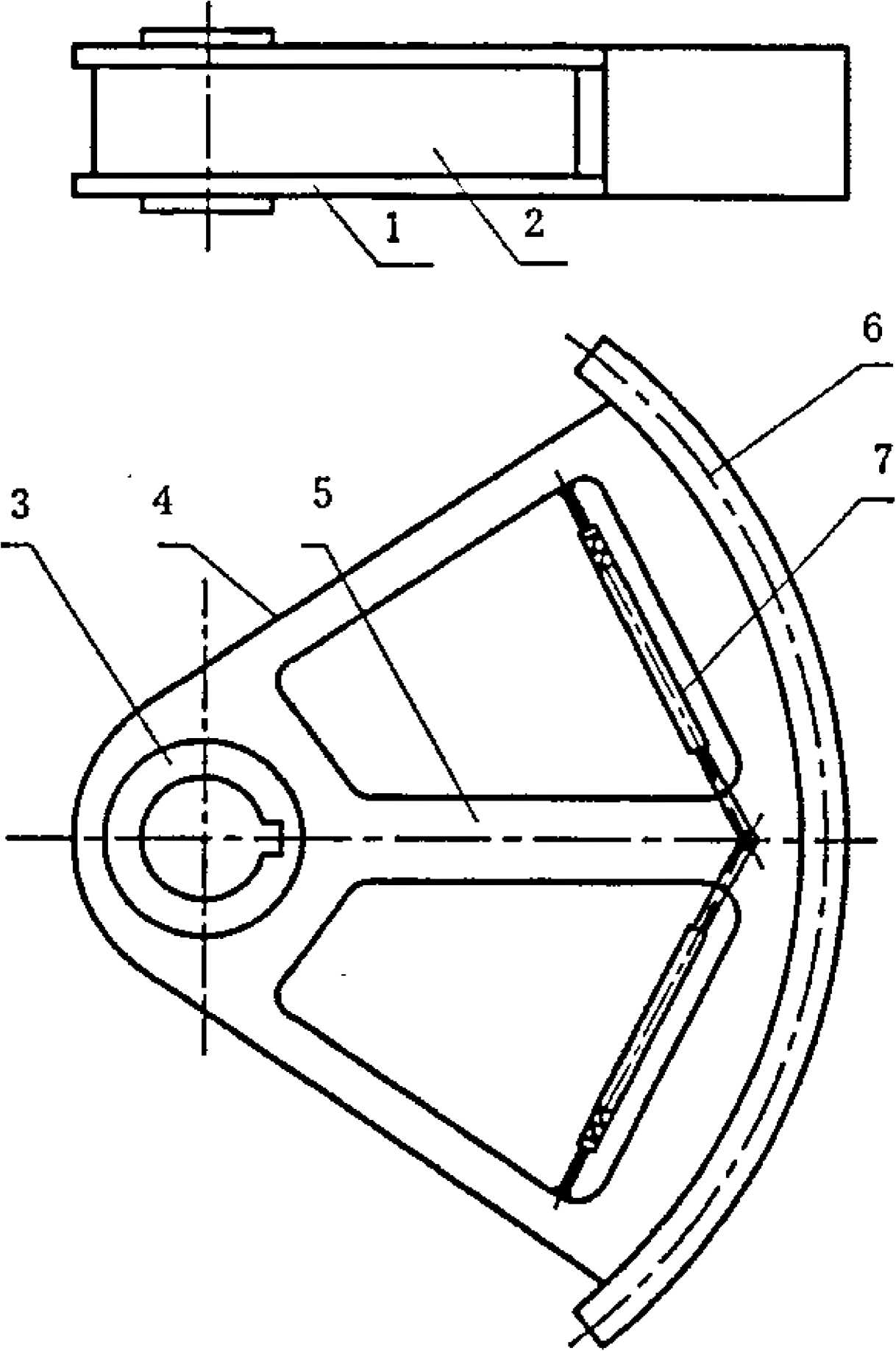
说明:
1— —下扇板;
2— 围板;
3— —柄毂;
4--上扇板;
5—柄臂;
6一扇形齿条;
7—缓冲弹簧。
图3扇式舵柄
说明:
1— —舵柄;
2— 键;
3— 螺栓;
4— —垫片;
5— —螺母;
6— 舵柄上盖。
3. 2舵柄与舵杆的安装
舵柄与舵杆的安装配合见表1。
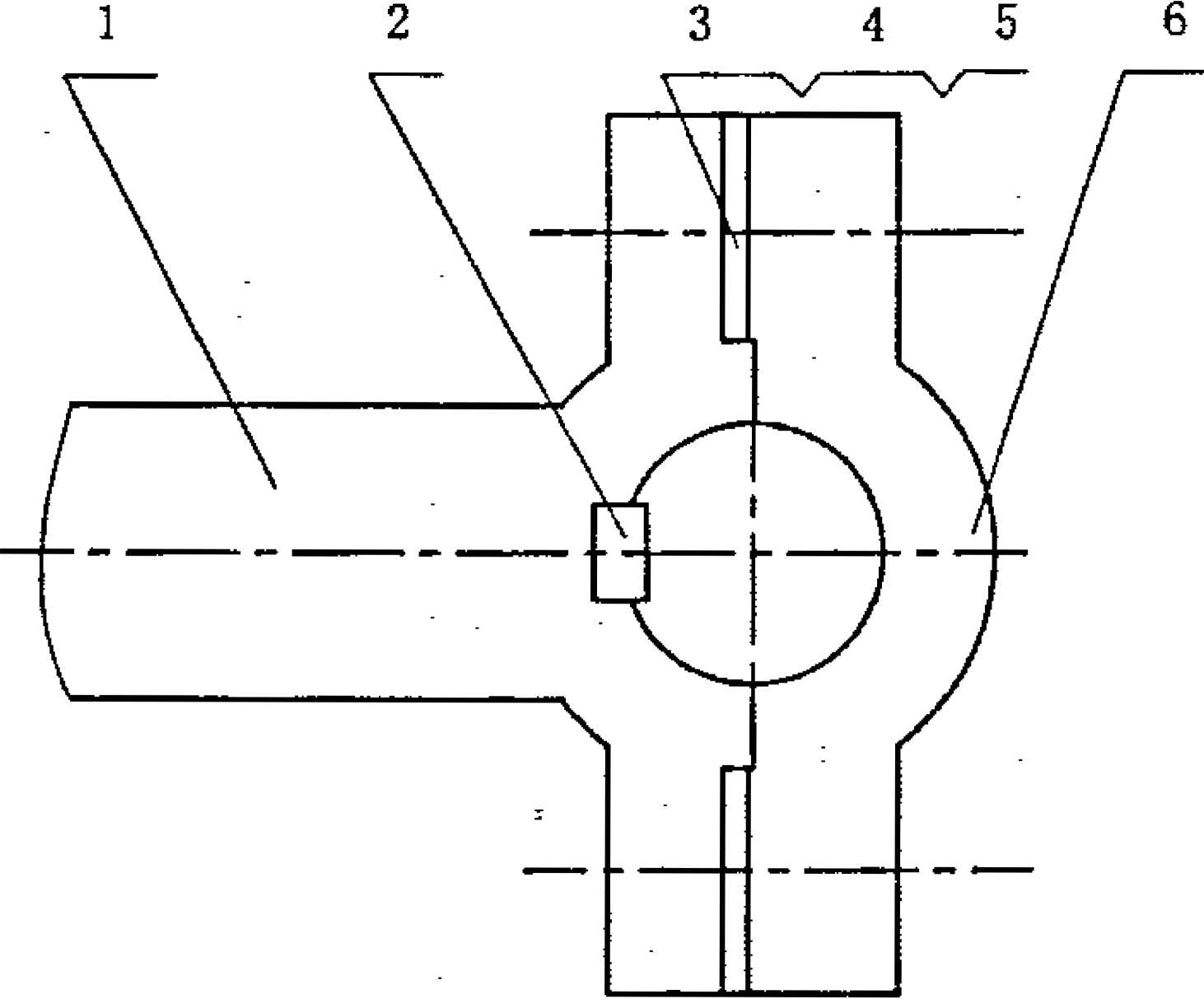
图4部分式舵柄
表1舵柄与舵杆的安装配合
单位为亳米
|
舵杆直径 |
整体式舵柄 安装过盈值 |
|
<80 |
0.040〜0.060 |
|
>80 〜120 |
0. 060〜0. 080 |
|
>120〜180 |
0. 080—0. 090 |
|
>180〜250 |
0. 090—0. 110 |
|
> 250〜315 |
0. 113—0. 130 |
|
> 315—400 |
0. 130—0. 150 |
|
> 400~500 |
0. 150 〜0. 172 |
|
> 500~630 |
0.172—0. 184 |
|
> 630—800 |
0.184—0. 204 |
|
剖分式舵柄安装值 |
扇式舵柄 安装间隙值 |
|
+0. 028—0. 021 |
0. 08—0. 09 |
|
+0. 032〜-0, 025 |
0. 09〜0. 13 |
|
+0. 037〜-0. 028 |
0.13 〜0.17 |
|
+0. 042~-0. 033 |
0. 17〜0. 23 |
|
+0. 048〜-0. 036 |
0. 23—0. 27 |
|
+0. 053~-0. 040 |
0. 27〜0. 33 |
|
+0. 058~-0. 045 |
0. 33—0. 37 |
|
+0. 063~ι(). 050 |
0. 37—0. 40 |
|
+0. 068〜-0* 055 |
0. 40〜0. 42 |
3.3舵柄与舵杆连接
3.3.1舵柄键槽中心面与舵柄孔中心线平面对称度公差值应不超过0∙ 10 mm,键槽两侧工作面平行度 公差值应不大于0. 15 ≡∕m,键槽深度偏差应不大于0.15 ≡∕mo
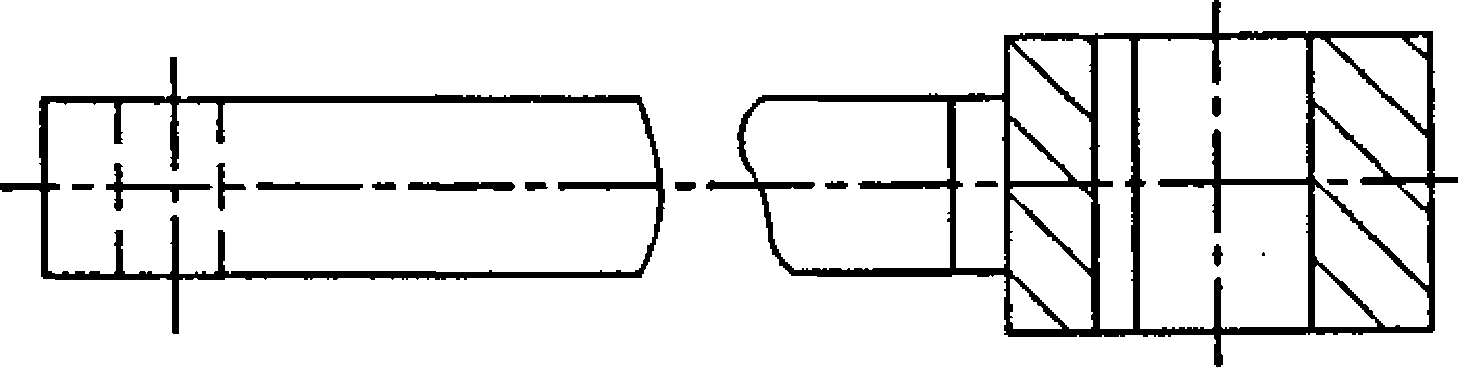
3.3.2键与键槽的表面粗糙度、剖面尺寸及公差见图5和表2。
CB/T 3427—2013
1 2 3
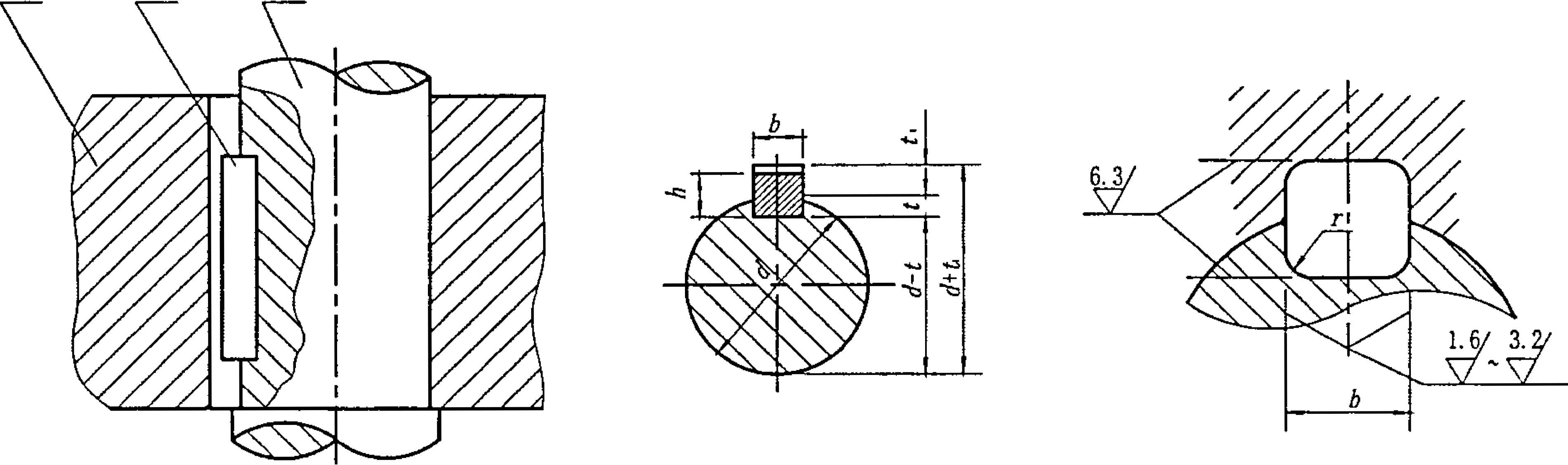
说明:
1---柄;
2— —键;
3— —舵杆。
图5键与键槽
表2键与键槽的表面粗糙度、剖面尺寸及公差
单位为臺米
|
轴 |
键 |
键 槽 | ||||||||
|
公称 直径 d |
公称 尺寸 b×h |
宽度b____ |
______深度 |
半径Q | ||||||
|
公称 尺寸 h |
极限偏差 |
轴七 |
毂在 | |||||||
|
轴N9 |
毂JS9 |
极限 偏差 |
公称 尺寸 |
:极限 偏差 |
最小 |
最大 | ||||
|
65~75 |
20X12 |
20 |
0 ~0. 052 |
±0. 026 |
7. 5 |
+0.2 0 |
4.9 |
+0. 2 0 |
0. 40 |
0.60 |
|
> 75〜85 |
22X14 |
22 |
9.0 |
5.4 | ||||||
|
> 85〜95 |
25X14 |
25 |
9.0 |
5.4 | ||||||
|
>95—110 |
28X16 |
28 |
10.0 |
6.4 | ||||||
|
>110〜130 |
32X18 |
32 |
0 -0. 062 |
+ 0. 031 |
11.0 |
7.4 | ||||
|
>130〜150 |
36X20 |
36 |
12.0 |
+0.3 0 |
8.4 |
+0.3 0 |
0. 70 |
1.0 | ||
|
>150 〜170 |
40X22 |
40 |
13.0 |
9.4 | ||||||
|
>170〜200 |
45X25 |
45 |
15.0 |
10.4 | ||||||
|
> 200〜230 |
50X28 |
50 |
17.0 |
11.4 | ||||||
|
>230〜260 |
56X32 |
56 |
0 -0. 074 |
+ 0. 037 |
20.0 |
12.4 |
1.2 |
1.6 | ||
|
>260〜290 |
63X32 |
63 |
20.0 |
12.4 | ||||||
|
>290 〜330 |
70X36 |
70 |
22.0 |
14.4 | ||||||
|
> 330~380 |
80X40 |
80 |
25.0 |
15.4 |
2.0 |
2.5 | ||||
|
>380〜440 |
90X45 |
9。 |
-θ~^ -0. 087 |
÷ 0.0435 |
28.0 |
17.4 | ||||
|
> 440〜500 |
100X50 |
100 |
31.0 |
19.5 | ||||||
3. 3. 3配键后在键槽两侧0. 05 mm塞尺不得插入,个别修整部分插入长度不得超过键长的15 % o
3. 4舵柄修理
3.4.1舵柄孔与舵杆配合松动,允许对舵柄孔进行堆焊或喷镀,堆焊后进行退火处理。
3.4.2舵柄内孔锈蚀或拉伤面积不超过总面积的15 %时,允许手工修整。
3.4.3舵柄不允许有与受力方向垂直的裂纹。
3.4.4舵柄弯曲每米不大于IlIInI时允许冷矫直,大于Imm时可用热矫直,加热温度不得超过650 °C。
3. 4. 5舵柄损坏严重允许割换,换新部分的材质含碳量应不大于母材含碳量的10 %,杂质含量应不大 于母材含量。
4舵杆与舵叶法兰连接
_ -
4.1连接螺栓和螺母一般釆用GB/T 699—1999中的35号或45号钢锻件,化学成分、机械性能按 GB/T 699 规定。
4. 2舵杆与舵叶的法兰连接键配合要求同3. 3. 2。
4.3当法兰进行镇削时,法兰的减薄量不得超过法兰公称厚度的10%,超过时应进行强度校核。
4/4法兰组装后结合面间用0. 05 mm塞尺检査,局部插入段长度不得超过法兰周长的25 %,插入深度 不得超过法兰边至螺孔边最小距离的二分之一。
4. 5连接法兰面涂防腐涂料后进行安装。
4. 6舵杆与舵叶连接法兰的螺栓与孔的安装配合要求按表3规定。螺栓螺母应旋紧,并装有防松装置。
表3舵杆与舵叶连接法兰的螺栓与孔的安装配合
单位为亳米
|
螺栓直W |
≤30 |
> 30〜50 |
> 50〜70 |
>70 〜IOO |
>100—120 |
> 120〜160 | |
|
与孔的配合值 |
O〜-0. 10 |
+0. 005〜 -0. 005 |
+0. 005 〜0 |
+0. 005〜 +0. 02 |
+0. 01〜 +0. 025 |
+0. 015~ +0. 03 | |
|
螺孔 |
圆柱度 |
0. 02 |
0. 02 |
0. 03 |
0. 03 |
0. 035 |
0. 04 |
|
圆度 |
O. Ol |
O. Ol |
0.02 |
0. 02 |
0. 025 |
0. 03 | |
|
螺栓 |
圆柱度 |
0.015 |
0.015 |
i 0.02 |
0. 02 |
0. 03 |
O- 03 |
|
圆度 |
0.01 |
0.01 |
0.015 |
0.015 |
0. 02 |
0. 02 | |
4.7法兰连接面间不允许加垫片。
5舵杆与舵叶的锥体连接 5. 1有键连接 5.1.1舵杆锥体与舵叶锥孔研配,每25mm×25≡面积内部不少于2点油粉斑,接触面积不少于总面
积的70%。
5.1.2锥体端部螺母旋紧后,在螺母与舵叶的支撑平面间0.05 nun塞尺局部插入深度不大于10 nun,
插入段周长部不超过螺母周长10%a
5.1.3舵杆与舵叶的锥体连接处腐蚀面积不超过总面积25 %,孤立锈斑深度不超过大端直径的1 %时,
允许手工修理或釆用环氧树脂基修补剂修补;大于25 %时应进行焊补或喷镀修复。
5.1.4锥体连接装配时应为过盈配合,其过盈量用安装的轴向位移AS表示,其值按表4规定,或按公
式(1)计算幻
CB/T 3427—2013
锥体连接装配时最小轴向位移对照
单位为亳米
|
舵杆锥体大端轴颈直径d |
锥度4 一 | |||||
|
1:7 |
1:8 |
1:10 |
1:12 |
1:15 |
1:20 | |
|
_________________最小轴向位移4& | ||||||
|
200 |
0. 42 |
0. 48 |
0. 60 |
0. 72 |
0. 90 |
1.20 |
|
300 |
0. 63 |
0. 72 |
0. 90 |
1.08 |
1.35 |
1.80 |
|
400 |
0. 84 |
0. 96 |
1.20 |
1.44 |
1.80 |
2. 40 |
|
500 |
1. 05 |
1.20 |
1.50 |
1.80 |
2. 25 |
3.00 |
|
600 |
1.26 |
1.44 |
1.80 |
2.16 |
2.70 |
3. 60 |
|
700 |
1.47 |
L 60 |
2. 10 |
2. 52 |
3. 15 |
4. 20 |
1 2
Δ5τ1≥0. 3d、上 10-3
1 IA
(1)
式中:
ΔSι--轴向位移的数值,单位为毫米(mm);
d】——舵杆锥体大端轴颈直径的数值(不计护套壁厚),单位为毫米(哑); kɪ——配合面的锥度。
以舵杆锥体与舵叶锥孔紧密贴合作为轴向位移Asl的起始点。
5.2无键连接 5.2.1舵杆锥体与舵叶锥孔研配后每25 ≡X25 Inm面积内不少于4个油粉斑,在锥孔的两端50 mm〜 100 nun长度上接触斑点应更密实6 5.2.2依据技术指导文件规定的液压动力和压入量及操作步骤,将舵叶压装到位。需要时作出压力-压入量曲线图。
5.2.3舵杆锥体与舵叶孔釆用无键连接时,轴向位移计算同6.1。
5.2.4海船舵杆包覆衬套时,其锥体根部应加装密封橡皮,装配后压紧量约为2 mm〜3血,以防锥体 锈蚀及海水冲蚀。
6舵销或舵轴锥体与舵钮孔连接 6.1锥体连接过轴向位移按公式(2)计算。
1 q
△5>°・ 5d9 —10-3
2 F .................................. (2)
式中:
Δ*S--轴向位移的数值,单位为毫米(mm);
dz——舵销锥体大端直径的数值(不计护套)•,单位为毫米(≡n);
k2——销锥度。
以舵销和舵销锥孔紧密贴合作为轴向位移4S的起始点。
CB/T 3427—2013
6. 2轴向位移量不大于Imin时,允许偏差应不大于±0.1 mm;轴向位移量大于1
InIll时,允许偏差应
不大于±0. 2 IlImO
6,3锥体连接其他要求同5∙ L
7转轴舵舵轴安装
7.1舵轴锥体连接过盈量计算同6.1。
7.2舵轴法兰连接同第4章要求。但允许加固定垫,垫的最小厚度应不小于3 nun,垫与法兰应塞焊固
定。
8舵钮孔和尾柱底骨孔修理
8. 1孔表面腐蚀面积不超过总面积30 %,孤立锈斑深度不超过大端直径的3 %时,允许用环氧树脂基 修补剂进行修补。
8. 2扩孔修理时,孔径小于200 ≡时,壁厚应不小于公称轴径的0.5倍;当孔径大于200 mm时,壁 厚应不小于公称轴径的0. 35倍。
9其他 9.1舵系修理中,应对舵承滑油管路畅通和接头质量的情况加以检修。
9.2舵系组装结束后,应对法兰连接螺栓及螺母表面,以及裸露水中的舵销螺母包涂水泥,以防冲刷 锈蚀。包涂水泥前,应彻底清除表面的修渣和油污。包涂的水泥干硬后,表面不应有龟裂或脱壳现象。
9.3本标准凡提及允许釆用塑料胶合装配时,均应遵照塑料胶合工艺执行。
2ozlgtzslo
中华人民共和国 船舶行业标准
船舶舵系零部件修理和安装技术要求
CB/T 3427-2013
中国船舶工业综合技术经济研究院出版
北京市海淀区学院南路70号
邮政编码:100081
电话:010-62185021
船舶标准化管理研究与咨询中心发行
版权专有不得翻印
开本880× 1230 1/16 印张0.75字数5.10千字
2014年9月第1版 2014年9月第一次印刷
印数1-300
CB/T 3427—2013
船标出字第2013296号