Ss 二 103, 4 MPa
110. 32
96. 53
82. 74
68.95
55. 16
41,37
27. 58
13÷ 79

0.02 0.004 ,ɑæe ɑoæ ɑoɪo ɑoɪa ɑou αoιe αoi8 QCaO αo22
(f-c)∕J?的比值
IcS 75. 200
SY
E 98
备案号:18037—2006
SY/T 0608—2006
DeSign and COnStrUCtiOIl Of large, welded, IOW - PreSSUre StOrage tanks
2006-07-10 发布 标准分享网WWW. bzfxw. COm免费下载
2007-01-01 实施
5.17多个开孔的补强..................... •.
5.23焊接接头系数 ..................................................'•
6.8焊工和焊接操作工的考核....................................■'
∏
附录V (资料性附录)国内最低日平均温度低于-20"C的气象台站及数据摘要
附录W (资料性附录)本标准与API Std 620: 2002的技术性差异及其原因
附录X (资料性附录)本标准章条编号与APlStd 62(): 2。02章条编号对照
-⅜r. —J—
本标准修改釆用APlStd 620: 2002《大型焊接低压储罐的设计与建造》及2004年补遗(英文 版)。
本标准根据APlStd 620: 2002 Tenth edition ferUary及2004年补遗重新起草。为了方便比较, 在资料性附录X中列出了本标准章条编号与API Std 620: 2002章条编号的对照一览表。
本标准在釆用API Std 620 : 2002时进行了修改,其中技术性差异用垂直单线标识在它们所涉及 的条款的页边空白处,并在附录W中给出了技术性差异及其原因的一览表,以供参考。
本标准除包括了附录W和附录X已表明的差异外,还做了下列编辑性修改:
a) 删除了 APlStd 620: 2。02 的前言;
b) 删除了 APl Std 620: 2002的“特殊说明”;
C)采用了我国法定计量单位,APlStcl 620: 20。2中使用的单位部分保留在括号中;
d)增加了资料性的附录V。
本标准的附录B、附录Q、附录R、附录S和附录U为规范性附录,附录A、附录C、附录D、 附录E、附录F、附录G、附录H、附录I、附录K、附录L、附录M、附录N、附录。、附录P、附 录V、附录W和附录X为资料性附录。
本标准由石油工程建设专业标准化委员会设计分会提出并归口。
本标准起草单位:中国石油天然气管道工程有限公司天津分公司、廊坊分公司。
本标准主要起草人:李力秀、孟凡彬、吴绍英、唐志国、杨文洪、崔慧娟、杜金玉、王世斌、胡 婉莹、李风舞、赵翠玲(正文部分),尹晔昕、程晖、孙正国、王育民、许杰、胡春伟、傅伟庆、刘 凌、段金燕、曲忠奎(附录部分)。
1范围
1.1.1本标准适用于具有单一垂直回转轴,用于储存石油中间产品(气体或蒸气)、成品以及其他类 似液体的大型钢制焊接低压地上储罐的设计与建造。
1.1.2 本标准适用于设计压力〈表压)小于0- IMPa (151b∕in2),金属温度不高于121°C (250 °F) 的储罐。
1.1.3本标准的基本规定适用于最低日平均环境温度为-45°C (-5OT)以上的建罐地区。附录S 中的低压不锈钢储罐不受环境温度的限制。附录R适用于金属温度范围为-51°C〜4.5。C (-60 T-+ 40 T)冷藏产品的低压储罐。附录Q适用于金属温度不低于-168'C (-27OT)的液化屈气低压 储罐。
1.1.4本标准的规定可适用于:
a) 盛装或储存液面以上存在气相空间的液体储罐。
b) 单独盛装或储存气体或蒸气的储罐,但不适用于悬挂式的气体罐。
1.1.5本标准中的规定未包括卧罐,但是可运用其适宜的部分,并根据工程实践,设计和建造卧罐。 对未包括的卧罐细节,其安全性应与本标准提供的设计和建造细节的安全性相同。
1.1.6附录A提供了技术咨询回复。
1.1.7附录B提供了本标准未列材料的使用。
1.1.8附录C提供了储罐基础的推荐作法。
1.1.9附录D提供了储罐支承结构的推荐作法。
1.1.10附录E提供了储罐内部和外部附属结构的推荐作法。
1.1. ∏ 附录F提供了各种设计问题应用有关规定的举例.
1.1.12附录G提供了有关腐蚀裕量和氢致裂纹的考虑。
1.1.13附录H提供了预热、焊后热处理和应力消除推荐作法。
1.1.14附录I提供了锤击处理的建议作法。
1.1.15附录J为将来增补时的预留。
1.1.16附录K提供了对确定安全泄放能力的建议。
1.1.17附录L提供了储罐的抗震设计。
1.1.18附录M提供了推荐的承包商报告内容。
1.1.19附录N提供了压力泄放装置的安装。
1.1. 20附录O提供了低压储罐安装推荐作法。
1.1. 21附录P提供了无损检测和试验要求汇总。
1.1.22附录Q适用于液化炷气低压储罐的设计和制造。
1.1. 23附录R适用于冷藏产品低压储罐的设计和制造。
1.1. 24附录S适用于非冷冻介质的奥氏体不锈钢储罐。
1.1. 25附录U提供了储罐焊接接头采用超声检测代替射线检测的细则O
1. L 26附录V提供了国内最低日平均温度低于- 2(ΓC的气象台站及数据摘要。
1.1.27附录W提供了本标准与API Std 620; 2002的技术性差异及其原因。
1. 1. 28 附录X提供了本标准章条编号与APl Std 620: 2002章条编号的对照。
1.2.1由于建造的罐体大小和形状不同,本标准所给出的规定不能包括全部的设计和建造细节。对 于一个特定的设计本标准中未给出的规定,应由承包商提供设计和建造细节,并经业主授权的代表同 意,并且这些细节提供的安全性要与本标准提供的相符。
1. 2.2与按本标准建造储罐”的罐体相连接的内部和外部接管,超出以下范围的不在本标准规定范 围内:
a) 螺栓连接法兰的第一个法兰密封面。
b) 罐体外侧螺纹连接的第一个螺纹接头。
C)焊接连接的第一道环向接头[与外部管线连接的大于DN50mm (2in)的接管,应伸出罐体 外至少20Omm (8in),并应限界于栓接法兰丄
1.2.3使用本标准铭牌的承包商,应保证储罐的建造符合本标准的要求。
2规范性引用文件
下列文件中的条款通过本标准的引用而构成本标准的条款。凡是注日期的引用文件,其随后所有 的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方 研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
2.1国内规范性引用文件
GB 150钢制压力容器
GB/T 229金属夏比缺口冲击试验方法
GB/T 699优质碳素结构钢技术条件
GB/T 700碳素结构钢
GB/T 1220不锈钢棒
GB/T 1591低合金高强度结构钢
GB/T 3077合金结构钢技术条件
GB 3193铝及铝合金热轧板
GB/T 3274碳素结构钢和低合金结构钢热轧厚钢板及钢带
GB/T 3375焊接术语
GB 3531低温压力容器用低合金钢钢板
GB 4237不锈钢热扎钢板
GB/T 4437铝及铝合金热挤压管
GB 6654压力容器用钢板
GB 6479化肥设备用高压无缝钢管
GB/T 8163输送流体用无缝钢管
GB/T 9112钢制管法兰类型与参数
GB/T 9445无损检测人员资格鉴定与认证
GB/T 12604. 1无损检测术语 超声检测
GB 13296锅炉、热交换器用不锈钢无缝钢管
GB/T 14976流体输送用不锈钢无缝钢管
1)专业术语“罐体”涉及罐的顶、壳和底的定义见3. 5。按附录Q和附录R建造的储罐可能有内、外两层顶、 壳和底。在这些双层壁的储罐中,a)在两层罐壁之间的环形空间输送冷冻产品或气体的接管,b)穿过外罐 至第一条环向接头的接管,必须符合附录Q和附录R的接管规定。
GB 19189压力容器用调质高强度钢板
GB 50236现场设备、工业管道焊接工程施工及验收规范
GB 50253输油管道设计规范
GB 50341立式圆筒形钢制焊接油罐设计规范
JB 4708钢制压力容器焊接工艺评定
JB/T 4709钢制压力容器焊接规程
JB 4726压力容器用碳素钢和低合金钢锻件
JB 4727低温压力容器用碳素钢和低合金钢锻件
JB 4728压力容器用不锈钢锻件
JB 4730压力容器无损检测
HG 20592钢制管法兰型式、参数(欧洲体系)
HG 20615钢制管法兰型式、参数(美洲体系)
SY/T 0510钢制对焊管件
2.2国外规范性引用文件
AA2i
铝结构技术条件一许用应力的设计和注释
ACp
318钢筋混凝土的建筑规范要求(ANSI/ACI 318)
钢结构手册
API
Std 605大直径碳钢法兰(公称直径26〜60;等级75, 150, 300, 400, 600和900)
Std 620大型焊接低压储罐的设计与建造
Std 2000常压和低压储罐的通气装置(非冷冻和冷冻的)
ANSF)
H35.2轧制铝材的尺寸公差
ASME5>
Bl. 20.1 一般用管螺纹(英制)(ANSI/ASMEBI.20. 1)
B16. 5 管法兰和法兰附件(ANSI/ASME B16. 5)
B16. 47 大直径管钢制法兰(ANSl/ASME B16. 47)
B31.3 化工厂和炼油厂管道(ANSI/ASMEB31. 3)
B36. IoM 焊接和无缝轧制钢管(ANSI/ASME B36. 10)
B96. 1焊接的铝合金储罐(ANSI/ASME B96. 1)
锅炉和压力容器规范
第V卷无损检测
第皿卷压力容器第1分篇
第IX卷焊接和钎焊评定
CP-189无损检测人员资格证书与评定标准
SNT -TC-IA推荐的实施规程无损检测人员的资格评定利证书 ASTMS)
A6结构用轧制厚钢板、型钢、钢板桩和棒钢的一般要求
A2O压力容器用铜板的一般要求
A36结构钢
A105管道元件用碳素钢锻件
Al 06高温作业用碳素钢无缝钢管
A131船用结构钢
A181通用管道用碳素钢锻件
A182高温用锻制或轧制的合金钢管法兰、锻制管件、阀门和零件
A193高温用合金钢和不锈钢螺栓材料
A194高温高压螺栓连接用碳钢和合金钢螺母
A213锅炉、过热器和换热器用铁素体和奥氏体合金无缝钢管
A240压力容器用耐热馅及铭镣不锈钢厚板、薄板和钢带
A283低、中强度的碳素钢板
A285压力容器用低、中强度碳素钢板
A312奥氏体不锈钢无缝和焊接铜管
A320低温用合金钢螺栓材料
A333低温用无缝和焊接钢管
A334低溫用碳素钢和合金钢无缝钢管或焊接钢管
A350管道元件用的要求缺口韧性试验的碳素钢和低合金钢锻件
A351受压元件用奥氏体、奥氏体一铁素体(双相)钢铸件
A353压力容器用二次正火加回火的9%镣合金钢板
A358高温用熔焊奥氏体铭一镣合金钢管 ■
A370钢制品机械性能试验方法和定义
A403锻制奥氏体不锈钢管件
A480压延不锈和耐热钢厚板、薄板和钢带的一般要求
A516中低温压力容器用碳素钢板
A522低温用锻制或轧制含8%和9%镣合金钢法兰、管件、阀门和零件
A537压力容器用热处理碳镒硅钢板
Λ553压力容器用调质8%和9%镣合金钢板
A573改善韧性的碳素结构钢板
A633正火高强度低合金结构钢
A645压力容器用特殊热处理的5 %镣合金钢板
A662中低温压力容器用碳一镒钢板
A678结构用调质碳钢板和高强度低合金钢板
A737压力容器用高强度低合金钢板
A841用热控制轧制工艺(TMCP)生产的压力容器用钢板
B209铝和铝合金薄板和厚板
B210铝和铝合金拉制无缝管
B211铝和铝合金棒材和线材
B221铝合金挤制棒材、线材、型材和管材
B241铝合金无缝管和挤压无缝管
B247铝和铝合金模锻件、手工锻件和轧制的环形锻件
B308铝合金6061 - T6标准轧制的或挤压的结构型材
B444镣一铭一铝一锯合金管子
B619镣和镣一钻合金标准尺寸的焊管■
B622竦和镣一钻合金无缝钢管
E23金属材料缺口冲击试验
AWS'J)
A5.11镣和镣合金药皮焊条(ANSI/AWSA5.11)
A5. 14镣和镣合金填充丝和焊丝(ANSI/AWS A5.14)
3术语和定义
下列术语和定义适用于本标准。
3.1
最大许用应力 InaXhlm allowable StreSS
本标准中给出的或提供的设计公式中,对指定的材料、载荷特性和储罐构件或零件所允许的最大 应力。
3.2
设计压力 design PreSSUre
操作时储罐顶部气相空间的最大正压力(表压"它是储罐安全泄放装置压力设定的依据。设计 压力与本标准所指储罐的“公称压力”的意义相同.
3.3
公称液体容积 IIOnninai IiqUid CaPaCity
设计最高液位和最低液位之间储存的液体容积(不包括罐内无效容积)O
3.4
液体总容积 total IlqUid CaPaCity
设计最高液位以下储存液体的容积(不包括罐内无效容积)。
3.5
罐体 tank Wall
限定储罐范围的各种回转体表面的全部板壳,使储罐内部与周围大气隔开。圆筒形储罐的平底包括在 罐体内。因此,罐体包括罐壁、罐顶和罐底。但是,不包括下列任何位于罐体上或伸出罐体外的部件:
a) 接管、人孔、补强圈或盖板。
b) 隔板、连接板、桁架、结构支柱或其他构件.
C)从罐体上突出的抗压圈角钢、扁钢或钢梁部分。
d)其他的附件。
3.6
焊接术语 WeIdJng term
9)美国焊接协会,550 N. W. LeJeUne Road, Miam如 FiOrida 33135, www.aws.org”
焊接术语定义见GB/T 3375o
顾客。
承担设计或制造并具有相应资质的单位。
4材料
4.1 一般规定
4.1.1材料的技术条件
按本标准建造的储罐所使用的材料,应符合本章的要求(对于特殊材料的要求见附录Q、附录R和附 录S)。釆用其他标准生产的材料,若满足本章所列材料规范的全部要求,并经业主同意,也可以选用。
4.1,2不能完全鉴别的材料
对于已有的板材或管材,如果不能确认与本标准所列材料的技术条件完全一致,应按附录B规 定进行检验,验证合格后,可用于建造符合本标准规定的储罐。
4.1.3受压附件
所有受压附件,如管件、阀门、法兰、接管、焊接短管、焊接盖板、人孔构件和盲法兰盖均应使 用本标准规定的材料制造,特殊部件可使用ANSl标准认可的材■料制造。这些附件应标明承包商的厂 名或商标,以及所用标准要求的其他标记。这些标记应标明适用的额定工况和材料应符合的标准和规 范。如果受压附件上已有的任何永久性的或临时性的标记经检验员认可,能说明承包商特定项目的书 面资料的,以替代受压附件的详细标记,也认为是符合本标准要求的。
4.1.4小型零部件
小尺寸的铸件、锻件或轧制件。当没有工厂试验报告或合格证书时,只要检验员判定其适用于指 定的用途,对焊接件是可焊的材料等级,则这些部件是可以使用的。
4.2钢板
4.2.1 一般规定
4. 2.1.1承受薄膜应力的钢板,或对储罐的整体结构起重要作用的钢板(包括平底圆筒形储罐的罐 底边缘板),均应符合所选择材料的规范,罐壁所使用钢板在最低日平均环境温度下,应具有较高的 抗低温脆性破坏的能力。
4. 2.1. 2任何情况下,业主应规定设计温度,储罐使用的板材应符合表1、表2中对温度使用范围 的要求,除有特殊要求和4. 2.2的规定以外,接触非冷藏液体的材料,其设计温度应高于建罐地区最 低日平均环境温度8°C (15T)O最低日平均环境温度应取建罐地区尽可能长时间里的气温记录。建 罐地区无记录时,可按附录V确定或由业主根据所掌握的最可靠的资料估计最低日平均环境温度。 凡有特殊措施的场合(如罐外有保温,或加热储液),能保证罐壁温度不低于最低日平均环境温度加 8°C (15T)时,金属温度应通过计算或由现有的类似储罐的实际温度参数确定,按严者执行。
4. 2.2低应力设计
当设计条件下的实际应力不超过许用拉伸应力的1/3时,为低应力设计。其设计准则为;
a) 不与储罐内储存液体或气体接触的部件,按表1、表2选材时,不必考虑金属设计温度(见 Q. 2. 3 和 R. 2. 2) O
b) 储罐液面以上气相空间或储存气体且不与内罐物料相接触的储罐部件,按表1、表2选材时, 设计温度可以提高16°C (30T)O
C)非冷藏产品平底圆筒形储罐罐底(符合5. 11.2要求的带平衡结构的)所用钢板除与罐壁焊接
的底板外,均可以从表1、表2中选择任何材料制造。
表1中国钢板标准及最低技术要求
|
序 号 |
钢 号 |
使用范围 |
钢板标准 |
备 注 | |
|
设计温度 OC |
最大板厚 mm | ||||
|
1 |
Q235 -A. F |
>0 |
12 |
GB/T 3274 | |
|
2 |
Q235 - A |
>0 |
20 |
GB/T 3274 | |
|
3 |
Q235 - B |
>0 |
24 |
GB/T 3274 | |
|
4 |
Q235 - C |
>0 |
30 |
GB/T 3274 | |
|
5 |
20R |
>-20 |
34 |
GB 6654 |
a∣b>c |
|
6 |
16MnR |
>-20 |
34 |
GB 6654 |
alb>c |
|
7 |
16MnDR |
>-40 |
16 |
GB 3531 |
C |
|
8 |
15MnNbR |
>-20 |
34 |
GB 6654 |
b,e |
|
9 |
12MnNiVR |
>-20 |
34 |
GB 19189 | |
|
10 |
07MnNiMOVDR |
>-40 |
16 |
GB 19189 |
b,c |
|
a厚度大于30mm的钢板应在正火状态下使用。 b厚度大于3Qmm的16MnR. 20R、15MnNbR,应逐张进行超声检测,按JB 4730的规定,IH级为合格。调 质供货的钢板,应逐张进行超声检测,按JB473。的规定,II级为合格。 C应按4. 2. 5.1的要求进行夏比V型缺口冲击试验。 | |||||
表2 ASTM钢板标准及最低技术要求
|
序 号 |
钢 号 |
使用范围___ |
备 注 | ||
|
钢板标准 |
等 级 |
设计温度 OC |
公称厚度 mm | ||
|
1 |
4.2 3.3所列 |
≥18 |
≤19 | ||
|
≥-4 |
W12 | ||||
|
2 |
ASTM A36 , |
≥18 |
≤25 | ||
|
3 |
ASTM A36 修正 2 |
≥-4 |
◎ | ||
|
4 |
ASTM A131 |
B |
2-4 |
≤25 | |
|
⅛-20 |
≤12 | ||||
|
CS |
≥-20 |
>12 | |||
|
37 |
≤25 | ||||
|
A 37 |
>25 |
a | |||
|
5 |
ASTM A516 |
55, 60, 65, 70 |
≥-20 |
>12 |
b |
|
≥-37 |
≤12 | ||||
|
≥-37 |
14 〜25 |
e | |||
|
. ≥-37 |
>25 |
a>c | |||
表2 (续)
|
序 号 |
钢 号 |
___使用范围 |
备 注 | ||
|
钢板标准 |
等 级 |
设计温度 OC |
公称厚度 mm | ||
|
6 |
ASTM A573 |
58, 65» 70 |
>-20 |
>12 |
b |
|
≥-37 |
≤12 | ||||
|
58 |
≥-37 |
14 〜25 |
C | ||
|
≥-37 |
>25 |
9<C | |||
|
7 |
ASTM A537 |
级别1和级别2 |
≥-37 |
<25 | |
|
≥-37 |
>25 |
P | |||
|
8 |
ASTM A662 |
B, C |
≥-20 |
>12 |
b |
|
≥-37 |
≤12 | ||||
|
≥-37 |
14 〜25 |
C | |||
|
m亠37 |
>25 |
aτc | |||
|
9 |
ASTM A633 |
C, D |
N-37 |
≤25 | |
|
≥-37 |
>25 |
S | |||
|
10 |
ASTM A678 |
A, B |
≥-37 |
≤25 | |
|
≥-37 |
>25 |
P | |||
|
11 |
ASTM A737 |
B |
≥- 20 |
>12 | |
|
≥~37 |
≤25 | ||||
|
≥-37 |
>25 |
a | |||
|
12 |
ASTM A841 |
1 |
≥-37 |
≤25 | |
|
≥-37 |
>25 | ||||
|
』每张钢板均应按4, 2. 5, 2做冲击试验。 b厚度大于38mm (l1∕2i∏)的钢板均应为正火板。 C钢板应是正火或淬火加回火的钢板(见4 2.4.2)。 | |||||
4. 2.3钢板标准
4. 2. 3.1 一般要求:钢板标准应按4. 2. 3. 2〜4. 2. 3. 3所列的各项执行,并应符合4.2.4和表1、表 2中的修正和限制的各项规定。
4. 2. 3. 2中国标准:
a) GB/T 700 o
b) GB/T3274。
C) GB 3531 o
d) GB 6654。
e) GB 191890
a) ASTM A20o
b) ASTM A36,并需符合以下APl修正的要求:
1) 要求镒含量范围为O. 80⅝~1.20⅜,
2) 供应的材料不应是沸腾钢或半镇静钢。
C) ASTM A131 (仅结构级)。
d) ASTM A283 [仅C级和D级,且最大公称厚度为19mm <3∕4in)丄
e) ASTM A285 [仅C级,且最大公称厚度为19mm (3∕4in)丄
O ASTM A516,并需符合以下APl修正的要求:
1) 修正1要求熔炼分析最大碳含量为0.20⅝ ;允许最大锭含量应为1. 50%。
2) 修正2要求熔炼分析最低镒含量降至().70%和最大锭含量增至1.4()%。熔炼分析最大碳 含量应限制到().2()%。钢为正火钢。熔炼分析最大硅含量可增至().50%,
g) ASTM A537,并需符合以下APl修正的要求:
D熔炼分析最低镒含量应为().80%。
2)熔炼分析,如最大碳含量为0.20%,其最大镒含量可增至1.60%。
h) ASTM A573o
i) ASTM A633 (仅 C 级和 D 级)。
J) ASTM A662 (仅 B 级和 C 级)。
k) ASTM A678 (仅 A 级和 B 级)。
l) ASTM A737 (仅 B 级)。
m) ASTM A841 (仅 1 级)。
4. 2. 4钢極制造
4. 2.4.1所有钢板均应釆用电炉或碱性吹氧法冶炼,不应使用粗轧钢板。受压部件所用的钢板(除 按表1与表2的要求确定厚度的钢板),应按边缘基准厚度订货,以保证钢板厚度负偏差不大于
0. 25mm (0.0Iin)O这一规定并不禁止使用按重量基准订货的钢板,但沿钢板边缘多点测量所确认的 实际厚度,其最小值与设计所需厚度的负偏差不大于O- 25mm (0. Olm)O
注:使用钢板Q235-A. F、Q235-A、Q235 - B、Q235 - C等碳素结构钢板时,钢板的厚度负偏差应按相应的| 标准,确定板厚时,应考虑厚度负偏差。
4. 2. 4. 2经业主同意,控轧钢板或热机控制工艺(TMCP)生产的钢板(为了提高缺口韧性,由指 定的热轧工艺生产的材料)可用以取代要求正火处理的钢板。每张轧制钢板均应按R.2. L2的规定 进行夏比V型缺口冲击试验。
4.2.5冲击试验试样
4. 2. 5.1当表1有要求,下述钢板应进行夏比V型缺口冲击试验。
a) 凡符合下列条件的钢板,应每批取…张进行夏比V型缺口低温冲击试验。
1) 设计温度低于IrC且厚度大于25mm,设计温度低于-IcrC且厚度大于16mm的2()Ro
2) 设计温度低于-IerC且厚度大于20tnm的16MnR、15MnNbRO
b) 凡符合下列条件的钢板,应逐张进行夏比V型缺口冲击试验。
D调质供货的钢板。
2)设计温度低于-20°C的16MnDRO
4. 2. 5. 2当表2有要求,每张钢板(钢板指的是由一个钢板坯轧制的,或者由一个钢锭直接轧制的 一批钢板)均应进行夏比V型缺口冲击试验。
4. 2. 5. 3钢板的夏比V型缺口冲击试验应按GB/T 229试样进行。除了本标准中规定可用表R∙ 5中 冲击值代替表R. 2中的值以外,应满足R- 2. 1. 2中的要求。 '
4.3钢管、法兰、锻件
储罐部件承受内压所用的钢管、法兰、锻件,应符合4.3. 1-4. 3. 5的相关要求。
4.3.1钢管
4. 3.1.1钢管应遵循下列标准之一,金属设计温度低于-20'C时,钢管材料应符合表R ]或表R. 3的要求。|
a) GB 6479。
b) GB/T 8163 0
4.3.1.2钢管标准的使用范围见表3。
表3无缝钢管使用范围
|
序号 |
钢 号 |
使用范围 |
钢管标准 |
使用状态 | |
|
设计温度 OC |
壁 厚 mm | ||||
|
1 |
10 |
>-20 |
≤16 |
GB/T8163 |
热轧或正火 |
|
>-30 |
≤16 |
GB 6479 |
正火 | ||
|
2 |
20 |
>-20 |
≤10 |
GB/T 8163 |
热轧 |
|
3 |
20 |
>-20 |
≤16 |
GB 6479 |
______IEΛ______ |
|
4 |
16Mn |
>-20 |
≤16 |
GB/T 8163 |
热轧 |
|
>-40 |
≤20 |
GB 6479 |
正火____ | ||
4.3.2组焊管件
组焊管件,如弯头、三通和U型弯头,按本标准有关章节规定,可釆用熔焊的焊接方法制造。
4.3.3法兰
4.3.3.1法兰应遵循下列标准:
a) GB/T 9112 o
b) HG 20592 0
C) HG 20615 0
d) ANSI/ASME B16. 5„
e) ANSI/ASME Bl6. 47 (B 系列)。
4.3.3.2用于板制接管法兰的钢板材料的物理机械性能应优于或等于上述标准的要求,并应符合
4. 2. 3的要求。
4.3.4锻件
4.3. 4.1锻件应遵循下列标准:
a) JB 4726。
b) JB 47270
C) JB 47280
4.3. 4. 2公称厚度大于3∞mm或设计金属温度不大于~ 20°C的低合金钢锻件应选用HI级或IV级锻件。
4.3. 4. 3低合金钢锻件使用温度不大于-20°C时,其热处理状态及最低冲击试验温度按表4的规定O
表4低合金钢锻件使用状态及最低冲击试验温度
|
钢 号 |
热处理状态 |
公称厚度 tn∏ι |
最低冲击试验温度 OC |
|
16MnD |
调质 |
-40 | |
|
09MnNiD |
调质 |
_ ≤300 |
-70 |
|
20MnMoD |
调质 |
≤300 |
* -40 |
|
>300—700 |
-30 | ||
|
08MnNiCrMOVD |
调质 |
≤300 |
-40 |
|
10Ni3MoVD |
_____调质 |
' ≤300 |
-50 |
4.3.5韧性的要求
当设计温度低于-2()°C时,承受内压的钢管、法兰、锻件应进行夏比V型缺口低温冲击试验, 冲击试验要求应符合GB 150中的规定。
4.4螺栓材料
螺栓可采用合金钢或低合金钢制造,并应符合或优于"”以下标准要求:
a) GB/T 699;
b) GB/T 700;
C) GB/T 3077 o
螺栓、螺母材料的使用范围见表5。
表5螺栓、螺母材料使用范围
|
序号 |
钢 号 |
钢材标准 |
使用状态 |
使用温度 OC |
备 注 |
|
1 |
Q235 - A |
GB/T 700 |
热轧 |
>-20 | |
|
2 |
20, 25, 35 |
GB/T 699 |
正火 |
>-20 |
S |
|
3 |
30CrMoA |
GB/T 3077 |
调质 |
>-100 |
b |
|
4 |
3 5 CrMOA |
GB/T 3077 |
调质 |
>-10(] |
b |
|
3为号、25号钢只用于螺母. b当使用温度不大于-2。C时,应进行使用温度下的低温冲击试验,试验温度不高于最低设计温度,低温冲 击功指标应符合R- 2.1.3的规定。 | |||||
4.5结构型钢
所有承受压力载荷或对罐的整体结构起重要作用的结构型钢(建罐地区最低日平均温度低于 -20oC时,不应采用沸腾钢,且应符合表Rt或表R. 3的要求),所用材料应采用电炉或碱性吹氧法 冶炼,并应符合以下标准:
a) GB/T 699。
b) GB/T 700 „
C) GB/T 1591。
5设计
5.1 一般规定
5.1.1范围
本章适用于建造第1章范围内任何型式的低压储罐,为设计、制造和检验提供最基本的规定,为 检验判断储罐的安全性提供依据。凡是本规定中未涉及的设计和制造内容成经业主授权的检验员批 准,并由承包商提供与本规定同样安全可靠的设计和制造细节。
5.1.2压力室
由两个或两个以上相互独立的压力室组成,且具有同一个罐顶、罐底或其他公用部件的储罐。每 一个受压部件应按操作条件下最苛刻的压力或真空的组合条件进行设计。
1(»如果采用较高应力值的螺栓,不宜采用全平面的密封垫片。
5.1.3避免凹坑
罐壁的成形应避免在液面上升时有气体不宜排出的内部凹坑或有可能聚积雨水的外部凹坑。
5.1.4气相空间
储罐公称容积的最高设计液位以上的气相空间的体积不应小于液体总容积的2%。
5.1.5新设计的试验
设计的储罐具有特殊的形状或大接管开孔时,在罐壁上引起周围的应力集中达到一定程度,不能 用计算的方法保证安全时,应采用验证性试验方法设计,并按7. 19中提供的方法测量应变。
5.2操作温度
储存在储罐中(或进罐)的液体、蒸气或气体的温度不应超过121°C (25OT)O
5.3设计压力
5.3.1最高液位以上的部分
5.3.1.1储罐最高液位以上气相空间的罐壁、罐顶和其他部件的设计压力,不应小于压力泄放阀的 设定压力;也不应小于形成的最大局部真空,其值按最大规定流速通过真空泄放阀所形成的真空度来 确定,其最大设计正压(表压)为储罐公称压力,且不应超过0. IMPa (151b∕in2)0
5. 3.1. 2操作时,罐内的液面不会达到罐的顶部,按7. 18.4的规定,在水压试验时应充水到顶部, 因此储罐应按5.3.3的规定,根据两个最高液面的条件,按不同的液体密度分别设计。
5.3.1.3在正常操作压力和压力泄放阀的设定压力之间应留有适当的余量。此余量应满足储存液体 的温度、密度及气体和蒸汽等其他因素引起的压力增长量。
5.3.1. 4设计的最大真空度要大于真空泄放阀设定的开启值。
5.3.2最高液位以下部分
最高液位以下部分(每个重要的元件)应能承受气压(或局部真空)与液体静压力的组合的最苛 刻的条件。
5.3.3储液的密度
储液的密度应为在16°C (60T)温度下每立方米液体的质量。储存介质的最小计算密度不应小 于770kg∕m3 (481b∕ft3)o最小计算密度不适用于储存气体的储罐,也不适用于附录Q和附录R所述 的储存冷藏液体的储罐。
设计大型低压储罐时,应考虑以下载荷:
a) 按5. 3规定设计压力。
b) 储罐、储液的质量。
C)局部和整体的支撑系统,包括基础自然条件预计的影响(参见附录C和附录D).
d) 附加载荷,如平台和梯子的支架以及由气候条件引起附加的载荷,如雪载荷(参见附录E)等。
e) 风载荷或规定的地震载荷(见5.5.6)。
f) 连接管道产生的载荷。
g) 绝热层和衬里的质量。
5.5罐体的最大许用应力F
5. 5.1 一般规定
按本标准设计和制造的罐壁中可能存在较高的局部剪切和二次弯曲应力,在规定的试验压力的过 程中可能引起某些局部的再变形,只要在试验压力泄放后这种再变形并不严重,在相反的方向没有塑 性应变,则是允许的。
H)大型低压储罐双向应力准WJC J.J. DvGrath著,焊接学会(345EaSt 47" SItreet, NewYork)出版,69号
(1961年6月),纽约。 ―
5.5.2术语
5. 5. 2.1符号:在5. 5.3—5. 5.5和图1中的符号如下。
a) t---壁厚,mm;
b) R——罐壁的曲率半径,mm;
C) C--腐蚀裕量,mm;
d) StS——纯拉伸的最大许用应力,见表6或表7, MPa;
e) SCS——纵向最大许用压应力,对于圆柱形罐壁受轴向载荷作用,同时在环向既无拉伸也无压
缩力〈按5.5.4. 2由壁厚与半径的比值确定),MPa;
f) S,.——许用拉应力,由于同时存在着垂直于它的压应力,故SM低于S“,MPa;
g) Se——许用压应力,由于同时存在着垂直于它的拉或压应力,故Sei低于Scs, MPa;
h) Stt——在所考虑的点上,计算的拉应力,MPa;
i) ⅛c——在所考虑的点上,计算的压应力,MPa;
j) S,——表示拉应力的通用变量,可以是许用应力,也可以是计算应力,按使用该变量的前后
关系确定,MPa;
k) SC——表示压应力的通用变量,可以是许用应力,也可以是计算应力,按使用该变量的前后
关系确定,MPa;
l) N——拉应力S与纯拉伸最大许用应力Sa的比值;
m) M--压应力StZ与纵向最大许用压应力SKi的比值(见图F. 1)。
5.5. 2.2罐体的定义见3. 5,除非本标准另有规定,接管、人孔接管、补强圈、法兰和盖板的应力 不应超过罐体的许用应力。
5.5.3最大拉应力
5. 5. 3.1罐体外侧的最大拉应力(按5. 4所列任何载荷确定,或按照规定的操作条件可能出现的这 些载荷的任何组合确定)不应超过5. 5.3.2和5. 5. 3. 3所规定的应力值。
5. 5.3.2如果经向和纬向单位力L和H均为拉力,或其中一个为拉力另外一个为零时,则计算的 拉应力值不应超过表6或表7给出的应力值。
表6中国材料纯拉伸的最大许用应力值
|
材料名称 |
标准编号 |
规格厚度 Inm |
规定的最小值 |
纯拉伸的最大 许用应力StS MPa | |
|
抗拉强度 MPa |
屈服点 MPa | ||||
|
钢板 __ | |||||
|
Q235 -A F |
GB/T 700 GB/T 3274 |
≤16 |
375 |
235 |
104 |
|
Q235 -A |
GB/T 700 GB/T 3274 |
≤16 |
375 |
235 |
104 |
|
Q235 - B |
GB/T 700 GB/T 3274 |
≤16 |
375 |
235 |
104 |
|
17—40 |
375 |
225 |
104 | ||
|
Q235 - C |
GB/T 700 GB/T 3274 |
≤16 |
375 |
235 |
112 |
|
17〜4。 |
375 |
225 |
112 | ||
表6 (续)
|
材料名称 |
标准编号 |
规格厚度 mm |
规定的最小值 |
纯拉伸的最大 许用应力StS MPa | |
|
抗拉强度 MFa |
屈服点 MPa | ||||
|
20R |
GB 6654 |
6〜16 |
400 |
245 |
120 |
|
17—25 |
400 |
235 |
120 | ||
|
26 〜36 |
400 |
225 |
120 | ||
|
16MnR |
GB 6654 |
6〜16 |
510 |
345 |
153 |
|
17—25 |
490 |
325 |
147 | ||
|
26 〜36 |
490 |
305 |
147 | ||
|
38—60 |
470 |
285 |
141 | ||
|
16MrLDR |
GB 3531 |
6~16 |
490 |
315 |
147 |
|
15MnNbR |
GB 6654 |
6〜16 |
530 |
370 |
159 |
|
17 〜36 |
530 |
360 |
159 | ||
|
12MnNiVR |
GB 19189 |
6〜34 |
610 |
490 |
183 |
|
07MnNiMOVDR |
GB 19189 |
6~16 |
610 |
490 |
183 |
|
钢管 ____________ | |||||
|
ICl |
GB/T 8163 |
≤16 |
335 |
205 |
100.5 |
|
20 |
GB/T 8163 |
≤10 |
390 |
245 |
117 |
|
≤16 |
4W |
245 |
125 | ||
|
20 |
GB 6479 |
≤16 |
390 |
245 |
117 |
|
16Mn |
GB/T 8163 |
≤16 |
490 |
325 |
147 |
|
锻钢 ____ | |||||
|
20 |
JB 4726 |
≤100 |
370 |
215 |
Ill |
|
>100—300 |
370 |
195 |
Ill | ||
|
16Mn |
JB 4726 |
≤300 |
450 |
275 |
135 |
|
16MnD |
JB 4727 |
≤300 |
450 |
Z75 |
135 |
|
09MnNiD |
JB 4727 |
≤300 |
420 |
260 |
126 |
|
20MnMOD |
JB 4727 |
≤300 |
530 |
370 |
159 |
|
>300—500 |
510 |
350 |
153 | ||
|
>500—700 |
490 |
330 |
147 | ||
|
08MnNiCrMOVD |
JB 4727 |
≤300 |
600 |
480 |
180 |
|
IONi3MoVD |
JB 4727 |
≤300 |
600 |
480 |
180 |
|
螺栓 | |||||
|
Q235 - A |
GB/T 700 |
≤M20 _ I |
375 |
235 |
76 |
表6 (续)
|
材料名称 |
标准编号 |
规格厚度 mɪn |
规定的最小值 |
纯拉伸的最大 许用应力SIS MPa | |
|
抗拉强度 MPa |
屈服点 MPa | ||||
|
35 |
GB/T 699 |
≤M22 |
530 |
315 |
102 |
|
M24—M27 |
510 |
295 |
103 | ||
|
30CrMoA |
GB/T 3077 |
≤M22 |
700 |
550 |
139 |
|
M24 〜M48 |
660 |
500 |
148 | ||
|
35CrMOA |
GB/T 3077 |
≤M22 |
835 |
735 |
188 |
|
M24—M48 |
8(B |
685 |
203 | ||
|
受压结构虱钢 | |||||
|
Q345 - A |
GB/T 1591 |
≤16 |
470 |
345 |
129 |
|
>16 〜35 |
470 |
325 |
129 | ||
|
N36 〜5Q |
470 |
295 |
129 | ||
|
>50—100 |
470 |
275 |
129 | ||
|
Q345 - B |
GB/T 1591 |
≤16 |
470 |
345 |
129 |
|
>16 〜35 |
470 |
325 |
129 | ||
|
≥36-50 |
470 |
295 |
129 | ||
|
>50—100 |
470 |
275 |
129 | ||
|
Q345 — C |
GB/T 1591 |
470 |
345 |
129 | |
|
>16 〜35 |
47Θ |
325 |
129 | ||
|
≥36-50 |
470 |
295 |
129 | ||
|
>50—100 |
470 |
275 |
129 | ||
|
Q345 - D |
GB/T 1591 |
≤16 |
470 |
345 |
129 |
|
>16—35 |
470 |
325 |
129 | ||
|
》36〜50 |
470 |
295 |
129 | ||
|
>50—100 |
470 |
275 |
129 | ||
|
Q345 - E |
GB/T 1591 |
≤16 |
470 |
345 |
129 |
|
>16—35 |
470 |
325 |
129 | ||
|
≥36-50 |
470 |
295 |
129 | ||
|
>50—100 |
470 |
275 |
129 | ||
|
Q390 - D |
GB/T 1591 |
≤16 |
490 |
390 |
135 |
|
>16—35 |
490 |
370 |
135 | ||
|
236 〜5。 |
490 |
350 |
135 | ||
|
>50—100 |
490 |
330 |
135 | ||
表6 (续)
|
材料名称 |
标准编号 |
规格厚度 Inln |
规定的最小值 |
纯拉伸的最大 许用应力StS MPa | |
|
抗拉强度 MPa |
屈服点 MPa | ||||
|
Q390 - E |
GB/T 1591 |
≤16 |
490 |
390 |
135 |
|
>16 〜35 |
490 |
370 |
135 | ||
|
236 〜51) |
490 |
350 |
135 | ||
|
>50—100 |
490 |
330 |
135 | ||
|
注1:除了参照注2的附加系数和限制之外,本表所给出各种材料的许用应力值(螺栓用钢除外),取材料规 定的最低抗拉强度的3U%或规定的最低屈服强度的6()%两者中的较小值。螺栓用钢的许用应力按GB 50341的规定。 注 2:结构钢 <Q235 -A. F, Q235 - A, Q235 - Bt Q345 - A, Q345 - B, Q345 - C, Q345 - Df Q345 - E, Q390 - D ⅛ Q390 - E)的应力值包括Q∙ 92的质量系数, | |||||
表7 ASTM材料纯拉伸的最大许用应力值
|
技术条件H |
级 另0 |
注 |
规定的最小值 |
纯拉伸的最大 许用应力st5h-MPa (lb∕in2) | |
|
抗拉强度 MPa (lb∕in2) |
屈服点 MPa( Ib1Zin2 ) | ||||
|
钢 板 | |||||
|
ASTM A36 |
— |
d |
400 C58000) |
248 (36000) |
110 ¢16000) |
|
ASTM A131 |
A |
d÷e>f - |
400 (58000) |
235 (34000) |
105 (152Oo) |
|
ASTM A131 |
B |
d |
400 (58000) |
235 (34000) |
110 <16000) |
|
ΛSTM A131 |
CS |
d |
400 <58000) |
235 (34000) |
IIcl (16000) |
|
ASTM A283 |
C |
d,e |
379 (55000) |
207 ¢30000) |
105 <15200) |
|
ASTM A283 |
D |
d,e,f |
414 (60000) |
228 ¢33000) |
105 <15200) |
|
ASTM A285 |
C |
d |
379 (55000) |
207 (30000) |
114 (16500) |
|
ASTM A516 |
55 |
— |
379 (55000) |
207 (30000) |
114 <16500) |
|
ASTM Λ516 |
60 |
— |
414 ¢60000) |
221 (320()0) |
124 <18000) |
|
ASTM Λ516 |
65 |
— |
448 (65000) |
241 (35000) |
134 ¢19500) |
|
ASTM A516 |
70 |
— |
483 ¢70000) |
262 (38000) |
145 (21000) |
|
ASTM A537 |
1级 |
g |
483 (70000) |
345 (50000) |
M5 (2WoO) |
|
ASTM A537 |
2级 |
g |
552 (80000) |
414 ¢60000) |
165 (24000) |
|
ASTM A573 |
58 |
d |
400 (58000) |
221 (32000) |
114 (16500) |
|
ASTM A573 |
65 |
d |
448 ¢65000) |
241 ¢35000) |
124 ¢18000) |
|
ASTM A573 |
70 |
d |
483 <70000) |
290 ¢42000) |
133 (19300) |
|
ASTM A633 |
C, D |
d,g |
483 (70000) |
345 (50000) |
133 (19300) |
|
ASTM A662 |
B |
— |
448 (65090) |
276 ¢40000) |
134 (19500) |
表7 (续)
|
技术条件3 |
级 别 |
注 |
规定的最小值 |
纯拉伸的最大 许用应力SS此 MPa (lb∕in2) | |
|
抗拉强度 MPa Clb∕m2) |
屈服点 MPa (lb∕in2) | ||||
|
钢 板 | |||||
|
ASTM A662 |
C |
S |
483 (70000) |
296 (43(M)O) |
145 (21000) |
|
ASTM A678 |
A |
d1 h |
483 ¢70000) |
345 (50000) |
133 (19300) |
|
ASTM A678 |
B |
CLh |
552 (80000) |
414 (60000) |
152 (22100) |
|
ASTM A737 |
B • |
g |
483 (70000) |
345 (50(Kw) |
145 <21000) |
|
ASTM A841 |
1 |
K |
483 (70000) |
345 (50000) |
145 (21000) |
|
__________________________钢 管__________________________ | |||||
|
无缝管 _______ | |||||
|
ASTM Al 06 |
B |
— |
414 (60000) |
241 (35000) |
124 (1800(J) |
|
ASTM AlO6 |
C |
— |
483 ¢70000) |
276 (40000) |
145 (21000) |
|
ASTM A333 |
1 |
— |
379 (55000) |
207 (300()0) |
114 (16500) |
|
ASTM A333 |
3 |
— |
448 (65000) |
241 (35000) |
134 (19500) |
|
_____锻 件 __________ | |||||
|
ASTM Al 05 |
— |
— |
414 (60000) |
207 (30000) |
124 (18009) |
|
ASTM A181 |
1 |
— |
414 (60000) |
207 C30000) |
124 (18000) |
|
ASTM A181 |
II |
— |
483 (70000) |
248 (36000) |
145 (2UX)0) |
|
ASTM A350 |
LFl |
— |
414 (60000) |
207 <30000) |
124 (18000) |
|
ASTM A350 |
LF2 |
— |
483 ¢70000) |
248 (36000) |
145 (2ItX)O) |
|
ASTM A350 |
LF3 |
— |
483 <70000) |
276 (40000) |
145 (21000) |
|
__m ⅛____ | |||||
|
ASTM A36 |
地脚螺栓用 |
i |
400 (58000) |
248 (36000) |
105 ¢15300) |
|
ASTM Al 93 |
B7 |
i |
862 (125000) |
725 (105000) |
165 (24000) |
|
ASTM A320 |
L7 |
i |
862 (125000) |
724 O05(≡) |
165 (24000) |
|
a遵照4, 2〜4. 5对各种材料技术条件所规定的全部有关修改和限制。 b除了参照脚注d, f的附加系数和限制之外,本表所给出各种材料的许用应力值(螺栓用钢除外),取材料规 定的最低抗拉强度的30%或规定的最低屈服强度的60%两者中的较小值由 C除已将焊接接头系数考虑在规定的许用应力值,或按5. 5-3 3确定的N值低于表8给出的焊接接头系数(即 受N值影响许用应力值的减少大于焊接接头系数的影响)等情况之外,受拉婢缝规定的应力值应乘以表g 给出的焊接接头系数值。 d结构钢的应力值包括了 J 92的质量系数。 e所采用的钢板和钢管厚度不应大于19mm。 f应力值限于抗拉强度379MPa (5500()lb∕in2>c 容厚度≤63mmo h 厚度≤38mmQ 「见5.瓦 | |||||
5.5∙3∙3如果经向力「是拉力,同时存在的纬向力R是压力时,或Tl是压力,匸是拉力,则计算 的拉应力傀不应超过许用拉应力Sta° Sta值是由表6或表7给出的应力值与N值相乘得到的,N值 是根据压应力值(SC = SCC)和相关比值(Z-C) /R从图1中查出。但是,在单位压力不超过与它同 时存在的相垂直的单位拉力的5%时,可按照5.5.3.2中的规定确定拉应力的大小,而不受本条的规 定限制(见F」按本条确定的许用拉应力值%的例题)。但Sta值不应超过表8给出的拉伸的焊接接 头系数与表6或表7所列的纯拉伸许用应力值的乘积。
Ss 二 103, 4 MPa
110. 32
96. 53
82. 74
68.95
55. 16
41,37
27. 58
13÷ 79
0.02 0.004 ,ɑæe ɑoæ ɑoɪo ɑoɪa ɑou αoιe αoi8 QCaO αo22
(f-c)∕J?的比值

注L任何时候,由特定的O-C) /J?确定的压应力不应超过由曲线CMBC所示的SUS值:压应力的值 或N值不应位于该曲线的左侧或上方。
注2: 与N的关系见图Ele
注3:当压应力是纬向时,当压应力是经向时,令R = R"
图 1 屈服点为 2»6.8MPa-262MPa (3000001b∕in2 -380001b∕in≈)的钢材,
组合拉应力和压应力的双向应力图
衰8电瓢焊縫的最大焊接接头系数
|
接头型式 |
使用范围 |
基本焊接 接头系数 % |
射线检测, |
最大焊接 接头系数b % |
|
双面焊或相当于双面焊的对接接 头(不包括带金属垫板的焊缝) |
双面焊或相当于双面焊的对接接 头(液位以上的罐顶除外) |
85 |
局部 |
85 |
|
全部。 |
100 | |||
|
液位以上的罐顶 |
70 |
— |
70 | |
|
局部 |
85 | |||
|
全部C |
100 |
表8 (续)
|
接头型式 |
使用范围 |
基本焊接 接头系数 % |
射线检测, |
最大焊接 接头系数b % |
|
带垫板的单面焊对接接头 |
板厚W32mm纵向或经向接头和 环向或纬向接头F 接管的连接焊缝没有厚度限制 |
75 |
局部 |
75 |
|
全部匸 |
85 | |||
|
液位以上的爐顶 |
70 |
— |
70 | |
|
局部 |
75 | |||
|
全部C |
85 | |||
|
无垫板的单面焊对接接头 |
接管的连接焊缝 - |
70 |
— |
70 |
|
双面焊满角焊搭接接头d |
板厚≤10mm纵向或经向接头和 相当,环向成鋪向接头(不包括 按5.12.2^求对焊的纵向或经 向接头) |
70 |
— |
70 |
|
单面焊满角搭接接头d |
其他板厚M 16mm环向或纬向 接头 |
65 |
—— |
65 |
|
板厚≤10πun纵向或经向接头和 环向或纬向接头[不包括当接头 中较薄板的厚度差26mm (1/ 4in)时,纵向或经向接头] |
35 |
— |
35 | |
|
封头与接管的单面焊满角搭接 接头 |
厚度W16mm的受压凸型封头的 附件,仅在接管内侧使用角焊缝 |
35 |
—— |
35 |
|
连接接管的角焊缝______ |
接管与补强件的连接焊缝 |
(包括套5. 16. 8.3的强度系数中) | ||
|
塞焊(见5, 24. 5) |
接管补强件的连接焊⅜T |
80 |
— |
80 |
|
E检测要求见5. 26和7. 15. b无论这一列给出任何值,At为负值或其他外载荷,具有压应力横穿接头的双曲率表面的钢板之间的搭接接头 的焊接接头系数可取I-OS ½压应力不应超过4.8MPa (700lb∕⅛i)r对于其他所有焊接接头,许用压应力 Sea应用接头的焊接接头系数。对于全焊透的对接接头的焊接接头系数《接头在连接板的全厚度上受压缩) 可以取LeL C所有主要的对接接头(见5.26. 4. 2)应按5.26的规定进行全部射线或超声检测,接管和补强圈的连接焊缝 应按7.15.2的规定进行磁粉检测。 d厚度的限制不适用于均匀支撑在基础上的平底。 e在下述部位的环向或纬向接头的要求和限制应考虑与纵向或经向接头相同: D球形、准球形、椭圆形或任何其他双曲表面。 2) 锥形或碟形顶(或底)与圆柱形壳壁间的连接头处,如5.12.3考虑的。 3) 过渡段的端部或图9所示的变径段端部的类似接头。 f角焊和塞焊的焊接接头系数不应用于表9中对钢结构焊缝规定的许用剪应力。 | ||||
5. 5.4最大压应力
5. 5. 4.1除5. 12. 4.3对抗压圈区域的规定以外,罐体外侧的最大压应力(按5. 4所列任何载荷确 定,或按照规定的操作条件可能出现的这些载荷的任何组合确定)不应超过5.5. 4. 2-5. 5. 4. 8所述 规定的应力值。这些规定不包括圆筒形罐壁的环向应力是压应力的情况(如受外压作用的圆筒)。但 是,按5. 5. 4.2计算的S,值(当压缩单位力是纬向的,R = Ri,当压缩单位力是经向的,R = R2), 在一定程度上形成了 5. 5.4.3, 5. 5.4.4和5.5. 4.5中适用于双曲率壁的各项规定的基准。
5.5.4.2若圆筒形罐壁或它的局部承受纵向压力作用,而在环向既无拉力也无压力同时作用时,计 算的压应力值ScS不应超过根据有效壁厚与半径比值而确定的StaO
当 Qt-C) ∕R<0. 00667 时,
当 0. Oo667W (I- C) ∕Λ≤0. 0175 时,
当(Z-C) ∕R>0. 0175 时,
5.5.4.3如果经向和纬向单位力。和C均为压力,且大小相等,则计算的压应力值S”不应超过下 面各式中由有效壁厚和半径的比值所确定的S.值。
当(Z-C) ∕R<0. 00667 时,
当 0. 00667≤ Ct-C) ∕R≤0. 0175 时,
当(Z-C) ∕R>0. 0175 时,
5.5.4.4如果经向和纬向单位力Tl和T2是大小不等的压力,计算得出的较大的和较小压应力值, 应满足下列公式的要求:
1.8Ss∕Scs≤1.0
式中:
Sl--较大的压应力,MPa;
S5—较小的压应力,MPa;
SCa——最大的纵向许用压应力,按5.5.4. 2规定,对于较大的单位力,用式(1)确定,对于较 小的单位力,用式(2)确定,MPaO
注;在这些表达式中,若单位力是纬向的,R应等于若单位力是经向的,R应等于R八
5.5.4.5若经向单位力Tl为压力,且同时存在的纬向单位力X为拉力,5. 5.4. 6规定的除外,或 。为拉力,R为压力,则计算的压应力值不应超过许用应方值⅛a, SaI是根据图t用计算值N和 相应的单位压应力值的交点读出该点的SC值确定。此&值是给定条件下SS的极限值(见F.1 按本节确定许用压应力SCi值的例题)。
5. 5. 4. 6当圆筒壳体的局部轴向鸾曲应力是临时的,5.5.4. 2或5.5.4.3定义的纵向许用压应力ScS 或SCa增加20⅜o若壳体弯曲应力是由于风载荷(罐体满载或空载)或地震载荷(空载)引起的,那 么除了上面增加的20%以外,许用压应力由于瞬时作用还应增加1/3。由于罐体装满或部分装满液 体,同时,由于地震产生纵向压应力,许用应力不仅限于双轴向压应力,还应满足图1的要求。
对于地震设计,满罐通常是最恶劣的工况,对于风载荷,空罐且有内压时是最恶劣的工况,会产 生局部弯曲压应力。
5.5.4.7 5.5.4中定义的许用压应力用于对焊结构,如果一个或多个压应力作用的主接头是搭接接 头,那么,许用压应力应根据5. 5.4确定,但最小许用压应力应满足5.12.2和表8的规定。
5. 5. 4. 8圆筒壳体可依据5. 10.6确定是否需要设置中间抗风圈。如果在罐顶或罐底之间的过渡是圆 弧形(见5. 12.3),那么圆弧高度的1/3作为未加强的壳体高度。
5.5.5最大的乾切应力
人孔、接管以及补强圈或其他附件与罐壁之间的焊缝上的最大剪切应力不应超过表6或表7中给 出的该材料的最大许用拉应力S,的80%。只有当载荷垂直于焊缝的长度方向时,才允许使用最大剪 切应力;当载荷不垂直于焊缝时,应降低最大许用剪切应力(见5.16.8.3)。
5.5.6风载荷或地震载荷的最大许用应力
风载荷或地震载荷组合的设计载荷的最大许用应力不应超过许用应力的133%,附录L允许的除 外。对于碳钢,应力不应超过屈服强度的80%;对于不锈钢和铝材,见Q.3.3.5。
5.6结构构件和螺栓的最大许用应力
5. 6.1遵照5.6.2的规定,按5. 4所列的载荷或在规定操作条件下,按可能存在的任何组合载荷设 计的内、外隔板,腹板,桁架,支柱和其他框架中的最大应力,不应超过表9给岀的许用应力。
表9结构构件的最大许用应力值
|
结构构件 |
非受压构件 |
___受压构件 | ||
|
MPa |
lb∕in2 |
MPa |
lb∕in2 | |
|
拉伸 | ||||
|
轧制钢,在有效截面上 |
124 |
18000 |
按表6或表7 | |
|
对接焊缝,在焊缝中或在焊鏡 边缘处的较小横截面上(见 5. 16. 8.3) |
124 |
18000 |
按表6或表7 | |
|
螺栓和其他带螺纹的螺纹根部 有效截面上 |
124 |
18000 |
按表6或表7 | |
|
______ 压缩' ________ | ||||
|
受轴向力的钢结构支柱、支承 和次要结构件,在截面上 |
124/ [1 +(Z2∕T24r2)J,但不 应超过1()4 |
124/ El+CZ3∕124r2)],但不应超过 1()4 | ||
|
受轴向力的钢管支柱、管支承 和次要结构件,在截面上(最小允 许厚度为6mm) |
124Y∕ EI + Z3∕124r2]t 但不 应超过H)4Y |
124Y∕ [1 + Z2∕124^J,但不应超过 IcHy | ||
|
对接焊缝,在焊缝中或在焊缝 边缘处的较小横截面上(砂轮整形) |
124 |
18000 |
103 |
15000 |
|
钢板制组合加强板,在截面上 |
124 |
18000 |
103 |
15000 |
|
弯曲15 | ||||
|
型钢、板梁和组合构件外表受 拉伸 |
124 |
180Ot) |
按表6或表7 | |
|
型钢、板梁和组合构件外表面 受压缩: ld∕b(>6W) |
124 74463/ \_ld •(切广叮' |
同表6或表7拉価力值 ((4. 14)(表6或表7的拉应力值)/[ld ∙(W1] } | ||
表9 (续)
|
结构构件 |
非受压构件 |
受压构件______ | |||
|
MPa |
lb∕iπ2 |
MPa |
lb∕in2 | ||
|
销钉外表面的应力: 构件同时受轴向力和弯曲力作 用时,最大轴向力和弯曲力的组合 应力值,不应超过单向轴向载荷的 许用应力值: 受弯的对接焊飽表面应力值不 应超过规定的上述的拉应力和压力 值(焊缝受拉时,该应力值应乘以 采用的焊接接头系数) |
186 |
27000 |
138 |
20000 | |
|
__________剪⅜Γ ________________ | |||||
|
与较孔或钻孔相配的销钉和精 制螺栓 |
93 |
13500 |
83 |
12000 | |
|
粗制螺栓 |
69 |
IoOoo |
55 |
8000 | |
|
梁和板梁的腹板,当W,不大 于60,或腹板被充分加强时,⅛ 腹板截面上 |
83 |
12000 |
表6或表7拉应力值的2/3 | ||
|
梁和板梁的腹板,而腹板没有 被充分加强且h/t大于60时,在 腹板截面上 |
124. 2/ C1+(Λ2∕49. 68t2>J |
表6或表7拉应力值 1 + ' (A2/49. 68^) | |||
|
角焊缝,载荷垂直于焊缝长 度,在焊缝喉部截面上[见 5. 16. 8. 3b)] |
87 |
12600 |
素6或表7拉应力值的70% | ||
|
角焊缝,载荷平行于焊缝长 度,在焊缝喉部截面上[见 5. 16. 8. 3b)] |
62 |
9000 |
表6或表7拉应力值的50% | ||
|
塞焊或槽焊,在焊缝有效接触 截面上(见5.24.5和表幻 |
81 |
11700 |
表6或表7拉应力值的65% | ||
|
对接焊缝,在焊缝或焊缝边缘 处最小截面积上(厚度,mm)[见 5. 16. 8. 3a)] |
99 |
14400 |
表6或表7拉应力值的80% | ||
|
支 ______ | |||||
|
与皎 孔或钻孔 相配的销 钉和精制 螺栓 |
载荷仅在连接构件 的一侧,作用于螺栓上 |
168 |
24400 |
表6或表7拉应力值X 1.33 | |
|
载荷沿连接构件厚 度上大致均匀地分布粗 制螺栓 |
207 |
30000 |
表6或表7拉应力值×1-67 | ||
表9 (续)
|
结构构件 |
非受压构件 |
_____受压构件______ | ||
|
MPa |
lb∕ιn2 |
MPa lb∕in2 | ||
|
与钗 孔或钻孔 相配的销 钉和精制 螺栓 |
载荷仅在连接构件 的一侧,作用于螺栓上 |
110 |
16000 |
表6或表7拉应力值XQ. 09 |
|
载荷沿连接构件厚 度上大致均匀地分布 |
138 |
20000 |
表6或表7拉应力值XI, 1 | |
|
a在压应力公式中的变量定义如下: I--支柱自由长度,mm$ r--支柱相应的最小回转半径,mm; t——管柱壁厚,mm; Y——当 √r>0. 015 时.Y= 1. 0;当 √r<0. 015 时,Y =2/3 [1Q0 <i∕r)] (2/3) [100 (r∕r)])0 b在弯曲应力公式中的变量定义如下才 I——构件的自由长度,当悬臂梁的外端熊位移或转动时,/应取受压翼缘厚度的两倍,mm; d--构件的高度,ɪnm; b—受压侧翼缘的宽度,r≡f t^―-受压侧翼缘的厚度,mmO C剪应力公式中的变量定义如下: h——腹板翼缘间的有效距离,ɪnmi t--腹板厚度,mπ‰ | ||||
5.6. 2受压构件和除圆杆以外的受拉构件的长细比(自由长度I与最小回转半径r的比值),不应超 过下列数值(5. 6. 3规定的除外):
a) 主要受压件--120。
b) 支承和其他的次要受压件——200 O
C)主要受拉件——240 O
d)支承和其他的次要受拉件一300。
5.6.3罐内主要受压件的长细比可以大于120,但不应超过200,只要这个构件不受冲击或震动载荷 作用,而且在全部设计载荷作用下的应力值与表9中规定的该构件实际长细比下的应力值之比不应超 过下式计算值。
/=1.6-Z∕(20Or) ....................................... (8)
5. 6.4结构构件的面积和有效面积应按5. 6. 4. 1-5.6. 4.5确定<,
5- 6. 4.1构件上任何位置的截面积由垂直于构件轴线各构件的宽度与厚度的乘积之和确定。有效面 积应以有效宽度代替宽度。当构件上有一串孔(沿构件的对角线或交错排列)时,有效截面积应从宽 度中减去所有成串开孔直径的总和,加上以下成串的孔间距数值的计算值来确定:
.W(4g)
式中:
S——任意两相邻孔间的纵向间距,mm;
g——相同的两孔间的横向间距,mmO
5.6.4.2对于角钢,在相对角钢翼上的孔间距应为角钢的孔间距之和减去其厚度。
5.6.4.3在确定塞焊或槽焊处的有效面积时,焊缝金属不应作为附加有效面积。
5. 6. 4. 4对于连接组件,厚度的确定由焊缝或其他超出连接部分的厚度决定。
5.6.4.5在销钉连接的受拉构件中(除锻制眼铁外),垂直于构件轴线横断销孔的有效截面积,不应 少于构件本身有效截面积的135%;在销孔以外,平行于构件轴线横断销孔的有效截面积,不应少于 构件本身有效截面积的90%O与构件轴向垂直,横断销孔的销钉连接件的有效宽度不应超过销钉处 构件厚度的8倍,除非侧向失稳被制止。
5.6.5储罐的外部结构、管子、支柱和框架等,在承受风载荷与5. 4规定的其他的组合应力时,单 位应力可比表9中规定的大25%,只要所需的截面面积不小于表9规定的单位应力为基础的所有其 他组合载荷所要求的面积,这类构件的连接螺栓或焊缝釆用的许用应力可以相应提高。
5.6.6螺栓的许用设计应力是根据预紧时可能产生的应力确定的。对于法兰螺栓,许用设计应力考 虑了过载和试验中的附加应力。螺栓用作锚栓时,其许用应力见5.11.2.3。
5.7腐蚀裕量
储罐的罐体、内外支柱或支承构件等有腐蚀时应另加腐蚀裕量,或采取其他有效的方法防止构件 表面的腐蚀。对于储罐裸露的内、外所有区域,附加的腐蚀裕量可以不同(参见附录G)。
当罐体的任何构件(包括接管)有防腐衬里时,衬里的厚度不应包括在计算壁厚之内。
5.9罐体的设计步骤
5. 9.1自由体分析
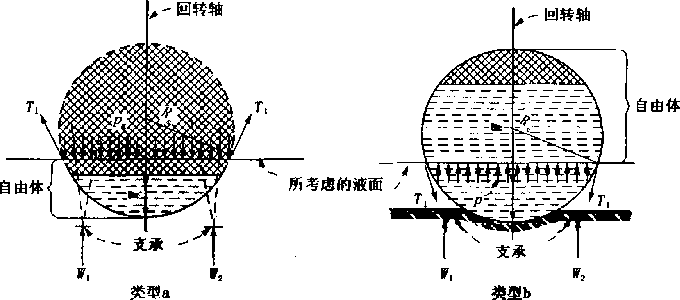
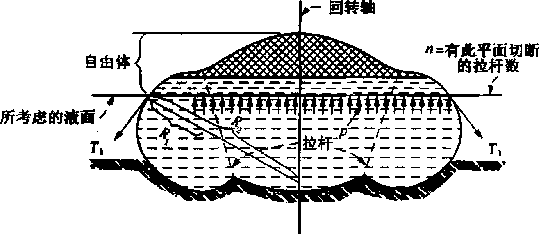
自由体分析是确定作用在罐体上力的大小和方向的一种设计步骤。在选定的分析平面处,罐体及 罐内介质处于静力平衡,假定有一个水平面在所考虑的高度横切罐体,将剩余部分作为一个自由体进 行分析,以确定罐体所承受力的大小和方向。
5.9.2分析平面
从罐顶到罐底逐个平面均应做自由体分析,目的在于确定在操作中承受气压(或局部真空)和液 体静压等组合条件下,在临界平面处罐壁存在的经向和纬向单位力的大小和特征,其中可能有一个对 设计起控制作用。为了确定分析平面处液体静压和气压的控制条件,应对罐的给定平面做自由体分 析。计算主体罐壁所需厚度,应采用5. 10. 3的步骤。
5.9.3 罐形和容积
5.9. 2中的分析给预定罐形提供了所需的精确形状和全部尺寸。除较为常用的球形和圆筒形以 外,最佳的形状和尺寸常常需要丰富的经验和正确的判断,通过程序反复的试算确定。对装有拉杆、 隔板、桁架或其他的受力构件的储罐进行自由体分析(见5.9.2)以前,应研究上述构件的合理布 置,以及这些构件在操作中承受各种气压和液压条件下(见5.13)所承受的载荷大小和特征。
5. 9.4圆筒形罐的平底
5. 9. 4.1均匀支承在环墙、地基或混凝土承台基础上的圆筒形罐的平底是承压薄膜,由于受基础支 承,可认为是无应力的。
5. 9. 4.2不包括腐蚀裕量底板的最小公称厚度应为6mm (Q. 3. 4. 7可不执行此条规定)。
5. 9. 4. 3罐底排板时伸出罐壁板与底板的外部边缘连接焊缝至少30mm。
5.9.4.4除业主另有要求外,底板应釆用搭接焊,相邻板搭接宽度至少30mmo罐底三块板的搭接 接头之间的距离不应小于30Omn1,并与罐壁的距离不应小于30OmmO
5. 9. 4. 5罐壁下面的搭接底板,其外端应为对接接头,其搭接底板外端与底圈壁板相焊处应形成平 滑支承面(见图2)。
5.9.4.6罐底板厚度大于9mm,应采用对接接头。对接接头应采用厚度大于或等于4mm的垫板, 或釆用双面对接焊。焊缝应全熔合。对接接头应向罐内延伸离罐内壁的长度至少61OmmO
5. 9.5罐壁与罐底的T形接头
S. 9. 5.1与底圈壁板相焊接的底板的公称厚度不大于12mm'时,底圈壁板与罐底板之间的连接应为 24
双侧连续T形接头.其焊缝的尺寸不应大于13Inmt不应小于两相焊件中较薄件的公称厚度,且不小 于表W中规定值。

图2罐壁下面搭接焊底板的处理方法
表10平底圆筒形罐的壁与底的角焊缝
|
壁板最大厚度 |
角焊缝最小尺寸 | ||
|
InIn |
In |
Illln |
in |
|
5 |
0. 1875 |
5 |
3/16 |
|
>5-20 |
>0. 1875—0. 75 |
6 |
1/4 |
|
>20—32 |
>0. 75 — 1. 25 |
8 |
5/16 |
|
>32 〜38 |
1. 25—1. 50 |
1() |
3/8 |
5.9. 5.2底圈壁板应按5.9.5. 1的要求,采用内、外双面T形接头连接到底板上,当罐壁板材料的 屈服强度大于248MPa (360OOIb∕in2)时,每条连接焊缝应至少两遍成形.
5.9.5.3与底圈壁板相焊接的底板的公称厚度大于12mm时,连接接头的焊角尺寸,或者坡口深度 加脚焊的组合焊缝的尺寸应相当于罐底板的厚度(见图3K
5.9.6不连续的连接点
当储罐经向的切线方向存在不连续时,如锥形或碟形顶(或底)与圆筒形罐壁之间的连接点或者 锥形变径段与圆筒形罐壁之间的连接点,靠近这些连接点的储罐部分应按5. 12的规定设计。
5.10罐壁、罐顶和罐底的设计
5.10.1符号
P——在储罐某一给定的水平面处,在特定载荷情况下承受的总压力,P = t>ι+g, MPaO
PI——在罐内所考虑的水平面处液体静压力,MPaO
PS——液面以上气相空间的压力,最大气体压力[不应超过0.1MPa (151b∕inj)]即为储罐的公 称压力额定值,队为正值;在计算中储罐承受局部真空时,应为负值,MPa。
Ti——在所考虑的水平面处,罐壁的经向单位力(在纬向弧度上),受拉时1为正值,N∕mm0
T2——在所考虑的水平面处,罐壁的纬向单位力(在经向弧度上),受拉时C为正值(在圆筒

图3底板公称廩度大于12mm的罐底与1»壁的 双面坡口T形接头详图
形罐壁上纬向单位力即是环向单位力),Wrnmo
R——在所考虑的水平面处,在经向平面上罐体的曲率半径,R与R2在罐体对侧时死 为负值 (5. 10. 2. 6规定的除外),mmO
R2——在所考虑的水平面处,从罐体沿罐体法线至罐中心回转轴的长度,R始终为正 值,mm。
W——对所考虑的平面,在计算中作为自由体处理的罐体和物料的总质量(如图4类型b中在所 考虑的水平面上,或如图4类型a中在所考虑的水平面以下);总质量应包括储罐的所有 金属材料质量以及气体和液体的质量;然而,气体的重量可以忽略不计,与液体质量相比 金属的质量也可以忽略不计;当W与自由体水平面上的压力力的作用方向相同时,W与 力符号相同;与力的作用方向相反时,W与》符号相反,No
F——所有内部和外部的拉杆、支架、隔板、桁架、支柱、裙座或其他钢结构、支承等作用在自 由体的力的垂直分力的总和,当F与自由体水平面上的压力古的作用方向相同时,F与0 符号相同;与P的作用方向相反时,F与点符号相反,N。
At——在所考虑的水平面上,储罐内部的横截面积,mnʌ
t——罐壁、罐顶和罐底(包括腐蚀裕量)的厚度,mmO
C--腐蚀裕量,mm。
E——考虑应力作用于最弱的连接截面的焊接接头系数匚应采用表8给出的数值,但对于a)全 部厚度承受压应力的对接焊缝和b)承受表8的脚注C和表8中规定的压应力的搭接接头, E可取口,用小数表示。
StS--纯拉伸最大许用应力值,见表6或表7, MPaO
St.——许用拉应力,按5.5.3.3确定,MPaO
SCi——许用压应力,按5.5.4确定,MPaO
SK——在所考虑的点上,计算的拉应力,MPaO
Stt——在所考虑的点上,计算的压应力,MPaO
5.10.2单位力的计算
5.10. 2.1在储罐上选定的每一平面上,按5. 9的规定作自由体分析(见图4中典型图)应研究该平 面上气体和液体荷载的每种条件,罐壁内的经向和纬向单位力的大小应按以下公式计算(5-10.2.6,
5. 11, 5. 12n,规定的除外)。

....................................⑼
Ta = Ra(P-縁) (IO)
TFP(I噎)瞟号)] ⑴)
注:脚注12)适用范围式(9)、式(10).式(11)..
12)式(IO)I式(15),式(20)可以从仅由压力P引起的作用在靈壁单位面积上的力C和C的垂直与表面的 分量之和导出。为了技术上的正确性,应从P中加上或减去其他载荷的垂直于表面的分量,如金属质量、雪 载荷、保温质量等。对于通常设计内压,这些附加载荷与P值相比是小的,可以忽略不计而不会有大的误 差,在压力P相对较小的情况下,如局部真空载荷的情况,其他载荷分量对计算二力和总厚度会有实质性 影响。
式(11)和式(16)仅当/>为自由体压力而没有其他载荷垂直与表面的分量时是正确的。
F.3的例题,在式(9)、式(10)、式(11)、式(14)、式(15)中,在低真空下。考虑了金属、保温质量 和雪载荷条件,计算了需要的顶板厚度.设计人员应当注意:如果这些载荷被忽略,计算厚度将大大小于精 确值。
在式(9)、式(14)、式(19)和式(21)中,W应包括某些数值较大的载荷,如金属质量等,在远离罐顶垂直中 心线的某些位置,为用式(29)、式(3W和式(33)计算厚度,需要有爲的数值。为了精确地确定T2 式 (10),式(15)和式(20)中的P值应通过附加载荷的法向分量进行修正。
5.10. 2.2 Tl和T2为正值表示拉应力,为负值表示压应力。
5.10.2.3在储罐的罐壁、顶和底面的每一个水平接头处的水平面和任何曲率中心变化较大的中间水平 面均应做自由体分析。在给定的平面处存在的最大计算压力(液压和气压之和)不一定就是该平面的控 制条件。为了确定液压和气压(或局部负压)的组合条件(这将涉及到许用的拉伸和压缩应力),对每 个平面应做充分地分析,以确定哪个平面是设计的控制条件。储罐通常可能在一个固定的液位高度上操 作,但在充装或排空的任何条件下,储罐应是安全的,所以对双曲率的罐壁的探讨应特别详细。
5.10. 2. 4对于椭圆形的顶和底,在计算中宜采用R和R的数学的精确值取代近似值。对于水平 的长半轴α等于两倍短半轴&的顶和底,一个点距顶或底垂直轴线的水平距离工,可用α值与表H 中选用的合适的系数的乘积确定。对于其他比例的椭圆形来说可以由以下公式计算:
RL 即寮(I-¥)可'=響 ........................〈12)
[p+(γ-tyf .................................⑴)
表11确定椭圆形罐顶和罐底珥和R值的系数(见5.10.2.4)
|
x/a |
U - Ri∕a |
V = ¾ Ia |
|
0. 0(» |
2. 000 |
2. OoO |
|
O- 05 |
1. 994 |
1.998 |
|
0. 10 |
1. 978 |
L 993 |
|
O- 15 |
1. 950 |
1.983 |
|
(k 20 |
1. 911 |
1.970 |
|
0. 25 |
1. 861 |
1.953 |
|
O- 30 |
1. 801 |
1.931 |
|
0. 35 |
I- 731 |
1. 906 |
|
0. 40 |
1. 651 |
1.876 |
|
0. 45 |
I- 562 |
1. 842 |
|
0. 5() |
I- 465 |
1. 803 |
|
0. 55 |
1.360 |
1. 759 |
|
0. 60 |
1. 247 |
1. 709 |
|
0. 65 |
1. 129 |
1. 653 |
|
O- 70 |
1, 006 |
1.591 |
|
0. 75 |
0.879 |
1.521 |
|
0. 80 |
0.750 |
1.442 |
|
0, 85 |
0.620 |
1.354 |
|
0. 90 |
0.492 |
1.253 |
|
O- 95 |
0.367 |
1. 137 |
|
1. 00 |
C. 250 |
1.000 |
|
注L H——从罐顶或罐底上的某一点到回转轴的水平距离, 汪 2: Rl — Ua a 注 ɜ : R2-va0 ' | ||
5.10. 2. 5式(9)和式(10)是通用公式,适用于具有单一垂直回转轴的各种罐和由一水平面截取 的,与罐壁相交仅为一个圆的罐内任何自由体(见5.10.2.6).对于常用形状的罐或罐的分割部分, 式(9)和式(Io)可根据各自的形状a)〜C)项所示简化成下列公式。
a) 球形罐或罐的球截体,Ri=R2=Rs (W或球截体的半径),式(9)和式(10)简化为:
丁 _R / W + F∖
注:脚注以)适用范围式(14)、式(15)、式(16).
另外,如果球罐仅受气压,并且牛王与R相比可以忽略不计,式(14)、式(15)可以简 化为:
1
T↑=T2- ^PgRS .......... (17)
b) 锥顶或锥底;
R=Oo
R2 =R3Zcosa ....................................... (18)
式中:
Ri——在所考虑的平面处锥底的水平半径;
α——锥顶或锥底顶角的一半。
对于以上条件,式(9)、式(W)可以简化为:
注:脚注12)适用范围式(19)、式(20)。
C)立式圆筒罐壁:R =8, Rz=Rc (圆筒半径),式(9)、式(10)可以变为:
注:脚注12)适用范围式(21)。
另外,如果圆筒仅受气压,并且縁F与∕⅛相比可以忽略不计,式(21)、式(22)可以简化为;
5.10. 2. 6若在水平面与储罐罐顶或罐底相交的截面有不止~个圆,因而在水平面处形成不止一个自由 体,则5. 1(). 2. 1和5. 10. 2. 5给出的公式仅适用于罐壁仍然横切的并且中心回转轴穿过的那个自由体 (例如图4类型C所示,一个平面正好在内部拉杆的下端以下一短距离通过罐底)。作用在环形自由体外 沿及中心自由体外侧的自由体上的经向和纬向单位力,应根据这类特殊形状自由体横截面所推导的特殊 公式来计算。本标准不可能将适用于各种形状的横截面和各种安装地区的载荷条件的公式都列出来。但 是,对于直接安放在基础上的环状球截体(见5.11. 1),且其经向曲率半径R为一常数,例如图4类型 C所示的储罐罐底的外侧部分所采用的R ,球截体壁上的经向和纬向单位力所用的公式如下:
TI=力書(1-衆) ....................................(25)
ι
T2 - ~2 PeRl ....................................... (26)
式中所有变量的定义见5. 10. 1,但在这种情况下,Rl始终是正值,当Rz在罐壁R的另一侧 时,R是负值。
5.10. 3. 1在任意给定的水平面处的罐壁厚度£,不应小于按5. 10. 3. 2-5. 10. 3. 5规定的方法确定该 水平面的最大值。此外,还应考虑5. 4规定的除内压或局部真空以外的其他载荷所需要的金属附加厚 度。如果罐壁在经向切线方向有明显的不连续点,例如在圆锥形或碟形罐顶(或罐底)和圆筒形罐壁 之间的连接节点处,则储罐在这些点附近的部分应按5.12的规定进行设计。
5.10.3.2在储罐给定的某一水平面上,若由主控的气压(局部真空)与液压的组合的单位力。和 C均为正值(表示拉应力),则取两者中的较大值计算该平面所需的厚度,如下式所示:
t = + c 或 £ = τr^F + C
(27)
lɔ tsɪ"- ɔtS -ɛ*
式中SM和E分别采用表6或表7和表8中的数值。
5.10.3.3在储罐给定的某一水平面上,若由主控的气压(局部真空)与液压的组合的单位力TJ为 正值(表示拉应力),L为负值(表示压应力);或,为负值,R为正值,为了确定这种条件下罐 壁所需厚度,应先假设不同的厚度,直到找到了某一个厚度值,可使计算的拉应力StC和计算的压应 力SeC同时满足5.5.3.3和5. 5. 4. 5的要求。也可使用F. 2B)所介绍的图解法确定此厚度。虽然有了 上述的规定,但是,若作用的压缩单位力在所述情况下不应超过垂直于它的、同时存在的拉伸单位力 的5%时,可以使用5. 10. 3.2的方法确定所需要的厚度,以取代本条的严格规定。除非许用拉应力 的大小是由5.5.3.3中的Es,的乘积来确定的,焊接接头系数E将不予考虑。
5.10.3.4在储罐给定的水平面处,若主控条件的单位力Tl和T2均是负值,且大小相等时,则所 需要的罐壁厚度按式(28)计算:
. = W+ =翌 + SCa c^sra C
(28)
式中是由壁厚与半径的比值,按5. 5.4.3和5. 5.4.6的规定取值。搭接接头应遵守5. 5. 4. 6 和表8 (包括脚注C的限制)的规定。
5.10. 3.5在储罐给定的水平面处,若主控条件的单位力Tl和C均是负值,且大小不等,在此情 况下所需要的罐壁厚度应是按a)〜f)的步骤计算取最大值。这些值在计算时应与其各自的厚度和半 径的比值有关(见第二步和第四步)。
a)第一步:按式C29)和式(30)计算:
(29)
111. 4
7TrR7r + 5
t - —gɜ— + C ....................................... (30)
注,式(29)适用范围见脚注12)。
以上两式,T'应等于同时存在的两单位力的较大值,T'应等于两单位力的较小值。当纬向单位 力是较大值时,R, = Ri, ^ = R2;当经向单位力是较大值时,R' = R, F = R。
b)第二步:由第一步计算出两个壁厚值,减去腐蚀裕量,并按式(29)或式(30),以计算£所 对应的R值为基准,分别核算每个厚度的厚径比(.t-C) /R。如果两个(Z-C) ZR值均小于 O- 00667,则取第一步中计算壁厚的较大值为所需的壁厚;否则应进行第三步计算。
C)第三步:如果由第二步确定的一个或两个厚径比值大于0. 00667,应按下式计算£值:
13)见图F.3,图解法用的图。
T + 0, 8T,, ---------------T C ................................... ∙
103. 4
注:式(31)适用范围见脚注12)。
d) 第四步:由第三步计算出两个壁厚值减去腐蚀裕量,按第一步中规定的R = R'和式(31)确 定厚度,以及R = K'和式(32)确定厚度,分别核算厚径比(Z-C) /R.如果两个(Z-C) / R值均大于0.0175,则取第三步中计算壁厚的较大值为所需的壁厚;否则进行第五步计算。
e) 第五步:如果由第二步或第四步确定的一个或一个以上的Ct~ c) /R值是在0.00667〜 0.0175之闾,且相关的壁厚是由式(29)或式(31)算出的,则应满足下列公式:
1776(/ - C) +,19'H(Z - c)2 =T, * Q gj√z ........................(33)
R
注:式(33)适用范围见脚注12)。
如果相关的壁厚是由式(30)或式(32)算出的,则应找出满足下列公式的壁厚:
989h-Q + 1062Q-C)2 _
-L V J •)
O第六步:应从前几歩算出的厚度值中,选择最终厚度值(如果厚度值在前几步中尚未最终确 定)。计算出TI和T2两者的S.值,并校核它能否满足5.5.4.4和5. 5.4. 6的要求。若选择 的厚度值不能满足要求时,应再次调整厚度,直到S”值满足要求为止。
5.10.3.6 5. 10.3.5规定的步骤适用于单位力不相等的双向压缩控制设计条件的场合。但是,在许 多情况下,先假定厚度,校核外压和局部真空的设计条件。计算出TI和二的Ss值,然后核算这些 值是否满足5.5.4.4的要求,如第六步的规定(见F.3,使用5. 10. 3. 5的举例)。
5.10. 4最小厚度
5.10.4.1罐体:任何平面处的罐体最小厚度应取以下的最大值。
a) 4, 76mm (3∕16in)加腐蚀裕量。
b) 按5.10. 3的计算厚度加腐蚀裕量。'
C)表12的公称厚度,公称厚度系指罐体的名义厚度(此厚度是基于建造要求)。
表12储罐的半径与公祢厚度的关系
|
半径R |
公称厚度 | ||
|
m |
ft |
mm |
in |
|
J^≤7. 6 |
5 |
3/16 | |
|
7. 6<^≤18.3 |
25<jR≤60 |
6 |
1/4 |
|
18, 3<l⅞≤30. 5 |
60<R≤100 |
8 |
5/16 |
|
R>3fλ 5 |
jR>100 |
10 |
3/8 |
5.10.4. 2接管颈:接管的最小厚度见5. 19. 2O
5.10. 5外压的限制
5.10. 5.1按5. 10的公式和步骤计算的厚度,应保证双曲率罐表面具有抗外压的稳定性。式中Pg是 负值,等于罐设计时的局部真空度,罐壁的经向半径R应等于或小于Rz,或者R略大于R2。本章 节不适用于长球形表面和圆筒形表面抗外压的稳定性。
5. 10. 5. 2本标准未包括储存气体或蒸气且承受局部内部真空的的圆筒形罐壁的设计。但是,按照本 标准设计的用于储存液体的立式圆筒形储罐(对于不同尺寸的储罐,最顶层厚度不应小于5.10.4的 规定,并按气体与液柱的组合条件,从顶到底逐渐增加厚度),在罐内的液面处于空罐到满罐的任何 位置应安全地承受气体或蒸气空间不应超过430Pa Cloz∕in2)的局部负压。真空泄放阀应设定在较低 的局部负压时开启,以保证空气或(气体)在最大流量通过阀门时,局部真空不应超过430Pa (loz/ i∏2)t.
5.10. 6圆筒形罐壁中间抗风圈
5.10. 6.1罐壁最大不加强高度,不应大于式(35):
H∖=9.465t .................................... (35)
式中:
Hl—中间抗风圈到罐壁顶部的垂直距离或中间抗风圈到成型封头中切线垂直距离1/3的成型 封头深度,m;
t——假定的顶部罐壁厚度,特殊要求除外,mm;
D——罐的公称直径,m。
注:公式考虑了以下几个因素:
a) 计算风速。取44.7m∕s (IOOmiIe∕h),即动压力取1. 23kPa (25. 61bf∕ft2 )o该风速随着距地面高度或阵风等因 素以1C∣%增加,以此该压力增加到148kPa (SlIbf∕ft2)o因内部真空度增加额外的0. 24kPa (51 bf∕ft2)o该压 力是由于在距地面髙度大约9.144m (3Oft)处的为44. 7π√s (IOoTnile/h)最大风速引起的。如果业主有要求, HI可以乘以(44.7∕⅛)2修正。当设计风压由业主指定时,应考虑前面的增长因素,设计风压已包括时除外。
b) 该公式基于罐壁承受均匀风压的屈曲理论模型,该模型考虑了形状因素对风载的影响。
C)该公式基于承受均匀外压的薄壁管模型的外压修正的美国BaSin公式。未考虑端部荷载,只考虑承受a)中的 总压力。
d)当业主规定其他因素,这些因素大于作用于罐壁的a)〜C)因素时,作用于罐壁的全部载荷将被修正,H,将 会以修正的总压力与1.72kPa (361bf∕ft2)之比递减。
5.10. 6. 2为了计算不需要加强的罐壁高度,应使用顶部的罐壁厚度进行计算.罐壁高度的换算应考 虑以下几个因素:
a) 将每一圈罐壁的髙度W换算成当量高度W',,按式(36)换算;
TfcT ....................................Ge)
式中:
岭-——顶圈的壁板厚度(特殊规定除外),mm;
馈际——被换算的罐壁厚度(特殊规定除外),mm;
W——实际高度,m;
Wtr——当量高度,m。
b) 各圈罐壁的当量髙度的总和得出罐壁的当量高度。
5.10.6.3如果罐壁的当量高度大于H∣ ,则需要设一个中间抗风圈。
a) 为了中间抗风圈上下的稳定性,中间抗风圈应设置在罐壁当量高度的一半处。中间抗风圈在 罐壁的实际位置应按前面的厚度换算公式进行转换。
b) 中间抗风圈位置应保证未被加强的罐壁高度不应超过最大值Hl (见5.10.6.5)。
5.10. 6. 4如果被换算的罐壁高度的一半超过最大值H∣,应设第二个中间抗风圈,以减小未被加强 的罐壁高度直到小于最大值。
5. 10. 6. 5中间抗风圈与罐壁环焊缝之间的距离不应小于15Omn1,如果位于15Omm以内,中间抗风 圈应移动到15OnIm ,但不应超过最大未被加强的罐壁高度。
5.10. 6. 6中间抗风圈需要的最小截面模数(Cm3),按下式计算:
z = 0. O58E>2H1 ....................................... (37)
注,本公式假定风速为44. 7m∕s (IOOmileZh).如果业主给定风速,应乘以(v∕44. 7)2修正。
5.10. 6. 7当换算的罐壁高度允许中间抗风圈位于不应超过按5. 10.6. 1计算得出的HI时,对罐壁 的换算高度,如果中间抗风圈接近换算位置,换算的中间抗风圈中间高度的间距,在计算最小截面模 数时可以用司代替。
5.10. 6. 8中间抗风圈的截面模数,应考虑抗风圈上、下各13. 42 (DZ)O S范围内罐壁及附件距离,t 为罐壁厚度。
5.10.6.9当梯子的公称宽度超过61Omm时,中间抗风圈距罐壁外不应超过150mm,不必在抗风圈 上开孔,当抗风圈外伸较大时,应增加梯子宽度,使抗风圈外侧到把手之间的有效距离不小于 46OmmO如果抗风圈要开口,该部分的截面模数应大于或等于抗风圈所需的截面模数。
5.11直接放置于基础上的罐底的设计
5.11.1成型底
罐底是球形体或球形体与一个或多个异形段的组合,或者罐底是锥形的,并且整个底面是直接放 在基础上的,基础将承受罐内介质的重量而没有明显的位移,此时,计算作用在罐底上的内压及计算 罐底的单位力TI和T2可以不计液体静压。在这种情况下,罐底的单位力P等于厶。
5.11.2有平衡结构的平底罐
5.11. 2.1 一般规定:对于圆筒形罐壁平底罐,罐顶的压力与设计风压的组合(如有规定或与地震载 荷组合)引起的举升力,不应超过罐壁的质量与无举升力作用时罐顶质量之和(计算中使用的质量应 是不包括腐蚀裕量的质量);如果超出,应由平衡结构予以平衡(例如混凝土环墙、承台基础等)。平 衡结构的形式可由承包商与业主协商。
5.11. 2.2平衡结构:平衡结构(可以是基础或其他支承系统)应能承受1.25倍的设计内压加上作 用在罐壳和罐顶垂直平面上的风载荷引起的举升力。如果规定釆用地震载荷,则应为设计内压加地震 载荷引起的举升力。风载荷和地震载荷不必同时考虑。
5.11.2.3锚固:锚固及其附件的设计应由承包商与业主协商,并应满足以下条件;
a)设计应力应满足表13的全部条件。
表13各种举升力条件下的许用拉伸应力(见5.11.2.2)
|
__________举升力来源__________ |
许用拉伸应力* (MPa) |
|
__________罐设计压力__________ |
许用设计压力S.(见表6或表7) |
|
罐设计压力+风载荷或地震 |
1. 33S”或0. 8倍最低屈服强度中的较小者 |
|
罐试验压力 |
L 33乩或0. 8倍最低屈服强度中的较小者 |
|
'许用拉伸应力是按锚栓的最小有效截面或拉应力面积确定的。 ’_____ | |
b)有腐蚀时,锚固及其附件的厚度应加腐蚀裕量。若采用锚栓锚固,锚栓的公称直径不应小于 25mm,再另加上6mm腐蚀裕量。
C)应根据良好的工程经验设计锚固与壳体的连接。
d)锚栓材料和许用应力应按表6或表7选用。
注:应用各种载荷条件下的不锈钢和铝制锚栓的许用应力见Q.3- 3.5, Q. 8. 1.3和表Q.3。
5.11.3无平衡结构的平底罐
无平衡结构的平底罐的详细设计应由承包商与业主协商,并应满足以下条件:
a)平底罐的底应在所有设计和试验条件下维持平衡。平底罐无平衡结构时,罐底应能承受分布 在罐底上的全部质量和压力,能承受由罐壁通过罐底传递的举升力,并按5. 9和5. 10的规定 计算举升力。举升力(扣除规定的任何腐蚀裕量后)应考虑在满罐和空罐两种条件,并应包 括设计风速下的举升力,设计中取最大值。
b)平底罐的底板应设计成一个承载构件,以连接主要结构构件(如格棚梁或其他结构构件)和 传递分布的压力和液体质量至这些主要结构构件上。
C)当底板承受弯曲应力时,底板不应采用单面搭接接头。
d) 罐壁应有足够的预防措施,以防止举升力从罐壁传递至罐底结构中使其承受剪力。
e) 罐底应考虑环境腐蚀防护。
f) 为了抵抗风载荷和地震力应装备锚栓,并应按5. 11. 2. 3设计。
5. 11.4附加考虑
一般情况下,风载荷引起罐底可能滑移时,滑动摩擦系数取0.4。
5.12罐顶及罐底过渡段和抗压圈的设计
5.12.1设计限制
本章的设计规定不适用于带折边锥形变径段与圆筒形罐壁之间的连接,但适用于图9类型b所示 结构(即变径时未采用曲线过渡的结构K
5.12.2 —般规定
当储罐的顶或底为锥形或球形(或近似球形)并和圆筒形罐壁相连接,当承受内压时,顶或底中 的经向薄膜拉应力的水平分量将向内推。此推力在接头处产生环向压缩应力,该应力可由顶或底间的 曲线过渡段承受,或由顶(或底)板与罐壁板相交处的有限区段(抗压圈有效截面)承受(在抗压圈 可设置角钢圈、扁钢圈或其他水平圈梁)。在抗压圈区域内的所有纬向和经向接头'"以及抗压圈区域 内角钢圈、扁钢圈或其他圈梁的所有径向接头均应对焊连接。
5.12.3过渡段
5.12.3.1若采用曲线过渡,过渡段应光滑无变形,此种情况可不再设置圈梁或其他形式的抗压结 构,过渡段经向平面上的弯曲半径,不应小于罐壁直径的6%,最好不小于12%。过渡段上任一点的 壁厚均应满足5. 10的要求。当过渡半径小于罐壁直径的6%时,过渡段所需厚度将增加,若采用较 大的过渡半径,则该过渡段所需要的厚度较为合理。
5. 12. 3. 2对有共同经向切线不同曲率的曲面相接点(如碟形球面大圆弧与小圆弧的结合点),按 5.10.2中的公式进行计算时,其计算结果可能在同一点会得到两个大小不等,甚至于正负号也不相 同的纬向单位力。该点实际的纬向单位力将在两个计算值之间,其大小取决于该区段罐体的几何形状 及尺寸;设计人员可通过分析确定其厚度。
5.12. 4 抗压圈
5. 12. 4.1式(38)〜式(41)中使用的变量定义如下:
Wh——抗压圈范围内罐顶(或罐底)部位承受环向应力的钢板宽度,mm,
WC——抗压圈罐壁板承受环向应力的宽度,mm;
M——罐顶(或罐底)与罐壁连接处Wh范围内的板厚(包括腐蚀裕量),mm,
L——圆筒形罐壁与顶(或底)连接处WC范围内的板厚,mm;
R2——罐顶(或罐底)与罐壁连接处,从罐顶(或罐底)沿其法线至罐的垂直回转轴的长 度,mm;
RC——圆筒形罐壁与罐顶(或罐底)连接处的水平半径,mm;
14)由式(38)和式(39)计算的Wh和范围内的纵向或经向接头采用对焊不经济或不现实,且板厚度未超 出表8中采用搭接接头的限制时,则允许采用搭接接头,但搭接的壳板不能作为抗压圈承受压应力的有效截 面积,此种情况:a)用式(40)计算Q力;b)按5. 12.5确定水平投影宽度;C)按5.12.5确定组合抗压 截面的形心时,仍视其为有效截面积(虽然实际上未考虑其承受压应力)。
TI——在罐顶(或罐底)和罐壁连接处,罐顶或罐底沿环向弧长的经向单位力(见5. 10), N/mtn;
T2——在罐顶(或罐底)和罐壁连接处,罐顶或罐底沿经向弧长的纬向单位力(见5. 10), N/mm;
T2.——在圆筒形罐壁与顶(或底)连接处,沿筒体高度测得的环向单位力(见5. 10), N/mm;
α——「方向和垂直线之间的夹角(若是圆锥面,即为半锥面顶角);
Q——作用在通过抗压圈垂直横截面上的总环向力(Q为正表示受拉),N;
AC—抗压圈横截面上所需的金属截面积(不包括腐蚀裕量),mu?;
StS——纯拉伸的最大许用应力(见表6或表7), MPa;
E——经向接头焊接接头系数,Q为正表示受拉(见表8),用小数表示。
5.12. 4. 2若不采用曲线过渡,在5. 12. 2中提及的环向压缩力应由抗压圈承受。抗压圈应包括罐顶 或罐底与罐壁连接处的部分罐壁及罐顶(见图5)。在任何情况下,连接处的罐壁和顶板厚度不应小 于5. 10所规定的厚度。构成抗压圈有效面积的板宽按下式计算:
Wh=O. 6 √⅛ (⅛ - C) ................................. (38)
WC = O. 6 JR(LC) ................................. (39)


P罐的圆筒形躍壁
图5抗压圈区域图
5.12.4.3作用在抗压圈垂直横截面上总环向力,按下式计算:
Q = TJWh + T2aWl. - TlRCSina .............................. (40)
抗压圈的有效横截面积(不包括腐蚀裕量)应取按下式计算值中较大值:
AC=Q/103. 4 或 Q∕Se5E ................................. (41)
式(41)的取值取决于按式(40)确定的Q值是负值项或正值。
5.12. 5 抗压圈设计细则
5.12. 5.1环向力Q为负值,抗压圈受压时,抗压圈有效截面部分水平投影的径向宽度,•应不小于 罐顶(或罐底)和罐壁连接处罐壁的水平半径的0.015倍。若投影宽度不能满足此规定应进行适当 修正。
5.12. 5. 2如果按5. 10要求的最小厚度钢板组成的抗压圈有效面积小于由式(41)计算的面积,或 者当Q为负值且Wb的水平投影宽度小于5. 12.5.1的规定,则抗压圈应进行加强。
15)由于抗压圈存在不连续或其他情况,不宜采用双向应力设计准则.按式(40)确定的压缩力,经验证明,只 要满足5. 12.5的要求,允许采用103. 5MPa C15()001b∕in2)的压缩应力[如式(41)所示丄
a) 增加顶(或底)和罐壁板的厚度并按加厚的钢板'切重新确定Wh和W。。
b) 在顶(或底)与罐壁的连接处增设角钢圈、扁钢圈或其他水平的加强圈。
C)釆用上述两种措施的组合。增加的面积应使抗压圈总横截面积的形心最好能位于包含顶或顶 与罐壁相交点的水平面内。无论如何,其形心偏离上述平面的距离不应超过顶与罐壁平均厚 度的1.5倍。
5.12.5.3釆用的角钢圈、扁钢圈或其他加强圈,可设置在罐内侧或外侧(见图6)。
a) 所增加的截面积不应小于式(41)计算所需的面积孔与抗压圈区域内罐壁板和罐顶板所提供 的截面积之差。
b) 角钢圈、扁钢圈或其他加强圈沿水平面的径向宽度不应小于罐顶(或罐底)和罐壁连接处罐 壁水平半径R的0.015倍。但是,当角钢、扁钢等增加的截面积小于式(41)计算总面积的 一一半时,则仅需罐顶(或罐底)钢板自身的有效宽度Wh的水平投影等于或大于(λ()15R;当 角钢或扁钢位于罐壳外侧时,则因为上述宽度Wh的水平投影和附加角钢或扁钢的水平宽度 之和等于或大于0.015J?CO
C)按5.12.5.8规定必须采用支承时,此加强构件横截面绕水平轴的惯性矩不应小于式(41)的 要求。
5. 12. 5. 4当增设的角钢圈或其他加强圈的垂直肢与罐壁对接连接,当其厚度不小于相邻壁板的厚度 时,则可将该垂直肢看作罐壁的一部分。若不釆用此种结构,则其紧靠罐壁的部分应沿整个圆周与罐 壁贴紧,沿上、下两侧用连续角焊与罐壁连接(5.12.5.5另有规定除外)。角焊缝应有足够的尺寸, 使抗压圈形成一个整体,能有效承担所受环向应力。如图6详图a和详图h所示结构,上下焊缝被隔 开的情况,致使最靠顶(或底)的焊缝是有效的。此种情况角焊缝的尺寸就更显重要。任何情况,上 下侧焊缝的尺寸均不应小于两相焊件中较薄件的厚度,且不小于6mm。如图6中详图d和详图e所 示结构,在壁和加强扁钢之间的角焊缝尺寸不应小于表14中规定的焊缝尺寸。表14中所示厚度和焊 缝尺寸是未扣除腐蚀裕量的尺寸,而本节涉及的其他厚度和焊缝尺寸均为扣除腐蚀裕量以后的尺寸。
5.12. 5. 5按强度要求不需要连续焊时,或仅作为防止腐蚀的密封焊,在罐壁外侧抗压构件垂直肢的 下缘与罐壁的连接焊缝可釆用间断焊,但应满足以下条件:
a) 焊缝总长度不应小于罐壁周长的一半;
b) 两段焊缝间的有效距离不大于8倍罐壁厚度(不包括腐蚀裕量);
C)当需要考虑焊缝强度时,任何条件下,其尺寸不应小于表14的规定。
表14角焊缝的最小尺寸
|
两连接件中较厚者的厚度F |
角焊缝最小尺寸 | ||
|
Tnln |
in |
mm |
in |
|
Z≤6 |
≤1∕4 |
5 |
3/16 |
|
6<≤19 |
1∕4<≤3∕4 |
6 |
1/4 |
|
19<≤32 |
3∕4<≤1¼ |
8 |
5/16 |
|
T>32 |
7>1¼ |
W |
3/8 |
5.12. 5. 6增设的抗压圈外伸部分应尽量靠近罐顶(或罐底)和罐壁连接处。
16)注意:除非单位力二和对钢板有效宽度增量的影响可以有把握地予以忽略,否则应按较厚板重新计算皿 和处以及Q和A,即采用试算法设计抗压圈。

详图a 详图6 详图C 详图d丿
变化顶连接 V


J 详图f 详图hT LJ详图i 详图HLi 丿
_V
顶板〈或底板)厚度不超过6mm时可采用



注1:当选用详图f-1结构,即顶板位于抗压圈的下侧时,应采取措施保证角焊缝区内的雨水能够排净。 注2:对可以釆用的各种焊接接头型式的连接位置的限制况表8;对抗压圈截面积的限制见5.12.2。
图6可釆用和不允许釆用的抗压圈结构详图
5.12. 5. 7罐内、外抗压圈外伸部分如果会使液体积存时,应沿其长度方向开设适量均匀的排液孔。 排液孔或排气孔的孔径均不应小于19mm。
5.12. 5. 8夕卜侧无垂直肢的抗压圈,外伸部分在径向垂直平面上的宽度如不超过自身厚度的16倍时, 可不另加支承。除此以外,抗压圈的水平或接近水平的部分,应沿罐壁圆周均匀支承,支承件应分别 与加强圈和罐壁牢固的焊接连接,以防止加强圈侧向(竖向)局部失稳。当需要支承时,角钢、扁钢 或其他抗压元件相对于水平轴的截面惯性矩不应小于下式的计算值:
L=U割?1 = 7. 2X06縛ɪ ........................... (42)
Ek k
式中:
II—钢制抗压圈对通过其截面形心水平轴的横截面惯性矩(罐壁部分不计在内),当抗压加强 圈为角钢时,除非其垂直肢紧贴罐壁或成为罐壁的一部分,否则仅考虑角钢水平肢对通过 其形心水平轴的惯性矩,mm4;
注:式(42) L值仅适用于钢材,不应用于其他材料。
QP——在抗压圈有效范围内由角钢、扁钢或其他外加抗压元件所承受的环向力,其为由式(40) 计算的Q值的一部分,Nf
C — C增设抗压元件的截面积 QP-Q抗压圈总有效截面积
RC—圆筒形罐壁与罐顶(或罐底)连接处圆筒形罐壁的水平半径,mm;
E——材料的弹性模量,取E=200000MPa, MPa;
k——常数,其值取决于相邻两支承对应于罐中心轴的角度仇由表均确定,表中"为沿圆周均 布支承的数目;任何情况下,。不应大于
表15 抗压加强圈的支承系数左(见5.12.5.8)
|
n |
8、C |
k |
n |
θ. C) |
k |
|
30 |
12 |
186.6 |
10 |
36 |
20. 0 |
|
24 |
15 |
119. 1 |
9 |
40 |
16. 0 |
|
20 |
18 |
82. 4 |
8 |
45 |
12. 5 |
|
18 |
20 |
66.6 |
6 |
60 |
6.7 |
|
15 |
24 |
46. 0 |
5 |
72 |
4.4 |
|
12 |
30 |
29. 1 |
4 |
90 |
2.6 |
5.13罐内和確外结构构件的设计
5.13.1 —般规定
5. 13.2-5. 13.5仅限于基本要求和原理的讨论,未包括特殊的设计。
5.13. 2 基本要求
5.13. 2.1如果储罐形状,在某些载荷条件下可能产生较大的变形,或者由罐壁本身承担全部操作中 可能出现的气、液压组合载荷既不合理又不经济时,应在罐内设置内部拉杆、支柱、支架或其他结构 构件,以保持罐的形状和承受不能直接由罐壁承担的力。在罐外也应根据需要设置其他结构构件,以 支承或部分支承储罐和物料的质量。所有这些内部和外部构件应按照结构工程准则设计,许用应力值 见5. 6的规定。构件在罐内、外的位置以及与罐壁的连接不应使构件对罐壁的反作用力在罐壁中产生 过大的局部或二次应力。当构件与罐壁之间釆用刚性焊接时,在连接处构件的应力不应高于罐壁的许 用应力值(参见附录D)。
5.13. 2. 2罐体内部任何构件的任何部分(包括腐蚀裕量)的公称厚度不应小于5mm0
5.13. 2. 3若罐内设置的任何结构构件(如节点圆处的圈梁)、罐附件或其他内部构件,当液位超过 它们,在罐内形成存气现象时,则应开设适当的、布置合理的排气孔,以使气体自由排出.当罐内排 空时,会在它们上面出现积液的现象,则应开设适当的、布置合理的排液孔。排气孔和排液孔的孔径 不宜小于19mm,且沿构件均布。 '
5.13.3简单系统
在某些情况下,作用在结构构件上的力是静定的,在另外的情况下是静不定的,例如用来支承球 形储罐的外部支柱是静定型构件。如果柱子是垂直的,则作用在每根柱子上的力简单地等于罐体与物 料的重量之和除以支柱数目。如果支柱是倾斜的,则作用在每个柱子上的力等于垂直状态下柱子所受 的力除以支柱与垂线夹角的余弦。又例如,对于只需用来支承罐顶自重和罐顶上的外载荷(包括外 压)的内部框架,其设计程序简单,仅涉及很少几个假设。但是,当罐内框架用来弥补罐壁的承载能 力时,则其设计程序相当复杂。
5.13.4复杂系统
5.13. 4.1本章节的设计规定不包括设计可能建造的各种形状罐的内部构架的特殊要求,但是如图4 类型C所示的一种特定形状的罐,其内部构架设计所采用的步骤是适合于通常所用的图解方法。在这 种内部构架的系统中,连接罐顶节点圆以下的环形圈梁和罐底节点圆以上相应的环形圈梁之间的受拉 构件上的力,可按静力学方法确定大小.为了进行初步分析,假定;如果构件是垂直的,则用圆筒壳 取代受拉构件;如果构件是倾斜的,则用平截头圆锥体取代受拉构件。
5.13. 4. 2在这些假定的条件下,罐顶和圆筒(或截锥筒)之间的连接处,顶板中的单位经向力Tl 的垂直分力是直接传递到圆筒(或截锥筒)上去的,在以下两种假设情况下均不需要上部环形圈梁。
a) 在用圆筒形拉杆的情况下,罐顶(或壁板)板中的单位力L的水平分力与连接处另一侧的水 平力相互平衡。
b) 在用截锥筒拉杆的情况下,两曲面水平分力之差由截锥筒顶部的单位力的水平分力平衡。
5.13.4.3在圆筒或截锥筒下端节点处,垂直分力的总和应与圆筒或截锥筒中力的垂直分力相平衡。 作用在连接节点处水平分力的总和应等于零。此外,沿着圆筒或截锥筒上端边缘所受的垂直分力的总 和,应等于沿着圆筒或截锥筒下端边缘所受垂直分力的总和。换言之,储罐的总体设计应使超过罐顶 的预定部分所受的向上气体压力与超过罐底的预定部分所受的向下气体压力相平衡,而不产生过大的 弹性应力或应变。
5.13.4.4当节点圆上所受的水平力没有用其他方法平衡时,应在该节点圆处设环形圈梁,以承受不 平衡的水平分力——这个力可以是拉力,也可以是压力。
5.13.4.5当使用想象圆筒或截锥筒拉杆满足静力平衡条件时,圆筒和截锥筒只是许多杆件等距离分 布的近似体,其中的每一根,除了它作为拉歼的基本作用以外,还作为支柱承受部分罐顶和部分外载 荷。在节点圆处,环形圈梁上有扭矩和竖向弯矩,顶部经向力Tl较小的偏离(如果不是完全偏离), 则会大大减少圈梁上的扭矩。
5. 13. 5罐内经向加强件
5.13. 5.1当在罐壁上用弧形经向桁架或筋板来防止因经受压缩力Tl而使罐壁丧失稳定时,若支承罐 壁突出部分的基础沿■储罐周围是均匀分布,使得在桁架或筋板下面罐壁处基础承压强度不大于桁架或筋 板之间罐壁处的基础承压强度,则在罐壁和桁架或筋板之间的经向力分配在一定程度上是静不定的。在 此种情况下,对罐体任意给定的水平面处的罐壁和桁架或筋板所共同承受的总经向力,可按式(9)计 算。为便于计算,假定桁架或筋板的横截面积沿罐壁圆周均匀分配作为罐壁的附加厚度。在式⑼中 的F值,可以不包括桁架或筋板中的力。按式(9)计算出的经向单位力的假定值,被认为是给定水平 面处的罐壁和桁架或筋板的组合截面上所承受的经向力之和除以该水平面处罐壁的圆周长度。
5.13. 5. 2为了承受上述的力,罐壁圆周每毫米长度上需要的有效截面积(不包括腐蚀裕量)等于作 用在组合截面上的单位经向力的假定值除以许用压应力。此面积应由罐壁和桁架(或筋板)按比例分 摊,通过试算按以下方式分配:
a) 桁架(或筋板)上的面积应保证在预定的载荷作用下,防止罐壁在垂直方向上丧失稳定且桁 架或筋板应沿罐壁圆周均布。
b) 罐壁的厚度,不仅应承担自身经向单位力,而且也应承担按下式计算的全部纬向单位力C :
Z=R2(力-言) ....................................(43)
式中的「为罐壁上承受的经向单位力,等于作用在组合截面上的经向单位力的假设值乘以给定 的水平面处罐壁的横截面积与组合横截面积的比值。上述公式中的其他符号的定义见5. 10. 1。为了 承受力C所需的厚度应满足5. 10. 3中与C有关的所有要求。
5.13.5.3在罐壁和桁架(或筋板)组合截面上的力实际上是不均匀的。但是,只要遵守上述原则并 考虑桁架〈或筋板)上的偏心载荷,则5.13.5.1和5. 13.5.2的均匀分配的假设将给出安全可靠的设 计(新的设计应采用应变仪进行测试)。
5.13. 5. 4当储罐基础和支承的设计与配置,使罐体的突出部分及它的储存物料重量全部传递到桁架 (或筋板)上,并由此传递到基础上时,作用在每个桁架(或筋板)上总的垂直载荷是静定的。罐壁 中的应力系统类似于大直径水平管道全部支承在环形圈梁上。在后者的情况下,类似于5.13.5.2中 允许的设计应力也可以采用罐壁的厚度由经向作用的力确定。
5.14罐壁开孔的形状、位置和最大尺寸
5. 14.1在5. 16. 5. 17和5. 18中所述“开孔”系指罐壁上安装接管、人孔而开的孔(而不是接管上 的孔儿接管穿过罐壁并且与罐壁相焊,在罐壁的厚度范围内有足够的焊肉,以保证在罐壁厚度范围 内接管壁厚的拉伸强度(即加强面积等于2倍的接管壁厚和罐壁厚度的乘积)。
5.14.2在所有的情况下,开孔应按有腐蚀的条件确定尺寸。一般情况下,开孔的尺寸通常按沿罐壁 曲线的弦长进行测量。当弦长与弧长(与弦所对应的罐壁弧长)之差超过2%,则应沿罐壁曲面的弧 长进行测量。
5.14.3以上规定也可适用于靠近较扁平底底圆筒形壳上的开孔:作为另一种选择,嵌入板或补强板, 可以延伸到与底和壁的接头相交,其夹角近似90°。应力消除的要求不适用于底或环形底板底焊缝。
5.14.4按本标准建造的储罐罐壁、罐顶或罐底上的所有人孔、接管应为圆形、椭圆形m或长圆 形'气当采用椭圆形或长圆形接管时,沿罐壁外表面所量的长轴尺寸,不应大于短轴尺寸的两倍;若 接管位于罐壁中的经向应力和纬向应力不相等的部位处,其长轴方向应与较大应力的方向一致。
5.14.5罐壁上每个开孔补强板的边缘⑴与罐壁曲面上的任何显著的不连续的转折线之间(例如在节 点表面上两个节点之间的连接处,或者是碟形或圆锥形罐顶或罐底与圆筒形罐壁间的连接处,或者是 罐顶或罐底的过渡区和另一部分罐体之间连接处等)的距离,不应小于15Omm,且大于开孔处的壁 板公称厚度(包括腐蚀裕量)的8倍,5. 14. 3允许者除外。任何开孔附件同支脚、支柱、裙座或支 承储罐自身或其所受的主要载荷的其他构件所用附件的任何部分之间的距离,不应小于上述尺寸中的 较大者。此外,如相邻两开孔的补强板是互相独立的,则各自的补强板边缘的间距,在任何点不应小 于上述规定的距离中较大者(见5.17)。
5. 14.6每个开孔的部位,都应使其补强板和附件便于在靈内外两侧进行检查和修理。而需直接和基 础接触的罐底底部的开孔情况除外。
5.14.7经过补强的开孔,其尺寸可以不限m,在罐上的开孔位置应符合5. 14.5和5. 14 一 6的要求。 在任何情况下,除5. 18规定以外的各种开孔的内径m (考虑腐蚀裕量后),不应超过开孔所在部位罐 壁最小曲率半径的1.5倍,
17) 接管的中心线不垂直于罐壁的开孔,应当作椭圆形开孔进行设计。
18) 长圆形是由两条平行边和两个半圆端相连接而组成的一种形状。
19) 此处所谓的“补强板边缘”,系指贴附焊接于罐壁上的补强圈的最外部焊缝的边缘,对于不带补强圈的开孔, 系指接管从开孔伸入至罐壁的边缘。
20) 虽未规定最小凡寸.但是按本标准建造的储罐所釆用的接管,管径不宜小于19mm。
21) 对于椭圆形或长圆形开孔,在任何给定的方向上的开孔尺寸与该方向上的罐壁的曲率半径的相对关系,符合 此条的要求。
5- 14. 8大开孔应特殊考虑(见5. 16.7和5. 18) ,需要在制造厂进行应力消除带有附件的大开孔, 应考虑运输空间,控制开孔尺寸。
5.15检查孔
为了便于进入罐内进行检查和维修,每台罐上至少应开两个人孔。在任何情况下,人孔内径不应 小于50Omm,所有人孔处应设有适当的平台、直梯或斜梯等其他设施。
5.16单个开孔的补强
5. 16.1 —般规定
图7和图8说明了本条的要求。接管在盖板上开孔补强的有关规定见5.21.1.2, 5.21.1.3,
5. 21. 2. 7 和 5. 21.2. 8。
⅞^^^,
釆用较小的尺寸



初城J) L气f ʌ

t,-——罐壁所需厚度,如果开孔通过一条环焊缝,,值成为规定的焊接接头系数与LO之差,mm;
爲——接管所需厚度,如接管有纵向焊缝,应考虑其焊接接头系数,mm;
"——开孔处壁板的多余厚度,mmi
ft—~开孔通过一条环焊缝,焊接接头系数小于1.0的焊缝的多余厚度,mm;
ft——可用于补强的接管厚度,mmi
A.——可用于补强的罐壁的多余的面积,皿己
A2——可用于补强的接管的多余的面积,mm%
A3——可用于补强的焊缝的横截面积,mm2i
A4——-可用于补强而增加金属横截面积,mm∖
注:其他变量的定义见5-16. 5.1和图8。
图7单个开孔的补强
5. 16.2 基本要求
凡按本标准建造的储罐,在罐体上的所有开孔和与罐体焊接的接管颈上连接支管用的开孔盐,都 应进行补强,但5. 16. 2. t和5. 16. 2. 2中的情况除外。
5. 16. 2.1在下列情况下,罐体上的单个开孔可以不进行补强:
a) 罐体公称厚度小于IOmm,接管的公称直径不大于80mm0
b) 罐体公称厚度不小于IOmm,接管的公称直径不大于50mmo
C)螺纹管接口公称直径不大于50mmo
5.16. 2. 2在外压条件下,罐体上开孔所需的补强仅为5.16. 5所规定的需要量的50% ,该条中/是 根据外压计算确定的。
22)后面的规定中没有提及接管上支管的开孔,但应理解为本章规定也可用于这种开孔。这种情况,应把接管当 作“罐壁”,把支管管壁当作“接管壁”。


图8-1焊接接管和其他接口的一些常用型式

型式g 型式h 型式i

型式j 型式k 型式1

型式m 型式n 型式0-1
图8-2焊接接管和其他接口的一些常用型式

型式o-2

型式o-3
型式。-4

型式P 型式q 型式τ

型式S-I 型式s-2 型式t-1 型式t-2 型式U-I 型式U -2
图8-3焊接接管和其他接口的一些常用型式


封头凸面受压的单面焊搭接焊缝
在图8- 1〜图8-4中:
iw—罐壁(包括腐蚀裕量)的公称厚度,mm;
4——接管(包括腐蚀裕量)的最小公称厚度,mm扌
rp——补强板的公称厚度,若补强板有腐蚀情况,应包括腐蚀裕量,mm;
C--腐蚀裕量,mm;
知n——19mm或采用角焊缝或坡口焊连接的部件除去腐蚀裕量后的厚度,取两者中较小者,mm;
心或6 不小于6mm或0. 7tfnin两者中较小者,但t1 + I1不应小于1. 25∕miπ T mm;
ʤ——6mm或0.7 Cir-C)两者中较小者(内部角焊缝受接管内伸长度的限制),mm;
£4----不小于 O- 5imι,1, mm;
£5---不小于 0. , mm?
Eh--封头的公称厚度,m∏‰
注L所示的焊缝尺寸是假定罐壁外表面没有腐蚀裕量,如有腐蚀则焊缝尺寸应相应增加。
注2:图中所示外边缘应磨光倒圆,其半径至少为3mm,或45°倒角。其宽度至少为4mm,对于DN≤8() 的接管,见5.16. 9.2中的例子。
图8-4焊接接管和其他接口的一些常用型式
5.16. 2.3不应把充分补强的要求解释为,在接管中或由本章节所允许的开孔圆周可得到有效的补强 金属的地方,应采用补强板。所要求的补强面积,在限定的尺寸内考虑对补强有效的金属和连接补强 板所要求的焊缝强度,在5.16.3中作了规定。补强应按指定量进行,且补强的分布及与罐壁的连接 形式应使所有潜在破坏的路径通过开孔向径向或环向延伸的要求得到满足。
5.16.2.4需要的最大补强面积位于垂直于罐体内主应力的平面中,通过开孔接管与罐壁交点的中心 处。对于长圆形开孔,通过半圆端各自中心的平面之间,平行于开孔平行边的整个长度上,应提供同 样的补强面积。但是,这些平面可能不是通过开孔引起破坏的控制截面,因为罐壁的拉伸和装配焊缝 的剪切或拉伸的组合作用,破坏可能沿着其他轨迹发生(圆筒形罐壁是平行上述平面,但稍有偏离)。
5. 16. 3补强面积的尺寸和形状
5.16. 3.1 “补强面积"应为:在一个与储罐表面垂直并通过所考虑的截面的平面里可用作开孔有效补强 的金属面积。对于具有直线母线的表面,例如圆筒或圆锥,补强面积是由图7中直线线段GH, HK, GJ, JK构成的长方形,如果储罐表面是沿两个方向弯曲的,则线段GH和JK应与罐表面的曲率一致。
5.16.3.2补强面积的最大长度,是沿罐外表面测量的开孔中心轴线两侧的下列距离中的较大者:
a) 距离等于开孔直径与2倍腐蚀裕量之和(对于非圆形开孔,距离等于相应尺寸代替开孔直径)。
b) 距离等于开孔半径与腐蚀裕量之和(对于非圆形开孔,距离等于相应的弦长的一半代替开孔 半径),加上不包括腐蚀裕量的接管壁厚与罐体的厚度。
5.16.3.3补强面积的最大宽度,应从罐壁内表面或外表面(或内、外表面同时)沿半径方向测量, 不应大于下列距离的较小者。
a) 距离等于罐壁公称厚度减去腐蚀裕量后的2. 5倍。
b) 距离等于接管公称厚度减去腐蚀裕量后的2. 5倍,加上罐壁内侧或外侧增设的补强板厚度, 如果补强板设在罐内,则减去腐蚀裕量。
5.16. 3. 4对于两个或多个相邻的开孔,如按上述方法计算出的补强面积相互重叠,则开孔应按 5. 17进行补强。
5.16.4具有补强作用的金属
5.16. 4.1按照5. 16. 7的规定,在5. 16. 4.2和5. 16. 4. 3中叙述的补强面积限定范围内的金属可以 认为是具有补强作用的。
5.16.4.2当整个开孔位于整块板上且罐壁超过5. 10所需要的罐壁厚度时,焊接接头系数为1.0。 当在焊缝上开孔时(接缝的方向接近于计算补强要求的横截面积的方向2"),焊接接头系数为设计所 采用的(经向或纬向),则超出所需要的多余罐壁金属厚度,均可认为是具有补强作用。上述金属厚 度均不包括腐蚀裕量。如果需要,可以采用增加罐壁厚度,而不必增大补强圈。
5. 16. 4.3罐壁上附加的所有金属,包括焊肉部分和接管壁厚中扣除腐蚀裕量和接管本身的强度要求 以外的金属,也认为是具有补强作用的金属(见5.19)。
5.16. S要求的补强面积
5.16.5.1通过开孔的任何截面上和按5. 16. 3定义所限是的补强横截面积,不应小于下式的计算值: Aτ=(d+2c)(t-c)(Ef) ...........................................(44)
式中:
A,——在所考虑的截面上提供的补强面积,mm%
d——在所考虑的截面上扣除所采用的腐蚀裕量以前开孔内侧尺寸(见5.14. 1) f mm J
C——所考虑的零部件的腐蚀襁量,mm;
t——按5. 10确定的罐壁开阳也 庚需要的罐壁厚度,mm;
E,——系数,等于焊接接关系数E值;若开孔位于整体板上(或开孔处除了有一条大致垂直 于所考虑的横截面的焊缝外并为任何焊缝),E'值应等于沿开孔所在的罐壁板边缘并与 所考虑的横截面大致平行的主焊缝的焊接接头系数Ei当开孔通过一条大致平行于所考 虑的横截面的焊缝时,E值应取为LOO (E值见表8);当E值不取为1时,应用小数 表示。
5.16.5.2应考虑经向和纬向两个横截面所需要的补强面积,尤其对于非圆形开孔在这两个方向的最 大尺寸具有明显差异(见5.16.2)。
5.16. 5. 3 5. 16. 5. 1中的公式假定为,所有用作补强的材料,其极限抗拉强度不应低于罐壁材料额 定的最小极限抗拉强度。如果补强材料不能满足以上假定,则应增加补强面积用来补偿材料抗拉强度 的不足。当补强材料的抗拉强度大于罐壁材料的抗拉强度时,其增大的强度值不应利用。
5. 16.6补强的分布
补强的分布应使每一个可能引起潜在破坏的平面内(如5. 16. 2所述)补强的强度至少等于垂直
23)如果开孔通过一条焊缝,其方向大致垂直于所考虑的横截面时,则在计算此横截面时可以不考虑焊接接头系 数。但在计算平行于此焊缝的横截面上所需要的补强面积时,■应考虑焊健的影响。 于该平面的总载荷(这一载荷由扣除储罐需要的有效壁厚的金属所承受)。补强的强度是由该平面中 补强范围内的补强材料的横截面积与补强材料的最大许用应力(不应超过罐壁的许用应力)的乘积来 确定。此外,补强面的形状及其与罐体的焊接应尽量减少补强件边缘处的应力集中。
5.16.7大开孔的补强分布
5.16.7.1前面给出的开孔补强规定,适用于开孔的尺寸不应大于以下值的情况:
a) 曲率半径Te≤760mm的罐体表面,开孔内径(宽或长)不应超过该开孔部位表面的曲率半 径,而且在任何情况下也不应超过50OmmO
b) 最小曲率半径R>760mm的罐体表面,开孔内径(宽或长)不应超过开孔部位表面的最小曲 率半径的2/3,而且在任何情况下不应超过1()0OmIn。
5.16.7.2大于上述尺寸但仍在5.14. 7所述范围内的开孔,应给予特殊的考虑。除非5. 18中另有规 定,否则补强应满足上文提出的各项要求<,并且,应补强的主要部分尽可能靠近开孔边缘,同时在外 形上从罐体厚度到补强件的最大厚度处还应提供合理的过渡区。补强面积的2/3宜设置在开孔每一侧 向夕卜延伸的O. 25d范围内。
5.16. 7. 3角焊缝宜磨成圆弧形,罐体的内侧转角或沿开孔边缘处的接管转角应呈圆弧形以减少应力 集中。可在罐体开孔处嵌入一块厚板(或几块板〉以得到更为有效的补强。但是,应考虑是否增大了 相邻板受约束的程度。其程度是否进行测量,取决于使用经验和预定操作条件的苛刻程度。在需要 时,可做适当的验证试验。
5.16. 8 焊缝强度
5.16. 8.1设置补强板的方法应使开孔中心处的补强件发挥全部强度,同时提供足够的保护措施以防 止损坏。损坏可能发生在稍稍偏离开孔中心的某个平面里(即临界平面),它们是罐体受拉和补强附 件受剪切和拉伸联合作用的结果(见5.16.2.4)。为此,焊缝和用作连接补强附件的其他部分(仅指 上述临界平面外——即在以开孔中心为轴临界平面的对称侧——那部分连接件)应当合理布置,以传 递应力给补强件。同样,临界平面以外补强附件任何两部分之间的连接强度,至少应等于附件所需要 的抗拉强度(见F. 5补强计算的举例九
注:尽管大多数情况下,临界平面的位置可以通过分析确定,但这不是本事破定分析的重点;本章提出的要求目 的是为满足如果a)临界平面假定位于本注的条款1)和条款2)「所卷:關置,b)在临界平面以外,即在以 开孔中心为轴的临界平面的对称侧,提供了足够的焊缝和其他附件,.以发挥开孔中心线处所需的补强件的强 度.开孔和补强板整个周边的连接焊缝,应是连续焊缝,尺寸也不要禳少。以本注a)所假定的临界平面的 位置,应通过考虑罐壁中同时存在的双向应力的相对大小和开口的形状妄行评价:
D球形表面或某一其他形状的表面(该处双向主应力中任一个都不小于另一个的75%)上开孔,假定临界 平面垂宜于需要考虑补强的罐壳应力的方向.对于圆形或椭圆形开孔,临界平面通过开孔中心;对于长 圆形开孔,若分析开孔的横向截面时,临界平面通过其中一个半圆端的中心,若分析开孔的纵向截面时, 临界平面应与开孔纵向中心线重合。
2)在圆筒形或圆锥形表面或某一其他形状的表面(该处双向主应力中任一个小于另一个的75%)上开孔, 假定临界平面平行于上面条款1)所述有关开孔形状的平面,并位于该平面与开孔边缘之间的一半距离 处(参见附录FK
5.16.8.2连接补强板的焊缝强度是抗剪强度还是抗拉强度,取决于焊缝可能的损坏方式。当考虑是 剪应力还是拉应力控制时,根据计算结果,取两者中的较小值。塞焊的强度可以包括在按照5. 24焊 接的连接焊缝强度中。当接管穿过罐体,并在罐体的全部厚度上有足够的焊肉(不一定全焊透整个罐 体),在考虑抗剪强度时,除去腐蚀裕量的接管壁厚可以包括在补强附件焊肉的剪切强度中。当连接 焊缝设置在5. 16.3所定义的补强面积限定范围的外侧时,仍然可以把它作为连接焊缝计算。曲面的 角焊缝长度应以它们内侧的尺寸为准确定。
5.16.8.3连接焊缝除应符合本标准的规定外,还应符合下列要求:
a)对接接头的焊接接头系数应符合5. 23的要求,连接焊缝不能进行射线检测或不适宜进行射线 检测者除外。对接焊缝的强度由剪切面积或受拉截面积与以下的应力值、焊缝的焊接接头系 数三者之积确定:
1) 载荷垂直于焊缝时,取表6或表7或5.5.5规定的钢板和锻钢的拉伸或剪切应力值。
2) 载荷平行焊缝时,取表6或表7或5. 5. 5规定的钢板和锻钢的拉伸或剪切应力值的75%。
3) 开孔周围为垂直和平行于焊缝的双向组合载荷时,应取表6或表7或5.5.5规定的钢板 和锻钢的拉伸或剪切应力值的87. 5%。
b)角焊缝的强度等于通过焊缝腰高的最小截面积乘以釆用的许用应力值,再乘以下面的组合系 数:对于焊缝金属剪切强度为80%,焊接接头系数近似为85%,载荷系数对于垂直的载荷为 100%,对于平行的载荷为75%,对于垂直与平行载荷组合的情况为87.5%:
1) 载荷垂直于焊缝时,取表6或表7给出的拉应力值的70% (组合系数70%r焊缝金属剪 切强度系数80%乘以焊接接头系数85%乘以载荷系数10。%)。
2) 载荷平行焊缝时,取表6或表7给出的拉应力值的5()% (组合系数50⅝≈焊缝金属剪切 强度系数80%乘以焊接接头系数85%乘以载荷系数75%)。
3) 开孔周围为垂直和平行于焊缝的双向组合载荷时,取表6或表7给出拉应力值60% (组合 系数焊缝金属剪切强度系数80%乘以焊接接头系数85%乘以载荷系数87. 5%)。
5.16.9连接焊缝的最小尺寸
5.16. 9.1为了补充5. 16. 8的要求,补强件的连接焊缝还应遵循下列规定:
a) 两相焊件中较薄件的厚度不大于t9mm (不包括腐蚀裕量)时,焊缝尺寸不应小于图8所示 的要求。
b) 两相焊件中较薄者的厚度大于19mm (不包括腐蚀裕量)时,焊缝尺寸不应小于图8所示的 要求,且Zmin取19mm。
5.16. 9, 2图8中S-2、t-2、h-2和V所示的型式,当接管DN不大于80时,除5. 16.8所规定 的要求外,其连接焊缝可免除图示的尺寸要求。
5.16.9.3对于图8中U-3所示的型式,焊缝坡口的深度电不应小于Schl60号管子的厚度。
5.16.10补强板的检查孔
除了接管位于罐底(罐底直接放在罐基上)的下侧以及接管的补强板太窄,可以不遵循下列规定 外,罐外表面的人孔或接管上的单层补强板和鞍形凸缘或整体补强垫板上,至少应设一个MlO的螺 纹检査孔,用于进行压缩空气或肥皂水试验,以检验罐内外的人孔或接管及其补强板周围连接焊缝的 可靠性。当罐在操作使用时,检查孔可不设丝堵。对补强板、鞍形凸缘或垫板接触罐壁的表面,应用 砂轮磨光,以确保即使补强件被焊缝牢固地紧贴于罐壁,试验压力可完全作用到接管的四周。
5.17多个开孔的补强
5.17. 1两个或多个相邻的开孔,符合下列情况之一时,接管应采用组合补强件,补强件的强度应等 于5.16要求的单个开孔补强的强度:
a) 任何两个相邻的开孔的中心距离小于它们平均直径的两倍,而使它们的补强范围重叠时。
b) 任何两个相邻的开孔按单个开孔补强时,两开孔补强件角焊缝的外边缘或焊脚(见脚注20) 之间的距离为下列数值:
D任一点小于150mm;
2)任一点小于较厚的补强板周围角焊缝的公称厚度的8倍或者嵌入补强板对接焊缝公称厚 度的8倍R
24)如果在相邻的罐壁接缝施焊以前,已对焊缝的周围做了消除应力处理,则与纵向(经向)焊缝的间距可减少 ⅛ 15Omm,与环向(纬向)焊缝的间距可减少为75mm,但在这两种情况下,间距不应小于罐壁厚度的 2 5倍’
在任何情况下,都不能认为横截面的任何部分可适用于一个以上的开孔,即在联合补强范围内不 可重叠。形成联合补强件外缘的曲面,应用正切于曲面的直线或大半径反向曲线连接,或用这两种线 段的组合,但不应出现凹角。
5.17. 2当两个或两个以上的相邻开孔采用一块组合补强板时,任意两个开孔的最小中心距至少等于 开孔平均直径的L 5倍,且两个开孔之间的补强面积应至少等于这两开孔上所需补强面积的50⅝o 5.17.3当5.17. 2所述的两个相邻的开孔中心距小于它们平均直径的1男倍时,两开孔间的任何金 属都不应作为补强加以考虑。
5.17. 4任意几个密集的相邻开孔,在任何排列情况下,可以按一个包含所有这些开孔的假定直径来 考虑补强。
5.18罐顶和罐底中央的大直径圆形开孔设计
5.18.1 —般规定
如图9所示,位于罐顶或罐底中央的大直径开孔和各种变径段,其圆筒形颈管的轴线与罐体的回 转轴重合时,只要与开孔或变径段相连的颈管设计以及开孔周围的罐顶(或罐低)区域和罐顶(或罐 底)与颈管之间的过渡截面的设计全部满足5. 10的要求和本章所规定的附加要求,则开孔的尺寸可 不受限制,也可不进行补强。在变径段,其大端与圆筒形罐壁相交范園内的设计应符合5.12的要求。 类似于5. 12中规定的设计步骤也可用于锥形过渡截面(连接的不是罐壁而是顶或底的水平表面上) 大端周围的区域。

图9封头上大型开孔和圆锥形壳体变径段
在式(45)〜式(48)中所用的变量定义如下:
Q—作用在通过罐顶(罐底或过渡段)与开孔颈管间连接节点处(颈管从开孔的一侧伸出)的 垂直截面的总环向力,N;
Ae——在垂直横截面上承受Q力所需的金属有效面积(不包括腐蚀裕量在内),mu?;
Rl——从罐顶(罐底或过渡段)与圆筒形颈管连接处,沿罐顶(罐底或过渡段)表面的法线量 至罐的垂直回转中心(罐底或过渡段)的距离,mm;
Rl——颈管与罐顶(罐底或过渡段)与圆筒形颈管连接点处伸出的筒形颈管的水平半径,mm;
Ti——在罐顶(罐底或过渡段)与圆筒形颈管连接处,罐顶(罐底或过渡段)中环向单位弧长 上所受的径向力(见5.10), N/mm; '
T2——同上连接处罐顶(罐底或过渡段)的经向单位弧长(罐顶、罐底或过渡段为双曲面时), 或沿圆锥母线(为圆锥形简节时)单位长度上所受的纬向单位力(见5.10), N/mm;
Tm——在圆筒形颈管与罐顶(罐底或过渡段)连接节点处,圆筒形颈管所受的、沿接管颈母线 的环向单位力(见5. 10) , N/mm;
a——T)方向和垂直线的夹角(对于圆锥形表面即为锥顶角的半角);
StS——纯拉伸时的最大许用应力(由表6或表7给出),MPa;
E——所给出的焊接接头系数(见表8),用小数表示;
WIl—一罐顶(罐底或过渡段)参与承受环向力Q的宽度,mm;
Wrl——颈管参与的相应宽度,mm;
th——与伸出的颈管连接处附近的罐顶(罐底中过渡段)钢板厚度,腐蚀裕量包括在内,mm;
h—同上述⅛连接处的圆筒形颈管的厚度,mm。
5. 18.3转角半径
5.18. 3.1当罐顶(罐底或过渡段)与开孔之间的连接采用曲线过渡时,圆角半径不应小于开孔直径 的6%,该处所需的厚度应按5. 10的规定计算。当圆角半径小于开孔直径的6%时,则过渡区所需要 的厚度将急剧增加。如果使用较大的圆角半径,需要的厚度将减少。
5.18. 3. 2当罐顶(罐底或过渡段)与开孔之间不采用曲线过渡时,连接处的应力情况与锥形或碟形 罐顶与圆筒形罐壁的连接的应力儈况相反* .因为在这种情况下,在罐顶(罐底或过渡段)中经向单位 力二的水平分量将伸出的开孔颈管向夕卜推并增加作用在连接处的环向拉伸应力。在这种情况下,罐 壁和颈管在它们的连接处附近的设计,应使开孔的每一侧均能承受总的环向载荷Q。其值按下式 计算:
5.18.4横截面积
为了承受总的环向力,所要求的总的金属横截面积如下所示:
在上述面积中开孔每侧承受力Q的有效板的宽按下式计算:
5.19接管与罐体的连接件
5.19.1 —般规定
5.19. 1.1接管(用作管连接、手孔或人孔)可以是钢管、管接头、锻钢、板材或者是符合4.1,
4. 2, 4. 3或4. 5规定的其他材料制造的It
5.19.1.2接管可以与罐壁、另一接管、肓法兰一起组成一个整体;或者在本规定限定的条件下,接 管可以采用螺纹、焊接连接在罐体上,或者用双头螺柱或螺栓直接与罐体、另一接管或平盖连接。
5.19.1.3位于罐体或其他接管上的所有开孔,都应按5. 16或5. 17的要求进行补强.盲法兰的开孔 仅需按 5.21. 1.2, 5.21. 1.3, 5.21.2.7 和 5. 21. 2. 8 的要求进行补强。
5.19. 1. 4接管可以釆用图8中所示的任何方法或遵循安全可靠的设计原则,保证接管及其连接件在 各种情况下,满足5. 16要求的方法与罐体连接。
5.19.2接管的最小厚度
接管的壁厚应按5. 4规定的设计载荷,采用5. 5所规定的许用应力求出的计算厚度再加上腐蚀裕 量。采用的接管最小壁厚应等于计算出来的壁厚,而不包括腐蚀裕量的有效壁厚,不应小于下列壁厚 中的较小者;
a) 与接管相接的罐壁的有效厚度,即不包括腐蚀裕量和为开孔补强增加的任何金属厚度。
b) 标准管的壁厚(见SY/T 0510或见ASMEB36. 10M
5.19. 3接營的外端
5.19. 3.1接管的外端可以连接法兰、预留焊接坡口或带有螺纹。如采用带螺纹的端部,应满足
5. 20. 5的要求。
5.19. 3. 2当栓结法兰与接管在整个厚度上焊接时,由法兰背和接管壁形成的拐角应采用角焊缝,角 焊缝尺寸不应小于接管厚度的0.25倍(不包括腐蚀裕量)。但是对较厚的接管壁,角焊缝尺寸不应小 于标准管或加厚管厚度的0.25倍,取其接近且小于接管壁厚者。焊角应按同样尺寸的半径加工成圆 弧状,但半径不应小于5mm。
5.19.3. 3当法兰与接管不是在整个厚度上焊接时,设计和制造应符合5. 20的要求以及ASME标准 第VllT卷附录2中图2 - 4的要求进行设计利连接。
5.20栓结法兰连接件
5. 20. 1符合ASME B16. 5的150磅级的栓结法兰应用于外部管道连接并可与其他法兰连接。这种 法兰可以用焊接方法制造,只要承包商通过计算(直接或比报计算法),并通过检验员检测,确认此 焊接法兰的强度相当于代替的整体法兰。
5. 20. 2栓结法兰除符合5. 20. t要求外,还应根据ASME规范第Vm中附录2的有关规定,按最 小压力0. 4MPa (501b∕in⅛)进行设计,所采用的许用应力值Sf和Sn应为表6或表7的规定值,并 对Sm S,和S值限定如下;;.
Sh——纵向应力,不应大于T.5S”但对于ASME规范第Vm中附录2图2-4 (7), (8),
(8a), (8b)和(9)所示的各种型式的法兰除外,Sh不应大于1. 5Sf或取1. 5Sn中的较 小值者;
Sr--法兰径向压力,不应大于S”
St——法兰切向压力,不应大于Sf ;
并且的貝不应大于S;的虽不应大于
厶 匕
螺栓的设计应力值不应超过本标准表6或表7中的规定。
5. 20.3除外部管路连接外,螺栓连接的法兰应符合HG 20615及ASME B16. 5的150磅级的要求或 按照5.20.2的要求进行设计。设计压力不应小于QlMPa (表压)金作用在接管与罐壁连接处的总 压力P (取较大值)。
5. 20. 4平焊法兰可以釆用储罐环向焊缝许用的任何方式焊到接管端部;连接应符合釆用的环向焊缝 的要求。
5.20.5操作压力小于或等于0. 34MPa〈表压)且接管公称直径不超过DN300或操作压力大于
0. 34MPa (表压),接管公称直径不超过DNIoOo如果全螺纹啮合长度符合或超过ASME Bl. 20.1 的要求,可以通过螺纹与接管连接。
5.20.6螺栓或螺柱的直径应大于或等于13mm。如果直径小于13mm,应采用合金材料。
5.21盖板
5. 21.1平盖和盲法兰
5. 21.1.1无支撑的平盖和盲法兰的厚度由下列方法之一确定,但厚度不应小于13mm加上腐蚀 裕量,
a) 当采用图10中类型b和类型C所示的螺栓连接时,应按ASME Bl6. 5中的压力一温度额定值 选用盲法兰,并按该标准或相当的标准确定直径。
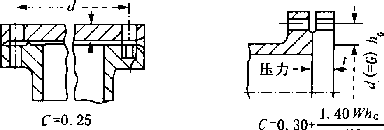
b) ASME B16. 5中未包括的规格和设计,平钢盖板或盲法兰所需厚度采用适当的C值由式 (49)计算:


类型e 类型f
注:以上仅是一些图例,其他满足5. 21的设计也可釆用。
图10 允许釆用的平封头和盲法兰的类型
Ld∕+c 或 P = .............................. (49)
式中:
t--最小需要厚度,mm;
d———直径,按图1()所示部位测量,mm;
C——().25,如图1()中类型a所示与法兰刚性锄接或螺栓连接的板(适用于本标准中任何材质的 垫片);
C——0.30,如图10中类型d、类型e、类型f所示插入到接管端部,并用合适的刚性机械锁紧 装置加以固定的板:只要是此固定部件的设计能够克服由于内压产生的管端载荷引起的剪 切、拉伸、压缩而造成的破坏,其设计安全系数不应小于4。如果在罐壁上有连接螺纹时, 其连接强度不应小于相同直径的标准钢管的强度;
C——O- 3()+ (1.4(≡G/HG)与法兰用螺栓连接的板,其连接方式为:配置螺栓后使盖板弯曲 成碟形,而此时压力作用在如图10中类型b和类型C所示的栓结法兰板的同一侧;
W——法兰设计螺栓载荷,见ASME规范第训篇第2分篇2. 5 (e)节,N;
he,——从螺栓圆直径到直径G的径向距离,mm,
H——总流体静力端部载荷.按照ASME规范第Vm篇附录2中2. 3的定义,N;
G—垫片反力作用点的直径,按照ASME规范第皿篇附录2中2. 3的定义,mm;
P——设计压力,至少等于盖板所在水平面处罐壁所承受总压力0或是0. 34MPa (501b∕i∏2),取 两者中较大值,MPa;
S——最大许用应力值S* (表6或表7中给出),MPa;
C--腐蚀裕量,mm O
5.21.1.2在平盖上如果开孔的边缘与板中心的距离不大于图10中给出的直径d的侦4时,开孔接 管直径为DN5() (2in)时,无需增加盖板厚度。当不满足这个条件时,盖板厚度要增加去掉腐蚀裕 量后整体板厚的4()%。整体板厚等于式(49)的计算厚度减去腐蚀裕量。
5.21.1.3不应超过图1。中所示直径的50%的开孔可以开在平板盖上,但是开孔应按5. 16的要求 补强。尽管盖板会形成半径等于*的球缺,可是加到盖板上去的补强部分,应补偿不少于在盖上开 孔所损失金属横截面积的50%。当平板盖上的开孔最大直径超过图1()所示尺寸d的50%时,此盖板 应按5. 20和ASME规范第VlD篇附录2中的栓结法兰规定作为法兰进行设计。
5.21. 2 球碟形盖板
5. 21.2.1本条中各公式和图11所用变量的定义如下:
t—成型后盖板的最小需要厚度,包括腐蚀裕量,mm;
"——法兰厚度,包括腐蚀裕量,mm;
A--法兰外径,mm ;
B--法兰内径,mm;
C--螺栓圆直径,mm;
D 盖板直边内径,mm;
L--球面内半径或凸面内半径,mm;
r--转角内半径,mm;
P——设计压力[其值至少等于在盖板水平面处罐壁的总压力或().34MPa (501b∕in2)τ取两者中 的较大值丄MPa;
S——最大许用应力值S,5 (在表6或表7中给出),MPa;
Mn——按松式法兰确定的总弯矩(见ASME规范第训篇附录2中2. 6节)不包括图10类型d盖 板,应包括H儿力矩(HrhS可加上或减去),N ∙ mm;
Wr--球缺中的薄膜载荷的径向分力Hr = HDCatβ↑, N;
Ar——的力臂,Hr到法兰环形心的距离,mm。
5. 21. 2. 2碟形封头的半径L不应超过封头直边的外径,过渡区转角半径尸不应小于外径的6% (见 图11类型a)。
5.21.2.3椭圆形封头内侧深度减去直边高度后,不应小于封头直边内径的1/4 (见图11类型a)。
5.21.2.4半球形封头不需要整体的直边。对于带有直边的封头,直边和封头的球面碟形部分之间的 转折点到封头与法兰背面之间的焊缝的距离,不应大于13mm,除非直边的厚度至少等于同样直径的 无缝圆筒形壳体需要的厚度。
5. 21. 2. 5如图11中所示的各种型式的凹面侧受压且带有栓结法兰的碟形盖板,其所需要的厚度按 下列要求进行设计:
a)对于图11类型a的盖板,板的厚度t由下列公式计算;
|
对准球形封头: | ||
|
._ (). 885", t — ɪ C ..............* ` S |
........ (50) | |
|
对2 : 1标准椭圆形封头: | ||
|
t=φ+c ................... 2s |
........................(51) | |
|
对半球形封头: | ||
|
t - *5—C ................... 4$ |
........................(52) |
以上型式盖板的法兰厚度和螺栓尺寸,至少应满足ASME规范第WI篇附录2中图2 - 4的有关要 求,且应按5. 20. 2的规定进行设计。
b)对于图11类型C的盖板,盖板及法兰的厚度由下列公式计算:
盖板厚度:

注L椭圆形和半球形封头也可用作为上述的盖。
注2,在任何情况下,碟形封头的半径L均应大于盖板栓结法兰内径(尺寸B).
图H检结法兰的碟形钢盖板

£=巫+ c 6s
使用环形垫片时的法兰厚度:
tι =

A + B B (A-B)
使用宽垫片时的法兰厚度:
L0.6 /PF-B (Λ÷B) (C-B)
A-B J
假设球缺上薄膜载荷的径向分力是由法兰承受,
C)对于图11类型b的盖板,使用环形垫片时的板厚由下式确定:
t = 5.7Q I + ∕1 +1-3MO +c
1 √1 PQBL
使用宽垫片时的板厚由下式确定:
式中:

(53)
(54)
(55)
(56)
(57)
板厚不应小于下式确定的值:
t=饗+ c 6s
d)对于图11类型d的盖板厚度由下式确定:
L 礬+ c .......................................... (58)
05
在此情况下,系数5/6已包括环焊缝的焊接接头系数E=O.8。
法兰厚度由下式确定:
(59)
式中:
J=给
注:由于HM,加到按活套法兰确定的法兰总弯矩中,也可从总弯矩中减去,当内压为零时,法兰环的弯矩可能 是法兰设计的临界载荷(见5. 20. 2) O
5. 21. 2. 6图11所示的各种型式凸面侧受压且带有栓结法兰的碟形盖板的厚度应按5. 21. 2. 5要求进 行设计,只是在计算盖板厚度t时使用的压力P不应小于1. 67公,A的定义如下:
A是指操作时封头的凸面侧承受的最大不平衡力,单位为兆帕(MPa)。当压力等于或小于 0. IMPa (151b∕in2)时,则仑应取最大可能不平衡压力的0. 25倍或0. IMPa (151b∕in2)两者中的 较小值。
此外,如果按本条前面规定的方法计算出的有效板厚(J-d等于或小于盖板法兰内径的0.01 倍,则要用式(60)确定所需厚度的进行验算。该板厚度不应小于按下式计算的结果:
.......................................(60)
式中:
LC——碟形(准球形)封头和半球形封头的凸面内半径(对于2: 1标准椭圆形封头为0.9D, D 为封头内直径),m∏lo
5. 21. 2. 7只要碟形盖板球面上的开孔附件完全避开球面和盖板法兰之间的角焊缝,则在碟形盖板球 面上的开孔直径DN不大于50mm管径时不必增加球面部分的板厚。
5. 21. 2. 8 在碟形盖板球面上的开孔按5.16或5.17规定的方法进行补强,则开孔直径可大 于 DN50。
5.22焊接接头型式
5. 22.1.1 5. 22. 1. 2〜5. 22. 1. 6的内容包括了本标准允许采用的熔焊接头的型式(接头的使用范围 见表8)。
5. 22.1. 2与焊接接头有关的术语定义见GB/T 3375、ASME规范第IX卷及下述定义:
a) 角焊缝:两相焊件相交面的夹角介于0° (对接焊缝)至90° (直角焊缝)之间的焊缝。
b) 槽焊:与塞焊一样,在两端是半圆形的细长孔中进行的塞焊(施以角焊缝的孔不应解释为塞 焊或槽焊)。
5. 22.1.3对于双面焊的对接焊缝,为保证第一层焊缝根部的金属完好,在背面施焊前,应对背面焊 根进行铲削、磨削或熔化等清根处理,确保最终焊缝全部焊透和充分熔融。
注:对于能得到全熔融和全部焊透的焊接工艺以及能避免在焊缝根部出现不能接受缺陷的焊接工艺不必釆取本节 的上述要求。
5. 22.1. 4带有垫板的单面焊对接接头,如果焊后保留垫板,则紧靠垫板的所有端部(包括T型焊 缝处)均应是全焊透焊缝。当焊缝要进行射线检测,并且垫板的影像将影响射线检测结果时,焊后应 除去垫板。
5. 22.1. 5双面和单面搭接焊缝应满角焊,焊缝尺寸等于较薄焊件的厚度。搭接宽度不应小于较薄板 厚度的4倍,且不小于25mm。
5. 22.1. 6当规定径向过渡段的环焊缝为全焊透焊缝时,小于或等于3()。的角焊缝应符合本要求。所 有其他要求与对接焊缝要求相同。
5. 22. 2 焊缝尺寸
5.22.2.1坡口焊缝:当规定了根部熔深时,接头的熔深取决于焊缝坡口的尺寸,接头的熔深等于坡 口斜面深度加上规定的根部焊透的深度。
5. 22. 2. 2角焊缝:等边角焊缝的焊缝尺寸为角焊缝截面内的最大等腰直角三角形的直角边长。不等 边角焊缝的尺寸为角焊缝截面内的最大直角三角形的直角边长。
5.22.3角焊缝的腰高
角焊缝的腰高是从焊根到角焊缝表面的最小距离。对凸面的角焊缝,构成角焊缝截面的最大三角 形的斜边即视作焊缝的表面。
5. 22. 4凸面受压封头与人孔的焊缝
封闭人孔的凸面受压封头可按图8型式W和表8的规定采用单面满角搭接焊缝与人孔颈连接。
5. 23焊接接头系数
5. 23.1 —般规定
焊接接头系数定义为在设计计算中或与焊接接头结构强度有关的计算中采用的连接系数。基于焊 接接头可能含有本标准允许范围内的缺陷或者焊接接头的质量可能略低于母材的考虑。表8给出了焊 接接头系数的允许值。
对接焊接接头和满角搭接焊接接头,焊接接头系数等于焊接接头许用强度与整体母材许用强度的 比值。按5. 16. 8. 3b)的规定确定塞焊和其他连接焊接接头,焊接接头系数等于在计算中包括的焊接 接头面积的许用强度与同面积的整体母材的许用强度的比值。
5.23.2最大焊接接头系数
对于釆用电弧焊工艺制造的储罐及其部件,在设计中所允许采用的最大焊接接头系数和各种焊接 接头型式的使用范围,均在表8中给出。
5.23.3接管的焊接接头系数
表6或表7给出的接管的许用拉应力值,已考虑了材料中纵焊缝的焊接接头系数().80。在这些 焊缝中不需再降低焊接接头系数。
在低压操作条件下的储罐,按圆筒壳体壁厚公式计算而确定的接管壁厚是次要因素。而承受管道 变形作用(包括平稳的中等温度影响)的环焊缝却可能是一个控制因素。环焊缝的焊接接头系数值可 在表8中查得,但这个焊接接头系数用于表6或表7中焊接管的许用应力值时,许用应力值已考虑了 0. 8的焊接接头系数。
5.24塞焊和槽焊
5. 24.1塞焊和槽焊连同其他形式的焊缝一起,可用于钢结构附件的连接和开孔周围的补强。塞焊和 槽焊的尺寸和位置应合适,能承受自身的载荷,但任何情况下其所承受的载荷,不应超过由总焊缝 (塞焊和槽焊只是其中的一部分焊缝)所传递的纵载荷的30%o
5. 24.2当焊接件的厚度小于或等于13mm时,该件上塞焊的直径和槽焊孔的宽度不应小于19mm; 当焊接件厚度大于13mm时,孔直径(或宽度)不应小于开孔的焊接件厚度加上6mm。
5. 24. 3除5.24.2所述者外,这些孔的孔径(或宽度)不应超过开孔焊接件厚度的两倍加上6mm. 而且,这些孔径(或宽度)不应大于57mm。
5.24.4当开孔焊接件的厚度小于或等于8mm时,塞焊孔或槽焊孔应用焊接金属全部填满。对较薄 的焊接件,孔内填充的深度至少等于焊接件厚度的1/2或孔径(或宽度)的1/3,取两者中之较大 值,但不应小于8mm。填角焊的孔不应代替塞焊或槽焊。
5.24.5塞焊的有效剪切面积是圆的面积,其直径比吻合面处开孔的直径小6mm。对槽焊半圆端的 有效剪切面积用类似的方法计算,而半圆端中心线之间的有效剪切面积是这两条中心线之间的距离乘 以比吻合面处开孔的宽度少6mm的宽度。
5.25应力消除頌
5.25.1定义
消除应力热处理是将结构整体或局部均匀加热到临界温度以下某一温度,以消除大部分的残余应 力,然后均匀冷却。
5. 25. 2现场应力消除
按本标准规定建造的储罐,通常在安装后不做现场消除应力热处理,因为储罐的尺寸和重量不足 以承受消除应力所要求的温度。如储罐不做现场应力消除,则焊接程序应是以下两者之一:
a) 根据经验或充分的实验已经证明是满意的。
b) 将残余应力减到最小限度。残余应力是在焊缝中或焊缝附近产生裂纹的主要原因之一(见
6. 19 和 H. 4) 0
在任何焊接接头处的接管颈壁厚超过0. 0085D+10.5,以及任何接管(或其他焊接附件)处的储 罐壁板公称厚度大于32mm时,该接管颈和储罐壁板在焊接后需要做热应力消除处理。以上公式中 直径D小于50Omm时均取50OnImo如果不能在安装后对这些部件的组焊件进行热应力消除处理, 则所有的这些组焊件,特别是在开孔和与支承连接处的组焊件,均应在制造厂制作,并在运输前进行 热应力消除处理。
5.25.4角焊缝连接件
当小的接管或耳架连接用的角焊缝为下列尺寸时,可不按5. 25. 3的要求进行应力消除。
a) 在平面上的焊缝或在圆筒面、圆锥面上的环焊缝不应大于13mm。
b) 在圆筒面、圆锥面上的纵焊缝或者在双向曲面上的任何焊缝均不应大于IOmmO
5.26射线/超声检测
5.26.1 ■"般规定
对5. 26角焊缝质量的検测,可按7. 15. 1的规定釆用射线检测或按双方协议用超声检测代替按 7.15.3.1的射线检测。“检测”可定义为射线或超声检测。
注:超声(UT)和射线(RT)是两种检测方法的互补。对检测裂纹,UT优于RT,反之亦然。对于RT的焊缝 映陷有不同的特征(如裂纹、未熔合、圆形指示物等)并可根据其特征采用不同的方法。对焊接质量要求严 格的应采用RTO检查焊饉裂纹的长度和高度时应釆用UT (有MT/PT附加除外)。附录U中UT基于机械 破裂,并假定缺陷裂纹特征。
射线检测是电子射线穿过被检物使底片感光从而获得完整的影像记录的过程。
超声检测是超声穿过材料并形成反射和/或折射波,是一种没有记录的检测。
对所有的双面对接接头其较薄板厚度超过32mm以及承受的拉伸应力值大于0. 1倍规定的最低材
25) 任何进行应力消除的要求和每种情况下消除应力的方法,应由业主和承包商协商取得一致意见。如果用锤击 处理作为焊接程序的一部分且业主同意,则也可以釆用(见6一7和6.19)。
26) 对P-1和P-12B-2组材料,如果在焊接时维持最低的预热温度93'C (200 °F)时,则此厚度可由32mm 增加到38mm。
料的抗拉强度要求进行1。。%射线检测。
5.26.4焊接接头系数
5. 26. 4.1经过Io0%射线检测的储罐或储罐拼接焊缝,只要满足5. 26. 4. 2和5. 26. 4. 3的规定,在 设计计算时,可采用表8中允许的最大焊接接头系数值。
5.26.4.2除接管、人孔和支承等与罐壁连接的焊缝不采用对接焊缝的型式外,罐壁上所有的纵、环 焊缝和双向曲率的罐壁上的经向、纬向焊缝,都应采用对接焊缝的型式。
5. 26. 4. 3对5.26. 4. 2所述的所有对接焊缝的全部长度,都要按7.15规定进行射线检测,但以下 情况除外:
a) 当储罐部件不需要全部射线检测时(见5.26.3),对于圆筒面或圆锥面上的环焊缝与纵焊缝 相交焊缝每侧80mm内需进行射线检测。在球形面、准球形面、椭圆形面和其他双向曲面上 的所有焊缝,都应看作是纵焊缝。对锥形和碟形罐顶(或罐底)和圆筒罐壁之间没有过渡段 的连接节点和过渡段(图9所示)的两端或其中任一端没有过渡区的环向焊缝,都应进行射 线检测。
b) 当接管上的对接焊缝不需要全部射线检测(见5. 26. 3)时,本条适用于接管本身制造的连 接,而不适用于接管与罐壁的连接。
对于全部均匀支承的罐底板(例如支撑于钢筋混凝土基础或密实沙石基础上)或仅由压缩应力决 定设计厚度的零件,局部或全部射线检测的规定不是强制性的。
5.27齐平型清扫孔
5. 27.1圆筒罐壁的平底罐
5. 27.1.1在罐壁下边缘,可以设齐平型清扫孔。在5. 27.1.2-5.27.1.4所述的条件下,清扫孔可 与罐底齐平。
5. 27.1. 2罐内的气相空间的设计压力不应超过0. 014MPa (21b∕in2)o
5. 27.1. 3由于内部设计压力和试验压力及风载荷、地震载荷而引起的壳体举升力应予抵消(如
5. 11.2所述),以使圆筒罐壁和平底的连接节点不被举升。
5. 27.1. 4在齐平型清扫孔开孔顶部处的圆筒罐壁轴向或经向薄膜应力,不应超过开孔所在的底圈罐 壁上的环向设计应力的l∕10o
5. 27. 2尺寸和详图
5. 27. 2.1齐平型清扫孔的尺寸和详图应按照表16和图12以及本节的规定。
表16齐平型清扫孔的尺寸
|
2. OMPa (CIaSSI 50) 公称法兰尺寸 |
开孔高度∕ι |
开孔宽度b |
罐壁补强 板瓢宽W |
开孔上部 转角半径H |
罐壁补强板的 下部转角半径r2 | ||||||
|
mm |
in |
nun |
in |
mm |
in |
mm |
in |
mm |
in |
mm |
in |
|
200 |
8 |
203 |
8 |
204 |
8 |
965 |
38 |
102 |
4 |
356 |
14 |
|
300 |
12 |
305 |
12 |
304 |
12 |
1321 |
52 |
152 |
6 |
457 |
18 |
|
400 |
16 |
305 |
12 |
508 |
20 |
1626 |
64 |
152 |
6 |
457 |
18 |
|
450 |
18 |
305 |
12 |
559 |
22 |
1676 |
66 |
152 |
6 |
457 |
18 |
|
500 |
20 |
305 |
12 |
635 |
25 |
1752 |
69 |
152 |
6 |
457 |
18 |
|
600 |
24 |
305 |
12 |
914 |
36 |
2261 |
89 |
152 |
6 |
457 |
18 |
5. 27. 2.2齐平型清扫孔在圆筒罐壁上开孔的最大宽度b不应超过914mmo
清扫孔处壁板厚度Mfd
补强板=
见剖面OC
全焊透焊缝

60° ±30°
RlowD
150mm景小
縮底板
最底层壁 板厚度。
2∕d+25⅛m
-罐底过渡段最小 弧长为ff+1524π≡
32mm最小
清扫孔中心纔
剖面B-B
对接焊缝匕京
注1:较薄板的厚度,最大13mm。
381πuπ最小

m
**- 76.2nInI
争6JaB信号孔约
位于补强板高度的中部 fR=16om 最小■** ⅛∙*- \
ʌ L - ⅛∕2-*
_ * ∕f ^^弧长 15QnQl 30Om / 景小 最小 ■底补强板 糞供齐平接头的坡口
满角焊 厂
7 J 噸补强板对接爆缝二 管瞒至圆法兰的过渡段―
傀注1)

剖面A-A
图12-1齐平型清扫孔
5. 27. 2.3在圆筒罐壁上开孔的最大高度h不应超过305mm。
5. 27. 2. 4装有齐平型清扫孔的罐壁板厚电,应比相邻的底层罐壁的板厚f至少大2mm,但不应大于
4mm,当开孔尺寸为2OOmmx 200Inm时,板厚可以相等。
5.27.2.5罐壁补强板的厚度应与齐平型清扫孔处罐壁板的厚度相同。
5.27.2.6齐平型清扫孔组合件中的罐底过渡板的厚度*最小应为13mm,当有规定时,取罐底边缘 板的厚度。
5.27.3应力消除
清扫孔应完整地预先组焊在一块罐壁板上,包括带有清扫孔的罐壁板在内的完整的组装件,应在 595°C-~650oC (IIOO T~1200 T)的温度下进行消除应力热处理,每25mm壁板厚度为保温lh。
5.27.4补强
5. 27. 4. 1齐平型清扫孔的补强应遵照5. 27. 4. 2-5. 27. 4. 6的规定.
5. 27. 4. 2清扫孔顶部以上的补强板截面积AcS不应小于下式的计算值:
ACSNKl/ιf∕2
(61)
式中:
KI——面积系数,由图13查出;
h——开孔的最大垂直高度,mm;
t——清扫孔处罐壁板厚度,不包括腐蚀裕量,mm。
当!d>12mm时圆角 “CT-

7Si透焊缝
罐底过渡段
t
罐底补强
圆角
另一种焊对焊详图
孃底 过渡段
托 7
(见注1)
(38皿最大)
___管嘴法兰和
纔壁开孔中心线 瑚13mm(最小) ,底板
h

25254rom
X
最小
∕n-16rπm^<∣^
^管嘴过渡段
(见必

罐底补强板
胃面清根后焊接
圆角
~7Γ~ 全焊透焊缝
典型的接管详图5 当> 38mm时圆烈⑵
管嘴中心线
管嘴靈
27, 4・6)^

(见注1)
底板
管嘴 ' 过渡段■ 2 宙+254Inm
W倪注2)
典型的接管详图(A>Λ)
注1:较薄板的厚度,最大13mm.条面C-C
注2: DN40-DN600的法兰应符合HG 20615或ASMEBI6. 5的要求,大于DN600法兰应符合 HG 20615 或 ASME B16. 47 的要求。
5.27.4.3罐壁的补强应设置在开孔底部以上高度为L的范围内,L不应超过1.5払 对小尺寸开孔 则(LF 不应小于15OmmO当L>1.5力时,则只有在1.5儿高度范围内的补强部分才被认为是有 效的。
注;L--罐壁补强板高度,mm<,
5. 27. 4. 4所需要的补强可由下列一种或各种组合来提供。
a) 罐壁补强板。
b) 清扫孔组合件的罐壁板大于相邻的罐壁板的那部分厚度。
C)开孔颈部中长度等于补强板厚度的那部分接管长度.
5. 27. 4. 5开孔中心线处罐底补强板的宽度,应为25Omm加上开设清扫孔的罐壁钢板及其补强板厚 度之总和。罐底补强板的厚度4由下式计算:
00
L
5 0 5
7 5 2 肅导.ms .M+6m.∞+⅛

0 1.0 1. 1 1.2 1.3 1.4
机系数
Kl——确定齐平型清扫孔最小补强要求的面积系数;
H---罐高,τn;
D---罐内径,Ili,
图13齐平型清扫孔的设计系数
tb = 355600 + 154. 6 屈 .................................<62)
式中:
h——开孔的垂直高度,mm;
b——开孔的水平宽度,mm;
H——罐体高度,m。
罐底补强板的最小厚度4,当H=I4.6m时,应为16mm;当H=I7 m时,应为18.5mm;当 H= 19. 5m 时,应为 19mm。
5.27.4.6接管过渡厚度和接管颈部厚度爲,最小为16mm。当有外载荷作用时,其厚度貽可大于16mmo
罐壁补强板、接管、麟补强板、接管过渡连接段、管法兰和螺栓的材质都应符合第4章设计温度和 所需厚度的要求。罐壁包括附件的板材、罐壁补强板、接管颈部板、接管过渡连接段、罐底补强板等都要 符合4. 2在设计温度下所需厚度的要求。栓结法兰及接管颈的冲击韧性值应满足4.3.5的要求。此外,罐 壁板和罐壁补强板的屈月髀度和抗拉强度应大于或等于相邻罐壁板的屈月明虽度和抗拉强度。
位于罐壁上的齐平型清扫孔和圆形管法兰之间的过渡连接段应按照本标准的规定设计。本章节没 有包括的设计和结构详图,承包商应提供与本标准的规定同样可靠的设计和结构详图(见5.1.1)。
凡是釆用锚栓来防止罐壳举升的,锚栓应紧靠开孔补强板的两侧布置。
应有足够的措施防止连接管道的自由位移,以使作用在罐壁连接处的推力和弯矩减至最低限度。 由于温度应力以及管线的热膨胀和弹性位移而造成罐壁膨胀受到罐底的约束,罐壁连接件的转动应有 所限制。如是双层罐壁,任何绝热层或其他材料既不应约束,也不应增加罐壁连接处的位移。罐壁连 接处的转动见图14。
齐平型清扫孔区域内应设置基础,以支承清扫孔的罐底补强板。设置在混凝土环梁上的储罐,其 基础应能均匀支承罐底补强板及罐壁下面的其余罐底板「支承齐平型清扫孔下面罐底补强板的不同方
曜壁弹性变形 后的接管中心线
罐壁内半径=H
罐壁外半径=p + δj?
弹性变形后
罐壁的位置
随着储罐半径和厚度 的变化罐壁弯曲变形 的高度 ......
偏转角
原接管 中心线.…

补强底板;
过渡段
底板
76.2nun最小 ⅜ >⅛∙>^.,Λ<.√∙. 区详图诙详图b)区爰芯京W• 備壁内径
适合罐底补强板需要的缺口……■
壁内側
F + 304. 8mm 最小,受基础 .B 详 ISu
曲率限制者除外(见详图b) 76. 2≡最小
环墙上缺口详图
法见图14。
齐平型清扫孔可以采用普通的补强板。当采用这种结构时,接管中心线的最小距离应大于L5 (⅛1 +b2+ 65) mm,且不应小于61 Omm,尺寸山和但可按各自的公称法兰尺寸从表16中査得。罐壁 板上相邻的齐平型清扫孔不应共用一个补强板,相邻补强板的边缘之间的距离应至少为915mmo 5.27.11焊接接头检测
接管上的对接焊接接头应进行100%的射线检测。接管与罐壁及补强板间的焊接接头、罐壁与罐 底补强板间的焊接接头应全部进行磁粉检测。焊根以及每熔敷完13mm焊接金属和最后施焊完毕, 都应进行磁粉检测。
本章包括的制造作法细则,是建造按本标准设计的大型焊接储罐的基本要求。
6.2.1按本标准设计的储罐,应按本标准的要求进行制造,同时应符合业主或订货单所规定的要求。 6.2.2当材料需要矫正时,应在划线或成型前进行,并应采用加压或其他不伤害材料的方法完成。 在材料的矫正过程中,不应采用加热或锤击的方法,除非材料加热到锻造温度。
6.3.1钢板、封头边缘以及其他零部件,应采用机械加工、剪切、磨削或用自动、半自动火焰切割 62
方法加工成一定的形状和尺寸。釆用火焰切割后,应用机械的方法去除材料在切割熔化过程中形成的 熔渣和氧化皮等有害斑渍。
6.3.2罐壁上的所有开孔不应釆用电弧切割法,宜采用刀具切割。如果开孔釆用手工火焰切割,则 余留的非焊接边缘应进行机械加工或打磨光滑O
所有罐壁板应进行成型,并应遵循表17的规定,以满足储罐弯曲度及施工安装的要求。罐壁和 罐顶的弯曲成型,应采用不影响材料机械性能的工艺。
表17罐壁板成型数据表
|
__________________⅛ |
反及不锈钢板________ | ||
|
钢板的公徐厚度d 一 |
― 储論兩公称直径 — ― | ||
|
Tnm |
in |
m |
___________任 |
|
________>16________ |
K/8 |
所有 -「 |
_______所有 |
|
13≤^<16 |
1/2 或V5∕8 |
V36 |
VM) |
|
1O≤⅞<13 |
3∕8≤SV1∕2 |
18 一 |
V6()______________ |
|
5≤^<W ___ |
3∕169V3∕8 一 |
________V12 |
<40__________ |
|
铝__ ____ _____________ | |||
|
铝板的公称厚度8 _____ |
储罐的公称直径 | ||
|
mm |
in____________ |
m |
ft |
|
________≥16________ |
K/8 |
所有 |
_______所有_______ |
|
1/2MSV5/8 |
V27 [ |
_ V90 | |
|
1Q≤JVt3 |
<50 | ||
|
______5&V10 |
3∕16MSV3∕8 |
_______<9_______ |
__________<30__________ |
储罐操作条件下薄膜应力大于1/3设计应力值的罐壁应符合6. 5. 2-6. 5. 6中所述的公差要求。为 制造出合格的储罐,由承包商决定测量的次数和频率。不包括保温层,且不与设计液体相接触的双壁储 罐的外壁(见附录R和附录Q),通过承包商与业主之间的协议,可以取消这些公差或使用修正值。
6. 5. 2.1罐壁顶部相对于罐壁底部的最大垂直度偏差不应大于罐体总高的1/200,且不应大 于 50mmo
6. 5. 2. 2各圈壁板的垂直度偏差不应大于该圈壁板高度的0.3%,底圈壁板的垂直度偏差不应大于 3mm;铝板的垂直度应满足GB 3193或ANSI H35. 2规定的平面度公差的要求。
6. 5.3.1储罐的水平横截面的圆度,应保证圆柱形罐壁上任何横截面的最大直径和最小直径(测量 内径或外径)之差,不大于公称直径的1%或300mm,并取两者较小值。平底罐的底圈罐壁离罐底角 焊缝30Omm处,测量的半径偏差不应超过表18的规定。
表18与直径相对应的半径公差值
|
直径D范围 |
… 半径偏差值 |
直径D范围 |
半径偏差值 | ||||
|
m |
ft |
mɪn |
in |
m |
ft |
mɪn |
Ln |
|
。VDCI2 |
UVM40 |
±12 一 |
L ±1/2 — |
45≤D<76 |
15O≤DV250 |
義一一 |
± 1 |
|
12≤DV45 |
4Q≤DV15() |
±19 — |
±3/4 |
D*6 一 |
DA5t)一 |
±32一 — |
±r∕4 |
6. 5. 3. 2成型罐顶、罐底圆柱型端部的最大直径和最小直径之差不应大于公称直径的1%。
理论形状的局部偏差,如焊缝的局部凹凸度,应在如下范围内:
a) 用l()()()mm长的水平样板测量,纵焊缝处间隙不应大于13mm,铝壁板可以增大到25mm (见附录Q)。
b) 用IOOOmm长的垂直样板测量,环焊缝处间隙不应大于13mm,铝壁板可以增大到25mm (见附录Q)。
C)垂直面内的不平度不应超过6. 5. 2.2相应的钢板平面度和波浪度的要求。
所有支耳、托架、接管、人孔架、开孔补强件及其他附件,应与其所贴附表面的曲率相吻合。
6.5.6.1基础应有足够的支承能力并能保持自身的水平度。
6. 5. 6. 2混凝土环梁基础的顶部在圆周任意9m范围内,其水平度偏差不应大于土 3mm。整个圆周 上,其水平度偏差不应大于士 6mm。无混凝土环梁时,基础水平度偏差不应大于设计形状的 ± 13mmo
6.5.6.3钢筋混凝土平板基础,在直径方向上,从罐外壁向罐中心30Omm (或环梁的宽度)范围内 的基础应符合混凝土环墙基础的要求。基础的其他部分的水平度偏差不应大于设计形状的± 13mm。
按业主和承包商的协议要求,应在水压试验前对罐体的偏差值进行测量,可用钢卷尺进行测量但 测量点应避开焊缝。测量的长度应根据温度、弯曲度和风力的影响作适当的调整。局部偏差的测量应 在建造过程中进行。
双向曲率的罐顶、底和壁,其公差值如下:板面与设计的理论形状外表面的偏差不应大于 ().O125D,与规定的内表面偏差不应大于0. 00625D (D是罐顶或底的公称内径)。偏差应在垂直设计 板面上测量。偏差不应有突变而应在所有方向上平滑地与邻接的曲面吻合。对于转角处,D应按转 角半径的两倍考虑。
6.6焊接
6. 6. 1.1按本标准制造的储罐及储罐零部件,应按6. 6.2所列的焊接工艺进行焊接。焊接可由按6. 8 考核合格的焊工和焊接操作工按照JB/T 4709所述的焊接工艺,采用手工焊、半自动焊和自动焊施焊。
6. 6.1.2应采用熔焊进行焊接,不应釆用机械压力焊或气焊。
6. 6. L 3按照6. 19的规定,可采用现场焊缝的锤击处理。
6. 6. 1.4符合4. 3所列标准的,可使用有缝钢管。
储罐及其结构附件应采用气体保护焊、手工电弧焊、埋弧焊、电渣焊、氧燃气焊或电气体焊等焊 接工艺进行焊接。氧燃气焊、电渣焊或电气体焊工艺的使用应取得承包商与业主一致同意。当材料需 要做冲击试验时,不应采用氧燃气焊。可以采用手工焊、半自动焊或自动焊完成。焊接工艺应保证焊 接接头的全熔融。
6. 7.1每种焊接工艺规程均应按照JB 4708进行评定,当按4. 2. 5或有关附录要求需做冲击试验时, 焊缝金属及热影响区均应做冲击试验。
6.7.2焊接工艺规程的评定所需要的试验应由承包商进行,且应使用JB 4708中的补加因素.此外, 热处理条件以及使用或省略经细晶化处理的母材金属作为补加因素。
6.7.3在所有情况下,焊接工艺中的应力消除要求,应由承包商和业主协商一致。如果锤击作为焊 64
接工艺规程的一部分,须经业主同意后方可釆用。
6. 8.1施焊的手工焊焊工和自动焊焊接操作工应按GB 50236的规定进行考核,取得资格后方可上 岗施焊。若已按《锅炉压力容器压力管道焊工考试与管理规则》考试合格的焊工,可以免去按GB 50236相应资格的考试,从事储罐相应部位的焊接。
6.8.2承包商应给每名焊工或焊接操作工指定一个识别标记。除了罐顶板搭接焊缝和法兰与接管的 对接焊缝之外,在整个储罐上均应在焊工或焊接操作工所焊的焊缝附近用手工或机械的方法打上识别 标记,其间隔不应超过fm;若承包商保存每个焊工的每条焊缝和罐壁开孔焊缝的焊接记录,可免打 标记。此记录应保留到工程竣工为止,且应提供给检验员验证。
6.8.3承包商应保存焊工记录,标明考核日期、成绩以及对每人指定的识别标记。此记录应由承包 商签署,供检验员检查。
6. 9.1待焊接的钢板应精确地组对,并在焊接操作时保持组对位置不变。采用定位焊固定时,应符 合 6. 9. 1. 1—6.9. 1.4 的要求。
6. 9.1.1手工焊接的对接接头中,定位焊的焊肉在焊接以前应去除。
6. 9. 1.2采用重新熔化定位焊的自动焊工艺,其对接接头中的定位焊缝应彻底清除焊渣,并进行检 验确保无缺陷。
6. 9. L 3在搭接和填角焊的接头中的定位焊若无缺陷,并且以后的焊道能与定位焊完全熔融,则定 位焊不必去除。
6. 9. L 4定位焊不论是否去除,均应按评定合格的焊接工艺进行,欲保留的定位焊应由合格的焊工 操作,且用目视检査有无缺陷,如发现焊接接头有缺陷,应予以去除。
6.9.2在组对钢板时,经承包商与业主双方同意,可以采用十字焊缝。否则,焊缝间距至少应为较 厚板厚度的5倍。
6.10.1焊接操作前,待焊表面或将熔敷焊缝金属的表面应彻底清除锈皮、熔渣、油渍及任何会降低 熔敷焊缝金属质量的氧化物(气割产生的薄氧化层可不去除R
6.10.2多道焊接时,每道焊缝金属应在下道施焊前清除嬪渣和其他沉积物。
6.10.3双面对接焊缝的背面在焊接前,应铲平、磨光或用熔化等方法清根,以保证与正面第一道焊 接的焊缝金属底部焊牢,并保证焊缝最终全焊透并熔融适当。用熔化方法时,应防止外部杂质,特别 是碳对熔融区域的污染。
注:本条不适用于不能获得适当的熔融并最终完全焊透的,以及可能产生底层焊缝有不被接受的缺陷的焊接 工艺.
在下列情况下,不应施焊;
a) 当待焊接的表面因雨、雪、冰而受潮时。
b) 雨天或雪天。
C)未对焊工和工件采取适当保护措施,刮大风期间不应施焊。
d)母材金属温度低于-18°C (0 °F)时,不应施焊;母材金属温度在-18°C〜(TC (0°F〜32 T)之间[包括-18°C (0 T)和(TC (32 °F)],或其厚度超过32mm时,应将母材金属在 焊缝中心线两侧80mm范围内加热到手感温度的程度。
6.12.1对接焊接接头在全长上应完全焊透、充分熔融,不应有咬边、焊瘤和突起或凹陷。应保证焊 缝坡口完全填满,以使任何一处焊缝金属表面均不低于连接板的表面。焊缝金属在板两侧的余高可作 为加强。焊缝的余高不应大于表19列出的数值。余高超过最大值或7. 15. 1要求时,应予以去除。
表19焊缝的最大余高
|
板厚E |
__最大的力口强高度 | ||||
|
纵向焊缝 |
环焊缝 | ||||
|
mm |
in |
mm |
in |
mm |
in |
|
r≤12 |
z≤l∕2 |
2 |
3/32 |
3 |
1/8 |
|
12<r≤25 |
1∕2<Z≤1 |
3 |
1/8 |
5 |
2/16 |
|
C>25 |
5 |
3/16 |
6 |
........1/4 | |
6.12.2带垫板的单面对接焊缝,加强要求仅适用于无垫板侧。
焊缝的边缘与钢板表面之间应光滑地过渡,不应有尖角。纵向的或经向的对接焊缝允许焊缝有 O- 4mm的咬边,环向的或纬向的对接焊缝允许有0. 8mm的咬边。
组对壁板焊缝对口错边量允差如下:
a) 板厚不大于6mm时,允差应小于2mm.
b) 板厚大于6mm时,允差应为板厚的25%或3mm中的较小者。
焊缝缺陷应用铲削、熔化或机械加工的方法清除,直至表面均露出完好的金属为止,由此而形成 的凹坑应补焊并重新按图纸要求进行检测,并由检验员检查认可。
对于储罐的罐壁、罐顶、罐底中厚度大于12mm的钢板,当对接焊缝的两侧钢板厚度之差超过 3mm时,应将较厚板削成平滑的斜面,其削边长度至少为两对接板厚度差的4倍。所需削边的长度 可包括焊缝的宽度(见图15)。
最终焊缝封口时,应釆用加长和加宽板,而不应用窄板条或填缝扁钢皿。所用最终封口板的装配 和安装方法应经检验员批准,检验员应确认封口板满足全部适用的要求。
6.18.1这类储罐一般不进行整体消除应力热处理,但按5. 25的规定应进行应力消除的储罐应在安 装前进行各部件的应力消除。
6.18.2按照5. 25的规定需进行应力消除的储罐各部件,应置于封闭炉中进行应力消除,并应满足 以下要求:
a) 零部件进炉时,炉内温度不应超过315OC (600 OF)O
b) 炉温超过315笆(600 T)后,升温速度不应超过5000°C∕h除以被加热罐壁最大板厚(IIIm) :400 0F/h除以被加热罐壁最大板厚(in)],且不应超过200oC∕h (400 T∕h) O
C)加热过程中,罐体受热部分在任意500Omm长度内的温差变化不应大于12(ΓC (250 T)O保 温时,罐体受热部分的温差不应大于65°C (150 T)O每25mm板厚(受热罐壁板的最大厚 度),应保温Ih,其最低保温温度为595°C (IIoO OF)O若保温温度低于595°C (IIOo T ), 可延长保温时间,进行消除应力热处理,保温时间见表20。在加热及保温过程中,应控制炉 内空气量,以避免被处理的金属表面过度氧化。炉子的结构应使工件不宜接受火焰加热。
27)对于这类封口处的间隙,可要求将其邻接的那块板去掉一部分,以得到合适的板宽。这种焊缝应考虑全部用 射线和磁粉方法检验,以及消除热应力或锤击处理。
|
类型a |
类型b |
类型C |
|
优选 (同心中心线) |
允许 |
优选 |
注L需要的削边长度L可以包括焊缝宽度。
注2,在所有情况下,长度L不应小于两对接钢板厚度之差的4倍。
图15不等厚钢板的对接焊缝


d)工件温度高于315°C (600 OF)时,应在封闭炉或在冷却室内冷却,其冷却速度不应超过 6500°C∕h除以受热钢板的最大厚度Cmm) [500 T/h除以受热钢板的最大厚度(in)],且不 应超过260°C/h (500 T∕h)0工件温度在315βC (600 °F)或以下时,可在静止空气中冷却。
表20热处理温度及保温时间
|
金属温度 |
每25mm板厚保温时间 h |
金属温度 |
每25mm板厚保温时间 h | ||
|
V |
T |
φC |
OF | ||
|
595 |
1100 |
1 |
510 |
950 |
5 |
|
565 |
1050 |
2 |
480 (最低) |
900 (最低) |
10 |
|
540 |
IOoo |
3 | |||
|
注:对中间温度,保温时间可用线性插值法决定。_______________________________ | |||||
6.19.1按本规定制作的储罐,如罐体不能在工厂整体组装和焊接,可分段运至现场组装和焊接。现 场焊接可按5. 25规定的焊接工艺进行,并可釆用附录I中所述的机械锤击方法。
6. 19.2焊缝锤击处理与消除应力热处理的效果不同,按5. 25规定应进行消除应力热处理的部位, 不应用锤击处理来代替。
7.1.1检验员&应确认按本标准建造的储罐所使用的所有材料在各个方面均符合本标准的要求。检
28)本章和本标准其他章节中所用检验员一词,参见7.2规定,应具有相应的资格。
验员应亲自见证钢厂的试验,或者检査承包商提供的鉴定过的钢厂试验报告。
7.1.2按本标准规定建造的储罐,应按下面章节进行检验和试验。检验员应监督储罐的制作和试验, 并确认所有细节全部符合本标准关于设计、制造和试验的要求。
7. 2,1检验按本标准规定建造储罐的检验员,至少应有五年设计、建造、维护和(或)修理方面工 作的经验,或者负责监督建造、维护和(或)修理各种非直接受火焰加热的压力容器和(或)储罐, 其中包括至少有一年从事过建造或监督建造熔焊容器和储罐的经验。如果在由业主或其代理人认可的 短期训练班结业且成绩良好者,具有五年的经验可改为三年,但需要在熔融焊接建造方面有六个月以 上的实践经验。
17.2.2检验员是业主委任的代表。可来自检验机构、监理机构或直接委派。
7.2.3承包商也应提供自己的检验情况,以协助检验员确认本标准的所有要求均已满足,然后签发 合格证和本厂的报告(见8.3)。
在建造储罐过程中,应允许检验员自由地出入与储罐建造有关的所有现场,而且也能自由地出入 供应储罐用材工厂的各有关现场。
承包商应向检验员提供适当的试验和检验设备,且应随时向他们报告情况。在制造期间对设备和 材料进行的所有试验都应允许他们在场,其中包括使用材料的全部实验室试验及现场的水压试验和气 压试验。
任何缺陷修补前后都应得到检验员的认可,修补后仍有缺陷的不合格材料应拒绝接收(见
6. 15) O
受压部件所用的板材和其他材料应在建罐以前检验。应注意所有的切割边缘,以保证材料没有严 重的夹层和其他缺陷。
在使用钢厂打钢印的钢板前,检验员应检查钢印。在展开和切割的板中,应保留至少一套原始材 料认别标记,在储罐竣工时,应在清晰可见的地方至少保留一组原材料的识别标记。识别标记如果要 求去掉,应由储罐承包商把一组标记正确地转移到竣工罐可见的地方,或用一种编码标记,以保证在 罐的制造过程中对每一块钢板的识别以及其后对竣工罐上标记的识别。这种后加编码标记,应易于与 钢厂的标记区别。检验员不必见证标记的转移,但是应证实此项工作已正确地进行。应注意,表面标 记不应打得太深,以免损坏钢板。为防止在厚度小于6mm的钢板上出现裂纹,钢厂标记应改用压花 以外的其他方法。
所有材料均应测量,以确定其厚度是否符合要求。
7.9.1制造期间,板材、开孔和附件的外露边缘应予以仔细检查,以确保无任何外露缺陷并确定这 些工作已正确地完成。
7.9.2发现的不严重缺陷,只有在检验员对修补方案和修补范围认可后才能进行修补。缺陷较严重 而且修补后不符合要求的材料应予以拒绝。
除车间检验员出具证明外,装配前所有罐壁板或其分片、罐顶板和罐底板都应测量厚度,检査是 否有划痕、所有焊接接头是否可靠。
所有成形钢板和曲面部件均应检査,査明是否符合图纸尺寸和横截面形状.对于不正常的修整, 检验员应将建罐期间所取得的测量记录保存下来,以建立一个完整的记录。
检验员应对照钢厂的钢板清单核对装配材料,核对钢厂报告中提供的材料炉号、化学成分和力学 性能,而且应查看在承包商报告中是否附有这些资料副本(见8.3)。
如果订货单中有规定,则承包商应提供有标记的布置图副本(或单独的草图),标识出所有钢板 的位置并标出炉号,检验员应核对这些标记。此副本应附在承包商的报告中。
检验员应核对所有消除应力热处理的操作工艺,确认温度读数正确,操作步骤符合这些规定的相 应要求。
7.15.1.1除本章的修改之处外,射线检测方法应符合JB 4730的有关规定。射线照相的最终验收应 基于像质计和指定孔或线的影像指示能力。射线照相位置上加强髙的加工表面可以与钢板齐平,或可 以有适当均匀的凸起,但其凸起高度不应超过表21的数值。
表21射线检测的接头焊缝的最大加强高度
|
____板厚度 _____ |
加强的最大高度 | ||
|
mm |
in |
Tnm |
in |
|
≤12 |
≤1∕2 |
1.6 |
1/16 |
|
>12-25 |
>1/2—1 |
2.4 |
3/32 |
|
>25 |
>1 |
3.2 |
1/8________________ |
7.15, 1. 2任何焊接接头修补前,射线照片应送交检验员O
7.15.1. 3验收标准应符合JB 4730中的有关规定。缺陷等级评定满足下列条件之一者II级为合格, 其余HI级为合格。
a) 屈服点大于390MPa的钢。
b) 厚度不小于25mm的普通碳素钢。
C)厚度不小于16mm的低合金钢。
d) 低温用钢。
e) 要求进行10()%射线检测的焊接接头。
7.15.1.4经射线检测鉴定为不合格的焊接接头,应按照7. 15.1.1的要求予以修补和重新进行射线 检测,并按7. 15. 1.3的标准验收。
7. 15.1. 5检测完成后,照片归属由业主和承包商协商确定。
7.15.1. 6按照本章规定承担和评估射线检测的人员,应按GB/T 9445中二级水平或三级水平的要 求进行考核并合格。如果釆用二级或三级人员制定的焊接接头合格或不合格的书面准则,检测工作也 可由一级检测人员承担。所有一级检测人员应在二级或三级人员直接指导下工作。
7.15. 2.1磁粉检测时,检测方法应符合JB 4730的有关规定。
7.15. 2. 2磁粉检测应按JB 4730中要求的报告内容提供检测报告。
7. 15. 2. 3磁粉检测人员应由按GB/T 9445进行考核并取得相应资格的人员担任。
7.15. 2. 4验收标准应符合JB 4730的有关规定,缺陷显示累积长度等级评定I级为合格.
7. 15. 3. 1超声检测代替射线检测:为满足5.26, Q. 7.6或R 7. 6的要求而使用超声检测时,应遵 守JB 4730或附录U的规定。
7.15. 3. 2超声检测不能代替射线检测。
7.15. 3. 2.1为满足5. 26的要求而使用射线检测时,任何指定的超声检测应符合本规定的要求。
7.15. 3. 2. 2检测方法应符合JB 4730的有关规定。
7.15. 3. 2.3按照本章规定承担超声检测的人员,应按GB/T 9445中二级水平或三级水平的要求进 行考核并合格。如果采用二级或三级人员制定的焊接接头合格或不合格的书面准则,检测工作也可由 一级检测人员承担。所有一级检测人员应在二级或三级人员直接指导下工作.
7.15. 3. 2. 4验收标准应符合JB 4730中的有关规定。缺陷等级评定满足下列条件之一者I级为合 格,其余II级为合格。
a) 屈服点大于390MPa的钢。
b) 厚度不小于25mm的普通碳素钢。
C)厚度不小于16mm的低合金钢。
d) 低温用钢.
e) 要求进行10。%射线检测的焊接接头。
7.15. 4. 1液体渗透检测时,检测方法应符合JB 4730的有关规定。
7.15. 4. 2液体渗透检测应按JB 4730中要求的报告内容提供检测报告。
7.15. 4. 3液体渗透检测人员应由按GB/T 9445进行考核并取得相应资格的人员担任。
7.15. 4. 4验收标准应符合JB 4730的有关规定,缺陷显示累积长度等级评定I级为合格.
7.15.5. 1所有焊接接头均应按7. 15. 5. 2和7. 15. 5. 3的要求进行目视检查。
7.15.5.2目视检查的焊接接头的表面质量应符合以下要求:
a) 焊接接头无焊口裂纹和其他表面裂纹。
b) 咬边量不应超过6. 13中对环焊缝、纵焊缝以及纬向焊缝、经向焊缝适用的限制;连接的接 管、人孔、清扫孔等的焊缝,最大咬边允许值为0.4mm。
C)任意Ioomm长的焊缝上表面气孔数量不应超过一组(一个或多个气孔),每组气孔的最大直 径不应超过2. 4mm0
d)焊接金属与母材之间的连接应完全熔合、焊透。
7.15. 5.3不符合7. 15.5. 2目视检査要求的焊接接头应在水压试验前按照下列条款进行修补:
a) 所有缺陷应按6. 15的要求进行修补。
b) 若厚度小于设计条件及水压试验条件下所需要的最小厚度时,应进行焊补;超过最小厚度以 外区域内的缺陷需修磨成至少4 : 1斜度的形状。
C)焊补后焊接接头应目视检查无缺陷。
7. 15. 6.1当采用局部射线检测时,应符合7. 15. 1. 1的规定。在应进行全部射线检测的部位,局部 射线检测不能认为是重复检测O
7.15.6.2局部射线检测或超声检测沿着焊接接头长度不应小于150mmo局部射线检测应符合
7. 15. 1. 3所述的标准。在焊缝相交处进行局部射线检测或超声检测时,应在交点两侧各80mm长的 表面进行修整和检测,水平焊缝检测的最小长度为15Clmm,垂直焊缝检测的最小长度为80mm。
7. 15. 6. 3当按7.17. 4要求需重新进行射线检测时,应符合7. 15. 1. 3的规定。除非业主事先提出要 求,检验员对罐验收后,局部射线检测或超声检测的记录可不予保留。
附录P概括了检测方法及要求,并提供了检测标准、检验员资格和工艺要求。不应以附录P作 为唯一的检验依据,本标准第1章〜第9章及附录Q和附录R中的要求在任何情况下都应遵守。
壁板之间的焊接接头要求全焊透、全熔合(依据所采用的检测方法的强制性验收标准来确定), 应根据7. 15. 1和7. 17规定的射线检测方法或者经业主和承包商同意,使用7. 15. 3.1规定的超声检 测方法来检测焊缝质量。除进行射线检测或超声检测的焊缝以外,可以按7.15.5的规定进行目视检 査。业主的检验员应目视检查所有的焊缝是否存在裂纹、弧坑、过大咬边、表面气孔、未熔合、未焊 透及其他缺陷。7. 15. 5规定了目视方法检查的验收和修补标准。
按7. 15.5的规定对角焊缝应进行目视检查、修补和验收。
7. 16. 4.1永久附件是指焊接在罐壁上,在储罐使用期内不拆除的附件,不包括接管、人孔和齐平型 清扫孔等开孔。但包括抗风圈、踏步、人行通道、内部附件如加热盘管或其他管线的支撑、梯子、焊 接在罐壁上的浮顶支撑、电线导管和附属装置等。安装在储罐最高液位以上的附件不属永久附件。在 储罐表面焊接永久附件形成的焊缝应采用目视方法检査和局部磁粉检测方法(或应业主要求,釆用液 体渗透检测方法)。第7章给出了正确的检测标准。
7.16. 4.2临时附件是指焊接在罐壁上,在储罐投入使用前拆除的附件,通常包括排成直线的夹子、 脚手架夹子、加固件、安装设备和吊装设备等结构件。为了检査要求修补的裂纹等缺陷,临时附件拆 除后的部位应进行目视检査。另外,用表1、表2中所列温度为-15'C (5 °F)、厚度大于12mm的任 何一种储罐材料和所列温度为-37°C (-35 T)的所有储罐材料制作的储罐,临时附件拆除后的焊 缝应采用局部磁粉检测方法检査(或应业主要求,釆用液体渗透检测方法)。第7章给出了正确的检 测标准。
储罐在应力消除后、水压试验前连接的接管、人孔和清扫孔的焊缝应釆用目视方法检查和局部磁 粉检测(或应业主要求,釆用液体渗透检测)。7.15.2, 7. 15.4或7. 15. 5给出了正确的检测标准。
承包商有责任进行检测和任何必要的修复。但是,如果业主的检验员要求的检测超出了 7. 17的 规定范围,或经检测的角焊缝的长度超过了 30m未发现缺陷,附加检测和相关工作应由业主负责。
7.17.1.1按本标准建造的储罐,5. 26强制要求罐壁上所有的对接接头应根据下述章节的要求进行 全部射线检测或超声检测。5.26.3不强制要求全部射线检测或超声检测的对接接头,如果5. 26. 4强 制要求这种程序,也应进行同样的检查。
7. 17.1. 2在检验员认可的焊接阶段并且证明该接头无缺陷,由于结构或焊接位置原因,无法进行射 线检测或超声检测的最后焊缝(或封堵焊缝),可以釆用磁粉检测代替射线检测或超声检测。但是这 个特例不应理解为在没有合适的射线检测或超声检测仪器或仪器无法使用时就可以用磁粉检测代替射 线检测或超声检测。
7.17.1.3凡是要保留垫板的焊接接头,应在最初的两道焊接完成后或熔敷金属完成打底焊道后用磁 粉法检测,待全部焊完后再做一次检测。
7.17. 2. 1没有全部进行检测的主要对接焊缝(见5.26.5)f表8中规定不需要检测的罐顶接头除 外,应根据7. 15. 6和7. 17. 4的程序和标准进行局部检测。
7.17. 2. 2只有在检验员有特殊要求时,才对结构钢构件的焊缝进行局部检测,釆用的检测方法应得 到承包商和检验员双方同意。
7. 17. 3. 1凡是按照7. 17. 2.1规定强制要求进行局部检测的焊接接头,对于按表8脚注e中所定义 的纵向或经向焊接接头,以及相应的环向或纬向焊接接头,其局部检测的数量和位置应符合 7. 17.3. 2—7. 17.3.4 的要求。
7.17.3.2每一焊工或焊接操作工所焊接的每种类型和厚度的焊缝中,最初的3m焊缝以内至少应取 —个局部检测点。此后无论是由几名焊工或焊接操作工施焊,每种类型和厚度的纵向缝、经向缝或需 要检测的相应焊缝,每15m应增加一个局部检测点,剩下不足15m也要取一个检测点。需要进行检 测的所有点的位置应由检验员标明,选择的局部检测点至少应有25%位于经向焊缝和纬向焊缝的交 叉处,每台罐至少应检测两个这样的交点(见7.15.6.2),这两类点都应遵守上述规定和7.17. 3.4 的规定,这种检测点的间隔不必是均匀的。
7. 17. 3. 3如果使用的焊接程序不止一种,或是由多个焊工和焊接操作工来施焊,那么对每一种焊接 程序和对每一个焊工和焊接操作工所焊的焊缝至少应取一个检测点。一个检测点可以同时代表某一种 焊接程序、某一个焊工或焊接操作工,以及某一 15m的焊缝长度间隔。可不由同一焊工或焊接操作 工施焊。因此,如果由两个焊工或焊接操作工在同一条对接焊缝两面施焊,则对他们焊接工作的检测 可以只用一个局部检测点。但当这类焊缝的某点不合格时,应进一步检查以判定缺陷是在焊缝一面或 两面,或哪个焊工造成的。
7.17.3. 4除了 7. 17.3.2和7. 17.3.3中所考虑的焊接接头之外,对环向焊接接头或纬向焊接接头需 作局部检测时,如果同一焊工或焊接操作工在同一结构上施焊,只完成了一条焊缝,则在他所焊的类 型和厚度少的焊缝中,在最初的3m焊缝内应检测一个点。此后,7. 17. 2中考虑的每种类型和厚度的 环向焊缝或纬向焊缝,不管是由几个焊工或焊接操作工焊成的,每增加30m及其所余的零头部分都 应增加一个局部检测点。
7. 17. 4.1当按照7. 17.2的规定选择任何部位的一个检测点进行局部检测时,如焊缝不符合规定, 则应在同一焊缝中再增加两个检测点。检测点的位置由检验员在原先局部检测点的两边各选定一处, 以便确定焊缝中潜在缺陷的范围。如果发现增加的两个局部检测点中的任一点处焊缝不符合
7.15.1. 3中关于射线检测或附录U中关于超声检测的最低质量要求,则在附近再增加局部检测点, 直到确定了不合格的焊縫范围为止。另外,检验员可以要求对以前没有检测过的同一焊工施焊的每一 条焊缝选择一个局部检测点,其位置由检验员选定。假如附加的检测点有不符合最低质量要求的,则 应按原先的检测方法来确定不合格的焊缝范围。
7.17. 4. 2局部检测范围内的所有低于7. 15. 1. 3所规定的射线检测标准或附录U中关于超声检测标 准的焊缝应判废。判废的焊缝应被去除并重新施焊,或根据承包商的选择对该部位的所有焊缝进行检 测,仅对有缺陷的焊缝进行返修。
在全部安装完毕及应力消除、射线检测或其他可能需要的类似处理完成后,每台储罐都要通过
29)这是以焊缝的较薄板的厚度为基准的,为此,在规定厚度与移计厚度之差不应超过3mm时,可以认为板厚 相同。
7. 18. 2~7. 18. 6中规定的一系列水压试验和气压试验。按本章规定需在焊缝上涂肥皂水的地方,亚 麻油或其他能显示空气泄漏的物质也可代用。在冰冻的气候条件下,应使用亚麻油或类似的代用 物质。
7.18. 2. 2罐壁上所有开孔及其补强板的连接接头,应在罐内外两侧用磁粉法检测。当罐底是直接放 在罐基础上时,罐底背面的焊缝检测和随后的空气试验都可以省略。但是,罐底上开孔的这种检测和 试验应在这些底板安放在罐基础上就位前进行=
7. 18. 2. 3按7.18. 2.2的规定检测后,在每一开孔处的罐壁板和补强板、鞍形凸缘或整体补强板之 间,使用5.16.10规定的信号孔引入约0. IMPa (151b∕in3)的压力(如果有关的部件不能承受这样 的压力,则使用部件能承受的压力,并尽可能接近上述压力)进行空气检漏。当上述每个空间已承受 这种压力时,应将肥皂水涂到罐内外两侧环绕补强板的所有连接焊缝上。
7.18. 2. 4罐底直接安放在罐底基础上时(不能进入罐底的下面),罐底钢板之间的所有焊缝应在罐 内侧进行检漏,采用透明顶部真空箱方法进行测量。将肥皂水涂在焊缝处,并在其上用一个上部带透 明盖的真空箱子抽空,其真空度至少是0. 021MPa (31b∕in2)0另一种检测方法是用示综气体和示综 检测仪来检测全长焊缝。示综气体需经业主复査和认可。
7.18.2.5罐的锚栓应灌浆(•如设计要求),锚栓座应连接好。
7.18.2.6在所有的焊缝进行了上述检测和试验,并且检测中发现的所有不合格焊缝都已进行了返修 和重新试验以后,储罐应充空气到么/2 (0;是储罐上部气相空间的设计压力)且不大于0. 014MPa (21b∕in2)o在设计储液高度(容积)以上的所有罐壁焊缝上都应用肥皂水检漏。如果发现渗漏,应 将缺陷铲除并重焊,而且上述规定的气密性试验应重做。直接安放在罐基上的碟形罐底储罐,当碟形 罐底四周未用锚栓固定在基础上时,在储罐用空气压力进行气密性试验的过程中,罐底的周边可能要 稍微向上抬升而离开基础。在这种情况下,应在罐内有压力时,用砂填满罐底下面形成的缝隙并夯实 (见 7. 18. 8)。
7.18.3.1当储罐设计未考虑试验充液液面高于规定容积的液位时(见5. 3. 1. 2),应按7. 18. 3. 2〜 7. 18. 3. 5的规定用水压一气压的组合来进行试验。
7.18. 3. 2完成了 7.18.4规定的气密性试验后,应封闭压力真空泄放阀或阀门,同时由罐顶向大气 放空,以防止压力积聚,然后向罐中充水到设计的最高液位(即设计容积的液位)位置(见 7.18.7)。罐充水后应调整锚栓座,使其预紧力均匀适度。假如在试验前尚无压力真空泄放阀或阀门, 则经业主和承包商双方同意,其罐上接口可用盲法兰封死,而试验过程继续。然后关闭罐顶盖上的放 空口,将空气缓慢地注入罐的上部,直到气体空间的压力大约为其设计压力以的一半时为止。此后 空气压力应缓慢地增加,直到气体空间的压力为其设计压力h的1.25倍为止。
7.18.3.3气压试验会引发某些事故。由于试压时罐中有大量空气,故在试验期间,第一次升压时不 应有人靠近储罐。当罐中的压力超过气体空间的设计压力时,如果需要对特定区域进行仔细观察,应 离开储罐适当的距离用望远镜进行检查。
7. 18. 3. 4随着压力增加,应检査储罐是否有损坏的迹象。在最大试验压力达到L 25倍的气体空间 的设计压力以后,至少应保持Ih,然后使压力缓慢地泄放。从压力真空泄放阀处撤去盲法兰。同时 使空气注入罐顶部,直到气体空间的压力等于其设计压力h时为止,此时泄放阀应开始泄放空气, 以此来检查泄放阀的操作情况。
7.18.3.5压力达到其设计压力勤后,应保持足够的时间,以便对罐壁上的所有焊缝及人孔、接管 和其他接口周围的所有焊缝做仔细的外观检査。检查时,应对所有位于储罐设计的最高液位(即设计 容积液位)以上的焊缝都涂上肥皂水。
7.18.4.1设计和制造上都考虑了能充液至罐顶部的储罐(见5. 3.1.2),应依据7. 18. 4.2〜 7. 18. 4. 4的规定程序进行满水水压试验,而不用7. 18. 3规定的程序。
7.18. 4. 2按7.18.2的规定做好试验准备以后,应用盲法兰封闭压力真空泄放阀或阀门,同时打开 顶盖上的通气孔通向大气,然后向罐内充水一直到罐顶顶部(见7.18.7)。此时让所有空气逸出,以 防止压力积聚。如试验时尚无压力真空泄放阀或阀门,则经业主和承包商双方同意,其罐上接口可用 盲法兰封死,试验过程继续。然后,关闭罐上充水期间所用的放空口,罐中的压力慢慢上升,直到罐 顶最高点处的水压为1.25么为止。6是储罐充液到其规定的最高液位(设计容积液位)操作时气体 空间承受的设计压力。
7.18.4.3此试验压力至少保持⅛ 然后,把罐顶最高点处的压力降到为,并在此压力下保持足够 长的时间,以便对罐壁上的所有焊缝及人孔、接管和其他接口周围的焊缝进行仔细的外观检査。
7.18. 4. 4打开放空口,把水位降到低于压力泄放阀进口位置,撤去泄放阀上的盲法兰,然后在罐顶 部注入空气,直到气体空间的压力等于其设计压力h时为止,此时泄放阀应开始泄放空气,以此来 检査泄放阀的操作情况。
7.18. 5.1 7. 18.3 (或7. 18.4)规定的试验完成后,罐中的气体空间的压力应予泄放,并在这一空 间部位接一个压力计。关闭所有的放空口,从罐中向外抽水,直到使罐顶部的局部真空达到设计值, 以此来检查罐体上部承受所设计的局部真空能力,检查罐上真空泄放阀的操作情况,与此同时,要观 察真空泄放阀开始打开时的压差。真空泄放阀的大小和设定压力应使局部真空值低于储罐局部真空设 计值时就打开,以保证罐中的局部真空值不应超过局部真空设计值(参见附录K)。
7.18. 5.2完成了 7. 18. 5.1的试验后关闭放空口,且保持罐顶部的真空不应超过规定的最大局部真 空值的情况下,继续从罐中向外抽水,直到罐中的液位达到设计最高液位的一半时为止。或者,为了 加快抽水速度,使之尽快达到需要的液位高度,可以关闭放空口,而在罐顶部充以不应超过其设计压 力为的空气,也可以在抽水的大部分时间里将放空口打开,只要在这两种过程中,罐中的水位达到 设计液位的一半以前,有足够长的时间将放空口关闭,使水位在达到设计液位的一半时,罐顶部可以 达到规定的局部真空。然后,再亠次将空气注入罐中,直到水位以上的压力等于罐顶部气体空间的设 计压力Pe时为止。
7.18.5.3在规定的所有载荷情况下,以及当水位是设计液位的一半高度,水面以上是大气压时,均 应仔细观察,以测定罐的形状是否发生任何明显的改变(见7.18.8).对圆筒形立式储罐不要求做充 水到一半高度的试验。在这种情况下,按7.18.5.4规定做了第一次真空试验后,应立即做7. 18. 5规 定的试验。
7.18. 5. 4应将罐中剩余的水排光,当罐内已基本上无水时,应对储罐进行真空试验。此试验除了罐 中水位以外,其他要求与7.18.5.1的规定相似.此后,再将空气注入罐内,直到罐中的压力等于罐 上部气体空间的设计压力∕⅛时为止。在规定的局部真空和水面以上蒸汽空间的设计压力两种情况下, 应对储罐进行观察,以确定在上述两种载荷的任一载荷下储罐的形状是否发生明显改变。对于直接安 放在罐基上的碟形罐底储罐,在压力试验时,罐底会稍微向上抬升而离开基础,应在罐承受压力时将 底板下面形成的缝隙(见7.18.2.6和7. 18.8)用砂填满并夯实。
做完所有上述试验后,应泄放罐中的压力,并对罐内外两侧进行仔细的外观检查,要特别注意所 有内部拉杆、支承件、桁架以及它们与罐壁之间的连接。检査锚栓是否有适当的紧度,必要时做适当 调整,锚栓螺纹应用锤击卡住或定位点焊以防止松动。如果用双螺母,可不必把螺纹卡住。
充水试验时,进水的速度每小时不应超过0∙9m水深。基础、通气能力或其他条件的限制,水速 可能更低。在罐和罐中的水温基本等同以前,水面以上不能加压。如果可能的话,用于上述试验的水 温不应低于16°C (60 °F)。
如果在前述的任一试验中,与地基接触的罐底四周边缘有过大的向上抬升离开了基础,或是任何 规定的试验载荷条件下,罐的形状发生了明显的改变,则应重新审査设计,并在罐内采取措施,以使 罐的形状在所有载荷条件下都保持在允许的范围内。
7. 18规定的各种试验,已能满足按本标准建造的大部分储罐的需要。但是对于承受由设计计算 而确定的其他一些载荷的储罐,则除了本标准规定的试验外,还应按图纸的要求进行另外一些试验来 检测其可靠性。
如果罐壁某些部位或整个罐壁内部拉杆、支架和其他受压构件会受到腐蚀,在增加的腐蚀裕量全 被腐蚀掉而继续使用的时期中,应定期重复进行7.18. 3 (或7.18. 4)规定的试验。
由于按本标准建造的液体储罐中的压力从罐顶到罐底变化相当显著,在对这些储罐进行验证试验 时,出现了一些在非直接火焰加热的压力容器结构中通常不会遇到的问题,尤其是要试验的部件位于 罐底附近时。主要困难是要定出能可靠地确定操作压力的一种或一组试验方法,这种操作压力可以加 在未经验证设计的部件上,而同时又不会危害位于罐中较高位置的其他部件。另一种可能出现的复杂 情况是,由于这些罐容积大,在试验过程中连续加压以后,为获得无载荷条件下的应变仪读数,而把 试验部件的压力载荷全部卸掉,这可能是不现实的。并且,在储罐只为储存气体或蒸气而设计的情况 下,不能用水作试验介质。
本标准“设计”章中的设计规定和公式适合于所有比较普通的立式储罐及各种形状的开孔等设 计。缺少标准的验证试验程序,对于本标准使用也不会有很大的影响。一个对按本标准建造的各种形 状、大小和不同类型的储罐都能使用的验证试验的标准程序还未制定。但是大家公认,在特殊情况 下,承包商有权力提出以满足特定储罐要求的验证试验程序(见7.19.3)。
7.19. 3.1在制定出被认可的验证试验标准程序之前,当承包商拟建造一个按8.1的规定作标记的储 罐,而且该储罐还包含有一些特性时,但由于按照5. 1.5和5. 13. 5. 3的规定,需对这些特性进行验 证试验,或是按照本标准的其他条款,需对其做验证试验或应变仪鉴定,承包商最好在开始建罐之 前,为该罐制定一个合适的验证试验程序规程,并得到业主或其代理人的认可。此规程应包括所提议 的验证试验程序的全部重要细节,其中包括但不限于下列内容的说明:储罐如何为试验作准备、如何 施加试验载荷、试验釆用何种介质、载荷如何增加、取什么样的数据、如何整理试验结果,以及确定 所验证的零部件的许用操作压力的基本依据等。并且,在寻求认可这个试验时,承包商应对提出的罐 的一般结构、不能确定其强度零部件的设计和部位、操作中罐所承受的载荷情况以及其他相关事项, 提供充分的资料。
7.19.3. 2如果业主或其代理人不认可这种特殊的验证试验程序,则该罐不应做按8. 1规定的标记。 如果储罐在做已获准的特殊验证试验时不合格,则此储罐也不能做按8. 1规定的标记,除非在其后采 用检验员同意的方法对罐作了加强,然后重新试验,并通过了第二次验证试验。
7. 20. 1待试验的储罐应装一个指示仪表,直接安装在储罐顶部的最高处。对于只储存气体或蒸气而 且只用空气来试验的储罐,其指示仪表可以安装在某一较低位置。如果负责控制加压的操作人员看不 清此指示仪表,则应另外增加一个指示仪表,装在整个试验过程中控制加压的操作人员都能看清的地 方。应釆取措施使试验压力不会超过所要求的试验压力。
7.20.2在每一个储罐上还应装上一个记录仪,记下试验的各个阶段的压力.该记录仪可安装在通往 指示仪表的管路上,或者直接安装在储罐上靠近指示仪表接口的地方。
7. 20. 3试验中使用的指示仪表在开始试验前,应对照标准静负荷试验器予以校准。
7. 20. 4在试验期间,如果有理由认为指示仪表有差错,就应检查它是否校准。如果该仪表确有差 错,则将其校正到正确的读数,或为了使用该仪表指示的读数,可绘制校准曲线,以指示正确的 压力。
7.20.5如果指示仪表比它与罐的接口位置低,或比通往它的管路的某一部分低时,应采取适当措 施,防止冷凝水〈或来自别的地方的水)在通往高出指示仪表位置的管路中积聚的任何静压头。否 则,将导致读数误差.
8标记
8.1.1按本标准建造的每台储罐应由类似于图16所示的铭牌来识别,用高不小于4mm的字母和数 字来表示如下内容:
SY/T 0608—2006
I I 竣工年份
I I 修订号
I I 公称髙度
I 〕 设计液位
I " I 最高试验液位
I I 设计金属温度
I I 最高操作温度
I I 局部应力消除
附录
版次
公称直径
公称容积
设计密度
设计压力
业主罐号
承包商的系列号
承包商
罐壁圈板 材料
a) SY/T 0608—2006 o
b) 使用的附录。
C)竣工年份。
CI)采用的SY/T 0608—2006的版次和修订号.
e) 公称直径和公称高度,mD
f) 公称容积,m∖
g) 设计液位高度,mO
h) 设计液体密度。
i) 充水试验时的最大充液高度,mo
j) 罐顶部气相空间或蒸气的设计压力,MPaO
k) 设计金属温度,°C,釆用下述温度较低者:
D 4. 2. 1所规定的。
2)对致冷产品罐由业主给出的储存介质的最低设计温度。
l) 业主的罐号。
m) 最高操作温度不应超过12ΓC0
n) 承包商厂名以及为了区分特定罐的系列号或订货合同号。
。)如果按5. 25或R.7.3规定对部件做过热应力消除处理时,应在铭牌上和承包商证书上标记 “SR”。
P)每层罐壁材料的标准号。
8.1.2应业主的要求或承包商判断,可以在铭牌上增加相关信息。铭牌尺寸可相应增大。
8.1.3铭牌应安装在人孔附近的罐壁上或靠近人孔上方的人孔补强板上。直接装在储罐罐壁或补强 板上的铭牌应在其四周用连续焊或钎焊连接。用枷接或其他永久性方式连接到铁基材质辅助板上的铭 牌应采用连续焊将辅助板焊在罐壁壁板或补强板上。铭牌应用耐腐蚀材料制作。
8.1.4当储罐的制作和安装由一个承包商完成时,铭牌上应标出承包商的名称作为储罐的制作者或 安装者。
8.1.5当储罐是由一方制作,另一方安装时,双方的名字都应标在铭牌上,或者每一方应用单独的 铭牌。
除非另有约定,当储罐是由一方制作,另一方安装时,安装方应该承担主要责任。安装方应确保 组件制作和储罐安装过程中所有材料,符合所有使用要求。承包商应确保用于制作组件的材料和储罐 的结构符合适用的标准。
8.3.1每台储罐,在全部试验和检测完成后,承包商应按本章其他各节要求(见7. 13和附录M), 提供一份概括储罐所有数据的报告,其中包括基础数据(如果基础数据包括在承包商的责任范围内), 并应在报告中附上所有的图样和图表。
8.3.2承包商对每台储罐应提供和填写一份合格证,证明该储罐是按本标准的规定建造的。此合格 证应由承包商和业主检验员共同签署。合格证与储罐上的铭牌或标记一起将是承包商遵守本标准所有 适用要求的保证。
8.3.3如业主要求,承包商应随报告附上焊接工艺评定报告及焊工和(或)焊接操作工资格考核报 告的复印件(见6. 7和6.8)。
如按标准的规定设计和建造两个或两个以上的罐体或带隔室的组合罐,其中每个罐体或隔室均应 分别加以标记。标记也可集中在一处,但应使各个隔室的数据能予以鉴别。可拆的受压部件应做标 记,以鉴别部件属于组合罐的哪个部分。
9压力和真空泄放装置
承包商或业主应将压力泄放阀和紧急真空泄放阀或其他相当的装置,装备在按本标准限定压 力范围内建造的储罐上,以作为该储罐及与储罐有关的相邻设备的安全保护措施(见9. 6.1. 2和 附录N)。
9. 2.1除按9.2.2的规定夕卜(参见附录K),按本标准建造的储罐应通过自动压力泄放装置进行保 护,以防止罐顶压力超过设计压力的10%以上。
9.2.2由于火灾或其他突如其来的外部热源作用,会使储罐产生额外危险的地方,应设置若干辅助 的压力泄放装置。这些装置应能防止压力超过设计压力的20%以上。如果单个装置能同时满足本条 件和9. 2.1的要求时,可以釆用单个压力泄放装置.
9.2.3为避免罐壁在自然操作条件下出现的破坏,应设置真空泄放装置,让空气(按照设计要求, 也可是其他气体或蒸气)可进入罐中。这些装置安装的部位应使其不会彼罐内的介质堵死。此装置尺 寸和压力(或真空度)的设定应使处于规定的最大空气(或气体)流入量下,罐中局部真空度不应超 过设计所要求的局部真空度(见5.10.5).
9.3装置的结构
制造压力泄放阀和真空泄放阀的材料,在预期的操作条件下不应受到严重腐蚀,而且在任何气候 环境下使用,不应使阀座或活动部件受到卡阻。
9.4放空方法
APl Std 2000中的5. 4给出了适用的规定。
—台储罐操作时可能全部充满液体,除非另有超压保护措施,否则需在罐顶顶部装设一个或多个液 体泄压阀。当此类阀的作用是作为辅助泄压装置时,可设定其压力不应超过设计压力的L 25倍。按照 本标准建造的任何储罐,在泵处控制流入罐内液体的泄压阀,其设定的压力可大于L 25倍的设计压力, 但是应设置防止储罐溢流的自动关闭浮子阀,或某种适用的控制阀或其他的保护装置作为保护措施。
9.6标记
9. 6.1.1每个管径大于或等于DNI5的安全阀和泄压阀,均应由承包商清楚地标出所需数据,且这 些标记在操作中不致被擦掉。更小的阀可不标记。标记可以设在阀上或设在牢固地固定在阀上的一块 或多块板上。在阀上做标记可以采用冲压、压印、蚀刻或浇铸的方法,把所需数据标记在阀上或铭牌 上,标记应包括以下内容;
a) 承包商的厂名或商标。
b) 承包商的设计号或型号。
C)阀的公称尺寸(阀门入口管径),mmS
d) 设定压力,MPaO
e) 全开压力,MPa。
f) 阀的流量(空气,16°C和0.1MPa绝压),见9.6. 1.2, m3∕si,
9. 6.1. 2按本标准建造储罐的许多装置中,安全阀或泄压阀的入口压力与其出口压力相比较非常低, 以致按音速估算出流体流过阀截面的排量是不可能达到的(此排量通常为确定安全阀额定排量的根 据)。操作物料是轻雄类或其蒸气的阀,如果阀出口处的绝压与阀入口处的绝压(1.10倍的设定压 力,MPa,加大气压)之比超过0.6左右,则上述情况是存在的。在这样的情况下,ASME规范第 Vm卷附录11给出的公式就不适用于安全阀或泄压阀的排量换算。存在这种情况的地方,为达到期 望的能力,应对传输的特定气体或蒸气,就有关所要求阀的大小、使用设定压力和阀出口处产生的压 力等事项,向阀承包商提出咨询。若装阀处的大气压力不等于0-IMPa (14. 71bf∕in2),则向承包商 询价时应给岀大气压力的正常值。
每个液体泄压阀应标有以下数据:
a) 承包商的厂名或商标。
b) 承包商的设计号或型号。
C)阀的公称尺寸(阀门入口管径),mm。
d) 设定压力,MPaO
e) 全开压力,MPao
£)泄放量,[水拟,21P (70 T)], m3/SO
9.7安全装置的压力设定
9.7.1除按9. 5规定的液体泄压阀外,当罐顶压力等于罐的公称压力额定值(见5.3.1)且罐内的 液体处于设计最高液位时,泄压装置的设定压力值不能超过其所在液位处可能出现的最大压力值。
9.7.2真空泄放装置应设定其开启压力或局部真空度,不应使局部真空度大于罐的设计值,即当空 气(或其他气体或蒸气)以其最大的额定速率通过此真空泄放装置流入储罐中时,罐中的局部真空度 不会超过储罐的局部设计真空度。
30)此外,承包商可标出其他流体时的相应流量。
附录A (资料性咐录) 技术咨询回复
本附录将APlStd 620; 2002 (2004年补遗)附录A中列出的对各类问题的回复录于下,以期能 对本标准的深入理解提供一些帮助。文中出现的编号为API Std 620: 2002的编号。
620-I-10/Clo
问题L 1.2.1是否禁止伞型顶和偏心锥顶或锥底的储罐,使用APlStd 620: 2002标记?
回答L不禁止。
问题2: I-2. 1是否不允许罐底仅向一侧倾斜的平底储罐?
回答2:允许。
620 -I- 06/0()
问题L按照API Std 620 : 2002规定如果进行冲击试验,是否允许使用金属设计温度和厚度超 出表4-1规定范围的钢板?
回答L不允许。
问题2: API Std 620 : 2002是否允许釆用冲击试验符合要求的非正火板,替代按材料等级、厚 度、金属设计温度要求正火处理的钢板?
回答2:不允许。
问题3:是否允许釆用满足冲击试验要求的非正火板替代APIStd 620: 2002中表4-1和ASTM 标准规定的正火厚板,如厚度大于l∙5in的A516板?
回答3:不允许。
5设计
620- 1-03/01
问题:APl Std 620: 2002中是否规定了角焊缝的间距要求?
回答:负责本标准的A円委员会起草了一个修改备忘录.对此问题进行了阐述。其有关改动将 列入API Std 620新版本或作为其附录。
620-1-05/02
说明:API Std 62。的第10版1.2.1指出:本标准仅涉及以适当形状的母线绕单一竖直回转轴旋 转形成的储罐。其含义是本标准未给出伞形顶、偏心锥顶或锥底以及罐底向一侧倾斜的储罐的设计方 法。例如,1.1, 1.2. 5, 5. 1. 1和5. 1.5所指出的其他结构,当其设计能满足本标准的基本规定和安 全要求时,经批准后也可使用。这种解释也同时澄清了 62()— I-I(Vc)O所叙及的问题。
问题:API Std 620: 2002中5. 1. 1是否未给出伞形顶、偏心锥顶、偏心锥底和罐底向一侧倾斜 的平底储罐的设计方法?
回答:是的,未给出。
620 - I - 03/03
问题:是否像罐侧壁和罐底一样对锥形顶的允许最小厚度也有规定?
回答:是的,见5. 3。
620 -I- 04/03
问题:按API Std 620: 2(X)2制造的真空罐都有哪些试验要求?
回答:5. 10. 5.2规定,按本标准设计和建造的储罐不能用于真空状态储存。但不包括排液或气 温变化造成的不大于43。Pa微量真空。
620 -I- 02/00
问题1; API Std 620: 2002中5. 12.5.2c)规定,如果抗压圈不能提供所需承压面积,则抗压区 内需增加的抗压面积应基本上位于包含两相交构件交点的水平面内。任何情况下,该面积的形心离该 平面的距离不应大于两相交构件平均厚度的1. 5倍,如图5-6中的详图a、详图b、详图c、详图d、 详图h和详图i所示。问这里是指不包括罐壁Wb和罐顶WC在内的附加面积的形心,还是指承压区总 组合截面积的形心,应位于该水平内?什么情况下L为附加角钢的厚度?
回答1;指承压区组合截面积的形心,偏离包含罐壁和罐顶交点的水平面的距离不应大于罐壁4 和罐顶4平均厚度的L 5倍。如果罐壁顶部焊接了一个角钢,该角钢与罐顶也相焊,则4应为角钢的 厚度,即已把角钢看做罐壁的一部分。
问题2;按照API Std 620: 2002或API Std 650中F. 7. 2和F. 7. 3设计储罐时,当罐壁和罐顶 的有效抗压面积能够满足要求,且按照API Std 620: 2002中的5. 12. 5. 1的规定,WK的水平投影长 度也已大于或等于0. O15R"此种情况是否需要增加抗压面积?
回答2;不需要。
620-1-05/01
问题:5. 15是否允许两个开孔,其中一个开在罐顶,一个开在罐壁下部?
回答:允许。APl Std 620: 2002没有规定两个开孔的位置。
620-1-03/01
问题;5. 17. Ib)是否规定了角焊缝和罐壁与罐底连接焊缝之间应保持一定的间距?
回答;APl委员会起草了一个修改备忘录,对此问题进行了阐述。其有关改动将列入APIStd 62。新版本或作为其附录。
5.26射线检测
620-I-02/01
问题'5. 26. 4. 2是否要求圆形拱顶抗压圈部分的对接接头进行射线检测?
回答:要求,除非5. 26另有规定可以不进行射线检测。
图5-6 抗压圈部分的允许作法和不允许作法
620 - 1-11/00
问题:抗压圈部分罐顶板与过渡段间的搭接宽度,在API Std 620: 2002中的图5-6中详图e、 详图f、详图f - 1和详图g中是否有规定?
回答:图中未给出规定,见5.22,1.5,
620-1-12/00
问题;APIStd 620: 2002中的图5-6中详图e、详图f、详图f T和详图g所示,位于抗压圈 转向过渡段板上面或下面的顶板搭接焊缝(双面或单面),可否选用适当的焊接接头系数和检测方法?
回答:可以。
620-1-13/00
问题:如果满足周向对接焊缝的全部要求,在抗压圈位置是否可以采用罐顶板与过渡段对接焊代 替图5-6中详图e、详图f、详图f-l和详图g规定的搭接焊?
回答:可以。
620 -I- 14/00
问题L表达式Wll-L≤16t适用于图5-6中详图f、详图f-l,是否也同样适用于图5-6中详图e?
回答L是。'
问题2:抗压圈板的最大外伸长度为16Z,是否也同时适用于图5-6中详图e,详图f、详图fT?
回答2:是,APl委员会将发布的修改备忘录对此已进行了说明。
620-1- 15/00
问题1:图5-6中详图f和详图f-1中的Wh,即抗压圈最大内伸长度,其尺寸有无其他限制?
回答1:没有. ■
问题2:图5-6中详图f和详图f-f中的Wh,作为提供有效抗压截面积A的一部分,其尺寸 有无限制?
回答2:有。
问题3:图5-6中详图f和详图"1中的Wh,是否同样适用于图5-6中详图e和详图g?
回答3:是。
620-1- 16/00
问题:按照5. 12. 2规定,由于罐顶板与抗压圈过渡段之间采用搭接,图5-6中详图e的罐顶板 不允许作为抗压圈的有效部分?
回答;不允许。
620-1-13/00
问题:APlStd 620: 2002中的表5 -2注明背面带垫板的单面对接焊缝的焊接接头系数为0.75, 同时要求进行局部射线检测。问对所有背面带永久金属垫板且厚度不大于38mm的单面对接焊缝, 作为最低要求,均应进行局部射线检测?
回答:是。但对于E=O. 7,且使用非金属垫板或临时金属垫板时,不要求进行射线检测。
620-1-01/01
问题:API Std 620: 2002中的表5 - 2注3所述的磁粉检测是否适用于接管和法兰颈之间的对接 焊缝?
回答;不适用。
620-1-01/00
问题:API Std 620: 20Q2是否要求壳极按照设计半径在安装前进行卷制?
回答:不要求必须卷制成型,除非其他成型方法会削弱材料的力学性能,见6. 4。
6. 5尺寸公差
620 -I- 07/00
问题:API Std 620: 2002是否规定了厚度为6mm的罐底板,全焊透时横向和纵向对接接头的 最大局部变形或焊接变形?
回答:没有规定。
620 -I- 02/01
问题:如果满足7. 17.1.3中的磁粉检测要求,•是否还需要对焊縫做射线检测?
回答:不需要。
8.2责任划分
620-1-04/01
问题L APlStd 620; 2002中的术语“安装方”,是指负责现场安装并完成全部现场焊接工作的 一方?
回答L是。
问题2:按照APIStd 620: 2。02建造的储罐,全部焊接工作由制造商完成,安装方完成现场的 安放和锚固而不实施任何焊接工作,水压试验由谁负责,制造商或安装方?
回答2: APlStd 620: 2002适用于现场安装储罐,而不是在工厂组装储罐,见LL API Std
65()中附录J适用于工厂组装的储罐,其规定也包括试验和责任划分。
620 -1-17/00
问题1: API Std 620: 2002中附录L是否考虑垂直加速度?
回答1:没有。
问题2:请就如何考虑垂直加速度给出建议?
回答2: APl不解答具体的工程问题,也不提供对本标准的一般性解释。我们只对API Std 620: 2002的要求进行释义,或基于新数据或新技术对版本更新。
问题3:如果业主要求,是否会考虑垂直加速度?
回答3:是.
620 - I - 04/02
说明:API Std 620: 2(X)2中的附录N规定,排放管的流通面积不得小于泄放阀的出口面积。而 API Std 2000中4. 5.3则没有这样的规定,仅提到应注意背压的存在。
问题:可否仅满足API Std 2000的要求,不再遵守API Std 620: 2(X)2中的附录N关于排放管 流通面积的要求?
回答;不可以,两个标准的要求都必须满足。
620- 1-01/02 .
问题:按照API Std 620: 2∞2中的附录Q所建造的低压储罐,当环向接头系通过自动焊完成且 操作员时时监控这一过程并定时作出调节,对于此种情况,Q. 6. 6. 4是否仍要求制备焊接试板?
回答:不要求。
620 -I-OI/02
问题:按照APl Std 620: 2()02中的附录R所建造的低压储罐,当环向接头系通过自动焊完成且 操作员时时监控这一过程并定时作出调节,对于此种情况,R.6.3.4是否仍要求制备焊接试板?
回答:不要求。
620-1-11/02
问题1: API Std 620: 2002中的图R. 2是否已代表了 R. 7.6. 1的所有要求?
回答1:不是。
问题2: R. 7. 6. 1的要求是否同样适用于环向焊头?
回答2:适用。
620-I-12/02 -
问题L API Std 620: 2002中的附录R是否要求纵向焊缝和环向焊缝都必须经过100%的射线 检测?
回答L不是。
问题2: API Std 620: 2002中的附录R,仅要求纵向焊缝必须经过射线检测?
回答2:是的。
问题3: 5. 26与R. 7.6有何种关系?
回答3:除非R.7.6另有规定,否则仍按5. 26规定执行。
咐录B
(规范性附录) 本标准未列材料的使用
与本标准所列钢号不完全等同的板材和管材,如果符合B. 2〜B. 7的规定,可以用于按本标准建 造的储罐。当术语“表列钢号"在本附录中出现时,表示该牌号的钢材已为本标准开列和认可。
如果所提供材料的每一炉号或每一热处理批号的试验记录是真实可信的,证明该材料的化学成分 和力学性能符合本标准列出的某钢号的要求,则该材料可以使用.如果表列钢号的要求更严格时,则 应按照表列钢号标准的要求进行更严格的试验,当达到要求,经业主认可后,方可使用。
如果没有可靠的试验记录,或者所提供的材料不能通过其标识进行准确判断时,则应按B.3. 1 和B. 3.2的规定进行试验。
B.3.1钢板
每张钢板都应按相对应的表列钢号的要求,对化学成分和力学性能进行复验,并满足以下要求: 确定碳和镒的含量。当指定釆用的钢号没有规定碳和镒的含量范围时,由业主决定其含量是否可以接 受.当钢板的轧制方向不确定时,应从每张钢板的某一个角上沿边取互成直角的两个拉伸试样,两个 拉伸试样均应符合指定钢号的要求。
应对每根钢管进行化学成分和力学性能复验,并对每一炉号或每一热处理批号的材料进行适当标 识。当所用管在建造过程中需经焯接、冷弯、盘绕等处理时,应逐根对其相应性能进行必要的试验。
按照上述规定进行试验鉴定,确认材料在各方面均符合要求时,试验机构应在业主在场的情况 下,按照材料规范允许的方法进行有效标记。.
储罐承包商或试验机构应提供试验报告,清晰正确地标明被鉴定材料的试验内容和结果,由试验 机构签署,经业主认可。
业主有权接受或拒绝试验机构及其提供的试验结果。
经鉴定认为可以使用的材料,其许用应力的取值和在建造中应遵循的各种规定,应和所代替的 “表列钢号” 一致。
本附录推荐的作法,目的仅在于给不十分熟悉储罐基础这一重要结构的人提供一些启示。在为某 一地点提供最佳设计时,绝不能简单地搬用这些作法。
任何地区包括已得到很好验证的场所,也仍需技术人员借助经验对地基进行认真判断。即便地基 承载能力已得到确认,周围已建的荷载类似的构筑物沉降也已测量,但按本附录要求对地基做一些基 本勘察,仍是必要的,以期排除变换地点带来的影响。
任何规定都不可能涵盖地基及基础上的各种荷载组合。地基基础的结构型式尚可能受到地下水和 当地气候变化的影响。
很多大型立式储罐具有圆筒形罐壁和平底,并直接放置在经简单处理的地基上。如出现不均匀沉 降,可及时处理以预防破坏。对罐体均匀支承要求和避免过度沉降要求,相对讲,按本标准建造的带 有成型罐底的储罐,比平底立式储罐更为严格,为此,对建造储罐的场地认真选择以及对地基的承载 能力进行计算和评价就显得更为重要O
本标准涉及的大型低压储罐,地基是最为重要的。许多工厂要求把储罐建造在大型河流附近的冲 积土层上,通常这些冲积土层内混杂着砂砾,受先前河流水道变化的影响,致使各个土层的性质和深 度都不均匀,对此,应给予注意。本附录提出的推荐作法,未涉及直接支承在岩石类和硬土层上的情 况。实践证明,此类支承是可靠的,做法也已为大家熟知。
座落在地面以上的大型储罐,对储罐底面的土层进行适当地处理可提高罐底抗腐蚀能力。如果储 罐座落在排水不良的地基上,罐底直接与腐蚀性土体或性质不均的土体接触,则会遭受电化学腐蚀。
如果已确定地基有足够的承载能力,最简单的基础型式是在地面上直接铺设砂垫层,但应除去表层松 软的土质和有机物,置换成适用的密实材料。宜就地取材,不具备条件时回填砂砾类土,这类土易于压实。
储罐基础顶面应比周围地面略高,使罐底不致被淹没。应设置充足的护坡,以防止罐底下面的基 础遭受冲刷和风蚀。护坡宽度最少为L5m°护坡面用石块、砂砾或沥青防水层加以保护,风蚀程度 可进一步降低。
应根据预测的沉降特性来选择大型储罐基础的类型。有时直接座落在经处理的地面上,有时选择 外环梁式,或者环梁式,也有时选择支承柱及柱脚式,也可由环形刚架等支承。
除非储罐座落在岩石、坚硬土层或类似的地基上,否则基础必定会产生某种程度的沉降。应采取 合理的预防措施,确保沉降在允许的范围内,且尽可能均匀。大的甚至中等程度的不均匀沉降,可能 导致偏载,进而引起储罐重要部件严重变形。
如果打桩是惟一合理的方法,决策者应对与打桩设计相关的因素充分了解。采用摩擦桩,或者采 用主要靠端部承载、同时考虑部分摩擦力的端承桩,需慎重考虑。
大型储罐的设计者应为地基、基础设计提供所必须的上部荷载数据。平板或砂垫层可作为上部支 承结构,其反力比较均匀;相对而言,仅经过去除表层土、平整、碾压等简单处理的地基所提供支承 的均匀程度较差。
尽管储罐仅储存密度比水小的介质,但基础和地基仍应能够安全承受储罐自重和水压试验时充水 至最高液位时的重量。如证明地基特性允许,在有经验的地基专家指导下,在储罐寿命期限内,按 7. 18所述的定期充水试验,以及为排放气体而进行的充水操作,此类间断性的短期充水荷载,应被 认为可行。
球形或类似球形的储罐,在液压与蒸气压力共同作用下由于液位的变化可能致使储罐形状发生变 化,进而导致基础荷载分布的变化,设计者应考虑这种变化的存在。
如果钻探或坑探,均未给出所需深度的满意数据时,则应进行适当的现场荷载试验,确定地基承 载力。
业主应负责提供最大的地基承载力。
在罐址位置钻勘察孔或挖探坑,或两者兼用,其数量和位置由主管工程师确定。勘察孔或探坑不 必等间距布置,但期望能获得软弱部位的地质资料。
探井应保证一•定的深度,以期能揭示出埋撤很深的松软土层或欠固结土层。如发现此类土层,应 认真评估其对地基承载能力的影响,进而在确定承载面积大小时给予合理考虑。
通常,对球確或类似储罐主要支柱的基础,应在探坑底部进行载荷试验且对所采用方法取得的数 据的可靠性,给予适当注意。现场测得的数据应全部记录在布局图上,并将其副本提供给有关设计、 安装和未来的管理单位。
基础的埋置深度应依据当地的地基情况确定。基础的底面应设置在预计的冻土层以下,远离坑 穴,且在附近的下水管道或其他管线(管线一旦泄漏会对基础造成严重损害)的下方。
混凝土的设计和施工,包括对水泥及骨料的要求,均应遵照国内现行标准的有关规定。当业主另 有要求时,按业主要求进行。
C. 8. 1 C. 8. 2~C. 8. 7是本附录对基础技术要求的补充建议。
C 8.2基槽边坡自稳时,基础的最底层应延伸至边坡底面。在浇注混凝土以前,应对邻近的干土喷 水使其湿透。同时,还应将所有的松散杂物和雨水浸泡过的软土从基槽内挖除。
C. 8.3 一般混凝土基础或垫层的顶面,应高出设计地面至少15(}mm,支柱的基础或其他支承钢结构 的基础顶面,应高出设计地面或相邻设施的场地表面至少30OmnIO
C 8. 4 支柱基础的顶面尺寸应足够大,其外缘距支柱的底板外缘不应小于75mmo
C 8. 5 混凝土承台和环梁的顶面至设计地面以下15Omm的外露表面均应光滑,遗留在基础第一个 台阶顶面以上的任何微小孔洞,在模板拆除后应尽快用1 :3水泥砂浆抹平。
C.8.6支柱下应设置底板,灌浆厚度至少为25mm。
C. 8. 7平底储罐的混凝土环梁或承台基础,水平度允许公差为:沿周边任意9m弧长上,为 ± 3mm;在整个圆周上,为± 6mm。
锚固组合件可按照合同规定由承包商或业主提供。
基础侧面及顶面回填应十分谨慎,回填后应认真夯实。除非不存在粘土且根据地形确信可迅速排 水时,不应采用水撼法压实回填土。在不会损害承台或环梁的前提下,可以釆用推土机、铲运机和吊 车等机械设备。
如遇异常情况,有关压实问题应及时向负责基础的工程师咨询。
应特别注意对已完工结构周围表面的修整,确保能有效地安装上部结构,并应根据当地的气象资 料釆取适当的排水措施。
已完工的平底储罐基础应为周边低中心高,建议最小坡度为1 : 120,以此补偿中心和周边轻微 的沉降量差异,并有助于储罐的排水和清扫。
测量充水时的沉降情况,可看作是对基础和地基的最终检验。充水前在罐壁底部某一高度,沿罐 周做出多个观测点标记,并记下各观测点在此同一水平内面的原始标高。在整个充水期间,按照合理 的时间间隔连续读取各观测点标高数据,并以适当的格式迅速绘制标注,判断是否正在发生任何非正 常的沉降或不均匀沉降。同时将观测报告送至储罐建造方和业主代表.一旦发现有不正常沉降量或沉 降速率,应停止充水,并查找原因'如果需要,应采取有效的补救措施。问题解决后,方可继续充 水。观测基础沉降的标记,也可置于罐基础的周边上。无论设在何处,其位置均应仔细挑选,以确保 其读数能准确反映地基的沉降,而不受可能发生的罐壁形状改变的影响。
尽管在充水操作期间仅观测到有少量沉降,充水高度也应达到充水试验所需的最高液位.直至沉 降停止或认为再保持此液位可能不安全时,方可开始放水。
在任何情况下均不应将充水试验作为压实地基的一种手段。
现将API Std 620: 2002中附录C涉及到的参考文献录于下:
CIJ Standard for WeIded SteeI EleVated Tank , St(ITIdPiPeS f and ReSerVOirS for Water StOrage , AWS-AWW A D5. 2
[2] OiI StOrage Tank FOUndationa ι TeChniCal BUlIetin, ChiCagO Bridge and IrOn CO. T March* 1951
[3] K, TerZaghI and R- B. Peck, SOiI MeCfIaniC5 In Engineering PraCtiCe, John WiIey and Sons, TnCJ , NeW York, 1948
附录D
(资料性附录) 储罐支承结构的推荐作法
储罐采用支柱、支承环、裙座、托架或类似部件支承时,与支承连接的罐壁部位将承受集中荷 载。具有确定形状的储罐承受内压时,在与上述支承连接处的罐壁上可能产生二次应力,本标准没有 给出有关的计算方法,该应力与很多参数有关,诸如罐的尺寸形状、重量、操作温度、内压值、支承 结构的布置,以及安装在储罐上的连接管线等。
D.2.1良好的支承细部结构应和良好的制作方法相匹配,并应考虑D.2.2〜D.2.5中给出的建议 〈见5. 13和相关的钢结构设计规定).
D.2.2设计支承时应防止由于储罐内温度变化或内压和液位变化引起的变形产生过大局部应力。如 果结构的布置不允许罐壁有适当的膨胀和收缩,将会削弱储罐的承载能力。
D.2.3外部支承、加强环或内部框架,可增大与支承构件连接处罐壁的局部刚度。局部刚度增大有 利还是有害,取决于操作温度和加强构件的位置。
D.2.4 许多情况下,推荐采用周边连续焊,避免采用可能产生局部应力集中的间断焊或端部焊。与 支承连接处釆用较厚壁板可以降低二次应力,如果需要,可沿圆周整体加厚。
D.2.5任何一种支承结构在其连接处的罐壁上均会产生很高的弯曲应力,有时加厚壁板的方式不一 定适用,可釆用椭圆形或圆形补强板。补强板的设计应使在垂直于繼壁表面力作用下,壁板的弯曲挠 度降至最小。
附录E
(资料性附录)
储罐内部和外部附属结构的推荐作法
按本标准建造的储罐可以有内部支撑构件(系杆)。如果支撑构件或其连接失效,储罐将发生严 重破坏。设计人员应注意到这类事故发生的可能性,确保构件及其连接部位具有足够的强度和适当的 腐蚀裕量。
E.2.1设计内部或外部附属结构时,应考虑E.2.2~E.2.5所述的告诫性建议。
E.2.2应提供罐壁与构件合理的连接详图,防止在连接部位因罐壁向外变形产生过大的局部拉 应力。
E.2.3如果平台或梯子具有独立的支承,最好为顶端支承,不宜釆用悬挂结构。
E.2.4预计有腐蚀时,应考虑腐蚀裕量。如果支架等附属结构价格低廉更换方便,且无需更换罐壁 板时,其腐蚀裕量取值可小于罐壁的取值。
E.2.5支撑结构可采用耐腐蚀材料,当采用焊接连接时,连接件间应具有良好的可焊性,且不应给 连接处或其附近部位带来不利影响,诸如产生硬化区、脆化区、或导致电化学腐蚀。
附录F
(资料性咐录)
各种设计问题应用有关规定的举例
F.l确定拉、压双向受力状态下的许用应力
F. 1.1 例 1
F. 1.1.1已知条件
储罐罐壁钢板为ASTM A131 B级、厚19. 05mm (3∕4i∏), 100⅜射线检测,双面对接焊。罐壁 纬向受拉,经向受压,在所求点处的Rl和足值分别为1524IntII (6Oin)和8001Inm (315in)°腐蚀 裕量为L 5875mm (l∕16in),减去腐蚀裕量后的罐壁板厚度上的计算压应力(经向)Sg = 23. 442MPa (34001b∕in2) O
F. 1.1.2 问题
在已知条件下按照5.5.3. 3的规定,求最大许用拉应力(纬向)。
F. 1.1.3 解
由于经向是压应力,所以R = R2=SOQlmm (315in),于是
t - e _ 19. 05 - 1. 5875 FnnW Q
~R~~ —~≡1 0∙ 00218
R 315
注:括号内为英制单位,下同。
使用正文中图1,在"-c) /R = O- 00218点处,向上引垂线与SC = 23. 442MPa (34001b∕in2) 的水平线相交,在交点处得N= 0.867。从表7查出ASTM A131 B级钢板单向拉伸的最大许用应力 值Sκ = Π0.316MPa (160001b∕in5) 0本例题条件下的最大许用拉应力为:
Sta = NStS = 0. 867 × 110. 316 = 95. 64 (MPa)
Sta ɪ NStS = 0. 867 × 16000 ɪ 13870 (PSi)
当双面对接焊进行100%射线检测时E值大于上述方法确定的N值,故不需要再考虑焊接接头 系数。如果焊接接头是局部射线检测的对接焊,而不是全部射线检测时,则E=O.85。此时单向许用 拉应力为 ESlS = 0. 85 X IIO- 316 = 93. 769 (MPa) [ESt5 = 0. 85 × 16000 = 13600 (lb/in2)],而不是根 据正文中图3确定的95. 64MPa (138701b∕in2) C
另一种解法是,在图F. I中用计算出的M值和许用的关联系数N确定在本例中,Sυs 103. 42MPa (150001b∕in2)o 因此
M _ SeC _ 23. 442 _ ∩
M'SZ"≡Ti2-0-227
M=—二 34QO - Q 277
J Sc5 15000 UZ//
注:应进行初步校核以保证实际压应力Se= = 23. 442MPa (34001b∕in2 ),不超过12410 H-C) IR [1800000 (I-C) /R],此值为 12410X0.00218 = 27. 054 (MPa) [1800000X 0. 00218 = 3920 (lb∕in2)^o
在图F」中,由M査出N = O. 867。因此
Sla = NSg =0. 867 ×11(). 316 = 95. 64 (MPa)
S,a = NStS = (). 867 X 16000 = 13870 (lb∕in2)
F. 1.2 例 2
F. 1.2.1已知条件
0. 3
0.2
O- 1
0 9 8 7 6 5 4
L000000
簌隅 R

0. 1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0 拉应力系数即
N2 + MN + M2 h 1
或 (S∕Sg)2+ (Sc∕ScJ CSt/S1J + (S/鼠淀二 1
式中:
N----St/StS ;
St---所求点处的拉应力,MPa (lb∕m2);
StS——纯拉伸时的最大许用应力,在表7给出,ME¾ (lb∕in2);
M----Sc/Scs ;
SC---所求点处的压应力,MPa (lb∕in2);
SCS——经向最大许用压应力,对于圆筒形壁,在受轴向力 作用时,环向既不受拉也不受压,MPa (lb∕m2), 图EI双向应力符号不同时,许用设计应力的减少系数
结构、材料、几何形状与R 1,1,1相同,应力情况也同例1,仅罐壁厚度不同,壁厚为 14. 2875mm (9∕16in)0腐蚀裕量为L 5875mm (l∕16in)α在减去腐蚀裕量后有效板厚上计算经向压 应力 Scc ⅛ 31. 716MPa (4600lb∕in2) e
F・L 2* 2 问题
在已知条件下按5. 5. 3. 3的规定求出最大许用拉应力(纬向).
E L 2.3 解
由于经向为压应力,所以R = R2 =800Imm (315Ln) J于是
14.2875 - L 5§页
-0. 00158
t - c 0. 5625 - 0. 0625 ,ʌ MlUo
M =----315----=°∙剛 58
使用正文的图L在(Z-C) /R = 0.00158点处引出垂线与S=31.7t6MPa (46001b∕in2)的水 平线在O-A线左侧相交。如要求出N值,需要将N曲线外推。然而,延长和外推N曲线都是不允 许的。所以,在本例中所列条件下,不允许有拉应力并存。事实上,压应力31.716MPa (4600 Ib/ in2)已大大超过了由罐壁厚度和半径的比值所决定的纯压缩时的许用应力SCS = 19. 581MPa (28401b/ in2)0所以,必须增加壁厚或改变罐壁的形状。
F. 1. 3 例 3
F. 1.3.1已知条件
罐壁钢板为ASTM A285 C级、厚15. 875mm (5∕8in),局部射线检测,双面对接焊。罐壁经向 受拉,纬向受压,所求点处R和Rz分别为1905 mm (75in)和762Omm (30Oin)O腐蚀裕量为 1.5875mm (l∕16in),在减去腐蚀裕量后有效板厚上的计算拉应力(经向)SK为41. 369MPa (60001b∕in2) O F. 1.3. 2 问题
在已知条件下按5. 5. 4. 5规定求最大许用压应力(纬向)。
F. 1. 3. 3 解
由表7查出ASTM A285 C级钢板纯拉伸时的最大许用应力值StS = 113. 764MPa (165001b∕in2) O 因为纬向受压,所以所求点处的R=R=I905mm (75in)o于是
t~ c _ 15. 875 - 1. 5875 _ - nn-71-
k ≡5 -().0075
Z-C _ 0. 625 - 0. 0625 _ ʌ MrU π —------------U. IJU /ɔ
Λ /ɔ
计算 N 值,N = Stc∕Sιs ≈ 41.369/113. 764 = 0. 364 (N= S,√⅛ - 6000/16500 - 0. 364),使用正 文图1,在Ct-C) ∕R = 0. 0075点处引出垂线直到此垂线与N=C).364的曲线相交一点,由此交点引 水平线与左侧的纵坐标相交,得出Sc =79. 290MPa (115001b∕in2),此S值即为许用压应力Sca。
另一种解法是在图上用计算出的N=O.364值査出对应值M=O. 767,将M值代入下式求出许用 压应力Sc.:
SCa = 103. 42M
Sa = 1500OM
所以,SCa = IO3. 42 X0. 767 = 79.32 (MPa)
SCa = I 5000 ×0. 767= 11500 (lb∕in2)0
注:经校核,70 + 1912. 6 × 0. 0075 = 84. 34MPa >79. 32MPa [10150 + 277400 X 0. 0075 = 12230. 5 (Ib∕⅛2) > 11500lb∕in2]o
F. 1.4 例 4
F. 1. 4.1 已知条件
除罐壁板厚度为9.525mm (3∕8in)夕卜,其他条件如结构、材料、几何形状及罐壁应力情况相 同。腐蚀裕量为L 5875mm (l∕16in)o在减去腐蚀裕量后的有效板厚上计算的拉应力(经向)值为 55. 158MPa (80001b∕in2) O
F. 1.4. 2 问题
在已知条件下按5. 5. 4.5的规定求最大许用压应力(纬向)。
F. 1.4.3 解
从表7査出ASTMA285 C级钢板纯拉伸时的最大许用应力StS = 113. 764MPa (16500 lb∕in2) O 因为纬向受压,所以JR=R=I905mm (75in)°于是
賃=f严= v)415
= 375Zao625 = OoO415 1∖ /ɔ
计算 N 值,N = Stc∕StI = 55. 158/113. 764 = 0. 485 (N= SJSta = 8000/16500 ɪ 0. 485) o 使用正 文图1,在(I-C) ∕R = 0. 00415处引出垂直线。需要将N曲线外推到O-A线的左侧,才能与(L ¢) /2? = 0.00415的垂直线相交,但N曲线不能外推到O-A线的左侧,故此垂线与。-A线交点的 纵坐标值51. 711MPa (7500 lb∕in2),此值表示在(£-C) ∕K = 0. 00415时的最大许用压应力SM还 应注意到,由于该交点处的N=O.65,所以允许有更高的并存拉应力。所以,在本例中,许用压应 力是由(Z-C) /R确定,而不是由并存的拉应力决定。'
F. 2求罐壁在拉、压双向力状态下的最小壁厚
F. 2.1 例 1
F.2.1.1已知条件
罐壁钢板为ASTM A516 55级,经向单位拉力TI= 700. 51N∕mm (4000 lb∕in),纬向单位压力 T2 = 886. 14N∕mm (50601b∕in)O经向的曲率半径i?I = 1905mm (75in),从壁表面沿法线到回转轴的 长度¾= 7620mm (30Oin)O罐壁采用双面对接焊结构,其受拉焊接接头系数为0. 85。腐蚀裕量为 1. 5875mm (l∕16in)o
F. 2.1. 2 问题
在已知条件下用图解法求所需最小壁厚(见5. 10. 3. 3) O
F. 2.1.3 解
从表7査出,ASTM A516 55级钢板在纯拉伸时的最大许用拉应力StS = 113. 764MPa (16500 Ib/ i∏2)o由于纬向受压,所以R = R=I905mm (75in)0
在钢板系列内,假设4或假设5种不同的板厚,其范围应包括所需要的板厚,并计算出每个假设 厚度的Ct-C) /R值、S.、$和N值,如表F. 1所示。
表F.1假设板厚计算的(Z-C) /R、S.、St和N值:1 (见F.2.1.3)
|
假设厚度£ |
;-C RT |
S =巴 |
t~ C |
N=— SrS | |||
|
in |
Tnnl |
lb∕in2 |
MPa |
lb∕in2 |
MPa | ||
|
1 |
25.4 |
0.0125 |
5400 |
37. 23 |
4270 |
29, 44 |
O- 258 |
|
3/4 |
19.05 |
0. 0092 |
736() |
50. 75 |
5820 |
40. 13 |
0. 353 |
|
5/8 |
15.875 |
0. 0075 |
9000 |
62,05 |
7110 |
49. 02 |
0. 431 |
|
9/16 |
14. 2875 |
0. 0066 |
10120 |
69. 78 |
8000 |
55. 16 |
0. 485 |
|
1/2 |
12-7 |
0. 0058 |
11570 |
79. 77 |
9140 |
63. 02 |
0. 554 |
在图F. 2上找出各个厚度的戋值和与其对应的Q-C) /R值,标出其交点,连接这些交点做一 条光滑的U-U曲线。再以(i-c) /R值和N值的交点,绘出一条光滑的V-V曲线。
这两条曲线的交点所对应的(z-c) /R为允许的最小值,这个值既满足本例题中的压应力限制,也 满足拉应力限制。在& (为便于解题,取SC = Sra= 68. 95MPa (IOOOOIb/in2)点处,N^O. 480; (I-C) ∕R = 0. 0067。此类接头的焊接接头系数为E= 0.85,因为在此情况下E大于N,所以在所考虑条件 下,St或 Sta为 NSts,即 0. 480X113. 764 = 54.6 (MPa) [0. 480 × 16500 - 7920 (lb∕in2)]o 因此
J = ɪ8 +C= ξ°θ∙ ʒ8 + 1. 5875 = 12. 83 + 1. 5875 = 14. 42 Cmm)
Sta 54.61
£ =冬 + C= + 0.063 = 0. 505 + 0, ()63 = 0. 568 (in)
ɔta /
或 £ =孕 + C=滂;! + 1. 5875 = 12. 85 + L 5875 = 14. 44 (Inm)
SCa 68.95
罐壁钢板是ASTM A516 55级,承受下列单位力:
经向拉力「=458. 83N∕mm (2620 lb∕in);
纬向压力 T2 = 504. 37N∕mm (2880 lb∕iπ) „
经向曲率半径R = 3352. 8mm (132in),从罐壁表面沿法线到回转轴的长度R2 = W388. 6mm (409in)o罐壁焊接接头为局部射线检测的双面对接焊结构,焊接接头系数E=O. 85,腐蚀裕量等于0。
F. 2. 2. 2 问题
在已知条件下用图解法求所需最小壁厚(见5. 1(). 3. 3) O
F. 2. 2. 3 解
从表7査出ASTM A516 55级钢板在纯拉伸时的最大许用拉应力Sti = 113. 764MPa (165001b/ in2)O 由于纬向受压,所以 R = R= 3352. 8mm (132in)°
在钢板系列内,假设4或假设5种不同的板厚的范围应包括所需要的板厚,计算出上述每个假设 厚度的(i-c) /R值、S、S和N值,如表F. 2所示。
表F.2假设板厚计算的(r-c) /R、Sg St和N值:例2 (见F.2. 2.3)
|
假设厚度上 |
t~ c Rr |
ς _ T2 |
St |
t - C |
ΛT — St N — ɛ ɔts | ||
|
in |
mm |
lb∕in2 |
MPa |
lb∕in2 |
MPa | ||
|
3/4 |
19. 05 |
0.00568 |
3840 |
26.48 |
3490 |
24, 06 |
0. 212 |
|
1/2 |
12,7 |
O.00378 |
5760 |
39. 71 |
5240 |
36. 13 |
0. 318 |
|
3/8 |
9. 525 |
O.00284 |
7680 |
52. 95 |
6990 |
48. 19 |
0. 424 |
|
5/16 |
7- 9375 |
0.00237 |
9200 |
63. 43 |
8380 |
57. 78 |
0.507__________ |
|
1/4 |
6.35 |
O. OoI 89 |
11520 |
双43 |
10480 |
72. 26 |
0. 635 |
在图F. 2上找出各个厚度的S和与其对应的(Z-C) /R的交点,连接这些交点绘出一条光滑的 W-W曲线。找出N与/R的交点,联接这些交点,绘出一条光滑的X-X曲线.
这两条曲线相交的点在A-A线的左侧,而由这个区域求出的值是不允许使用的。
在这两条曲线交点附近的所有的N值都低于焯接接头系数E,如此求出许用压应力显然是本例 题的临界数值。必须在W-W曲线上找出一个不超过许用压应力的计算值点。该点就是W-W与 A-A的交点,其S=43.44MPa (63001b∕in2) O它就是本例已知条件的许用压应力SS所以
t = + C = + 0=11. 61 (mm)
SCa 43.44
_ H丄_2880丄八_.、
OCa b*5UU
这就是所需的最小厚度。应注意到,由这个厚度计算的拉应力值只有458. 83/11.61 =39. 52 (MPa) [2620/0. 457 = 5730 (lb∕in2]t而W-W曲线和A-A线的交点处的N值表明,拉应力为 113.764×0. 72 = 81.91 (MPa) [16500 ×0. 72= 11880 (lb∕in2)2 应被允许。所以,所求厚度的钢板 承受的拉伸载荷没有达到它的最大值。
液体储罐,具有自支承式拱形罐顶,罐顶的RI和珂为可变值。真空泄放阀的大小和设定真空 度应使罐内在最大空气流入量时的局部真空为276 X 10fMPa(0. 401b∕in2)(见5. 3. I)O罐顶上保温 96
98765432■ 00-0000000
W昌驀s√ 3 S昔詞备廠
|
— |
二 1∩Λ∏ | ||||||||||
|
∖∑Z |
IUuV | ||||||||||
|
v_ |
_ 9∩∩∩ | ||||||||||
|
4UUU | |||||||||||
|
--V |
—q∩Λ∏ | ||||||||||
|
λ |
JVVU | ||||||||||
|
\ - _ |
,I |
ΛΓUX∩ | |||||||||
|
JiVUU | |||||||||||
|
J |
-— | ||||||||||
|
/ |
匚 5000 | ||||||||||
|
/ |
___c∩n∩-- | ||||||||||
|
FZ Uψh Z. Z) |
OUUU | ||||||||||
|
X |
—* \ |
_ 7∩∩Λ . | |||||||||
|
/、 I f |
L___________ |
_ ∕IΛJU N | |||||||||
|
t≡Z |
Z |
_ 8000 U | |||||||||
|
Vt-- π 1 n - |
… | ||||||||||
|
L- *—— |
一 9000 料 | ||||||||||
|
JAII / IIIC ∏ 1 ⅛ | |||||||||||
|
ɪ 1 ll∖ r » |
—1∩π∩∩ | ||||||||||
|
-- |
IUUUU | ||||||||||
|
-11000 | |||||||||||
|
W |
\ \ X 、 |
/ U 、 |
'、、 | ||||||||
|
ŋ |
、、 |
_ 1ΠΛAΠ | |||||||||
|
、 |
—IZWU | ||||||||||
|
S 、 \ |
-ʒ r |
、、、 | |||||||||
|
_ 13000 | |||||||||||
|
注1:如果纬向是压应力,朝习S如果经向是压应 力,则令Rg | |||||||||||
|
14000 | |||||||||||
|
注2:用图解法解JS,如解F. 2. 2 <例幻 时,为便于计算, 可将计算图上的乩线延长鋤F线左侧这一区域. 该区域内的所有点都不代表有效许用应力值。 |
、 | ||||||||||
|
—15000 — | |||||||||||
O 0.002 0,004 0.006 OJ 008 0.010 0.012 0.014 0.016 0.018 0.020 0.022
ɪ,θ
0.9
0.8
0.7
0.6
0.5
0÷4
O. 3
0.2
0.1
O
6.89476
13.78952
20.68428
27* 57904
34.4738
41.36856
48.26332
55.15808
62.05284
掠 68. 9476 帳
75.84236
82.73712
89. 63133
96. 52664
103.4214
to
(Lc)值(见注1)














1.0
0.9
0.8
0.7
0.6
0*5
0.4
0.3
0,2
0. 1 0
|
、 |
___________1Λ∩∩ | ||||||||||
|
\ | |||||||||||
|
V∑ |
一 2000 | ||||||||||
|
V | |||||||||||
|
X |
—3000 | ||||||||||
|
⅛ _ _____ |
__ j∩An | ||||||||||
|
V | |||||||||||
|
'5000 | |||||||||||
|
Yz |
——CΛΛΛ | ||||||||||
|
V |
OUUU | ||||||||||
|
—\ |
__ 7Λ∩∩ .-i | ||||||||||
|
5 |
L_______________ |
—fUUU g | |||||||||
|
_ 8000 □ | |||||||||||
|
X— | |||||||||||
|
_ Q∩∩∩ 會 | |||||||||||
|
V |
yuuu — | ||||||||||
|
_XZ | |||||||||||
|
—V | |||||||||||
|
* |
—IU(JUU | ||||||||||
|
_ IIoQQ | |||||||||||
|
____________________ 12000 | |||||||||||
|
*w______ |
_ 13000 | ||||||||||
|
注1:如果纬向是压应力,令丿?=孔;如果经向是压E 力.IillI | |||||||||||
|
_ 14∩∩∩ | |||||||||||
|
注2:用图解法解题,⅞∏≡.2.2 (例2)时,为便于计算, 可将计算图上的&线延长到AT线左侧这一区域。 该区域内的所有点都不代表有效许用应力值, |
------1— ɪ SW | ||||||||||
|
i -----1—150Oo- | |||||||||||
0 0.002 0.004 0.006 0.008 Qt OlO 0.012 0.014 0÷016 0.018 0.020 0.022
1.0
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0
6.89476
13. 78952
20.68428
27.57904
34. 4738
41. 36856
48. 26332
55.15808
62. 05284
68.9476
75. 84236
82. 73712
89,63188
96. 52664
103.4214
(LC)/R值(见注1)
层重 9. 576×l()-5N∕mm2 (2 lb∕ft2)o 在罐顶表面的水平投影面上有 119. 7 × 10-5N∕mm2 (25 lb∕ft2) 的雪载荷,罐顶坡度不大于30°,其腐蚀裕量为1.5875mm (l∕16in)o

图F. 4 自由体简图(见F.3)
求承受罐内真空和外载荷时下列部位所需要的板厚:
a) 在罐顶中心处,此处 R, ~R2 =30480uIm (120Oin) ⅛
b) 距罐顶中心的径向距离为 381Omm (12.5ft)处,R = 28372mm (1117in),禺=29769mm (1172in)o
F. 3.3 解
F.3.3.1受力分析
图F. 4为所求水平面以上罐顶自由体简图。图中所有变量的规定值如下(典型的自由体简图见 图4,其他变量的定义见5. 10. 1):
P= -276 X Kr5MPa ( - 0.401b∕in2)(因为是内部真空,所以是负值)
W——钢板重量、保温层载荷和雪载荷的总和,因为在所求水平面上的W的作用方向与压力的 方向相同,所以W的符号与》相同,W是负值(参见5. 10. 1中W的定义)。
F=O,因为所求水平面没有拉杆、支承、支架或其他类似的构件。
F. 3. 3. 2求罐顶中心处板厚
设罐顶中心板厚为21. 43mm (27∕32in),其中包括1. 5875mm (l∕16in)腐蚀裕量,进行一次试
算,此钢板的单位重量为164. 7 X 10^5N∕mmz (34. 4 lb∕ft2) O
在罐顶转角处负荷为:
9. 576X 103 + 119. 7×10^5 + 164. 7× 10^5 =294X 10* (N∕mm2)
W _ 2 + 25 + 34. 4 _ 八』今K /1L /■ 2\
J----144--0∙ 426 0b∕In)
按 5. 10. 2. 5 中式(U)和式(15):
Tl [-276X IO"5 + ( -294×10^5)] = - 86. 87 (N∕mm)
Tl = [ - 0. 40 + ( - O. 426)] =-495.6 (lb∕in)
T2 = 30480 (- 276 X KT,一 294 Xfof) 一(一 86. 87) = - 86. 87 (N∕mm)
T2 = 1200 (-0.40-0.426) - ( -495. 6) = - 495. 6 (lb∕in)
按 5. 10.3.4 中式(28):
_ 86. 87
,~,cβ.
_495. 6
其中:Scii - 6895 [ (t - C) ∕R^] (Sca - IOOOOOO [ Ct - C) ∕R]}
将此值代入式(28)求出:
Z U 86. 87R (Z-C)=^89Γ
)=495 域
V J IC)OO(IoO
√86. 87X30480 + I —孵 IQ , mx t —-------------+ 1. 5875 - 21. 19 (mm)
Oj
* √495. 6× 1200 ɪ .. ,,,ɔ „ 、
t --------0.()63 = 0.834 (In)
此值略小于假设的厚度。
如果需要更为精确的解,可在第-次假设值和计算值之间再重新假设第二个厚度值,进行试算。
F.3.3.3求距罐顶中心径向距离为3810mm (12. 5ft)处的板厚
假设径向距离 38IOmm (12. 5ft)处板厚为 20. 64mm (13∕16in),其中包括 1. 5875mm (l∕16in) 腐蚀裕量,钢板单位重量为159×10-N∕mm2 (33.21b∕ft2)进行--次试算。
W=KX (381())2 X(9 576X 1()T + 119. 7×10-s + 159×10^5) = 131464(N)
(W^π×12. 52×(2 + 25 + 33. 2) = 2955O(Ib)
0. 1280
.n_ 12. 5X12—八 W
sιn^ =一]i??-二 O 128U
cos^ ɪθ. 9918
θ=7. 35°
注:严格讲,应该用所求水平面以上的罐顶表面积计算但从实用考虑,本例中实际表面积和其水平面面积相 差很小,在计算W时可忽略不计IJ设计者也应注意到,在很多情况下需要更精确地计算罐顶面积和重量。
罐顶单位面积上金属板、保温层和雪载荷在罐顶面上的法向分力为:
金属板-159X 10^5 X cos^= 157. 7 × IO'5 (N∕mm2)
金属板=× COS^= 0.229 (lb∕in2)
保温层二 9. 576 ×10^5 X COS^= 9. 497 ×W5 (N∕mm2)
9 保温层二 × COS^ = O- 014 (lb∕in2)
雪载荷= 119. 7×10^5 X COS^= 118. 7× 10 5 (N∕mm2) 雪载荷=為 XCOW = O. 5 (lb/iɪ?)
总法向分力为 285. 9 ×10-5N∕mm2 (O. 414lb∕in3) O
根据5. W. 2.1,将上述载荷的法向分力代入式(9)和式(饵):
TI
29769 / ”盃 V ιn-5 . - 131464 ʃ -276×1° '+^3W
84(N∕mm)
Z =号(T). 4。÷ πxl22^144) = 一 479(lb∕in)
T2 = 29769Γ ( - 276 X KK5 - 285. 9 x 1()玮)-= - 79(N∕mm)
L E28372丿」
L 一 479 -I
T2 = 1172Γ(-0.40-0. 414) ~ ]= ~451(lb∕in)
根据 5. 10.3.5 将 T' =「,t = T2r R =R2, R'= R代入式(29)和式(30).
第一步:
按式(29):
t = J(84 + ().常普 * 297垣 * I 5875 = 20. 37(mm)
t = √⅞79÷O.83×451)X∏72 +q.応=0. 802<in)
按式OO):
J79 没8372 + f. 5875 = 19. 63(mm) ðɔ
√451 × 1117 , n MAn -7-7αr∙ Λ ----+ 0, 063 - 0. 773(ιn)
第二步:
由式(29)决定的厚度:
V = °' 80ι Q-ɪɑ-0(≡l i∖ ] 1 /Z
由式(30)决定的厚度:
⅛'=19∙6^~k5^=0. 000636 lx zoɔ/z
ɪ 0.773-0.063 =O OOo636
λ 111/
由于两个(t-c) /R的值都小于0. 0067,故第一步计算出的较大值如与假设厚度基本一致,它 就是所需要的板厚。没有必要再进行第3步至第6步的计算。
计算厚度20. 37mm ( 0. 802in)略小于假设的厚度20. 64mm (13∕16in),从实用观点来看,结果 与假设的蟻顶载荷是一致的。如计算的厚度明显地大于为确定罐项总载荷而假设的厚度时,就要再假 设一个新的厚度重新计算.
F.4抗压圈区域的设计
F. 4.1 例 1
F. 4.1.1 已知条件
圆筒形储罐直径为9144mm (30ft),其蒸气空间的内压为0. 0345MPa (5lb∕in2)t板材为ASTM A13t A级,板厚不大于12. 7mm (l∕2in)o圆筒形罐壁采用对接焊,最上一圈罐壁的厚度是6.35mm (l∕4in),其中包括1. 5875mm (l∕16in)的腐蚀裕量。罐顶为内半径9144mm (3Oft)的球面拱形顶, 采用对接焊,厚度为6. 35mm (l∕4in),其中包括1.5875mm (l∕16in)的腐蚀裕量。最高设计液位 在罐顶与罐壁连接点以下152. 4mm (6in)处。
F. 4.1. 2 问题
设计罐顶与罐壁连接处的抗压圈区域。
F. 4.1.3 解
根据图5
COSa = I5g = 0,5 _ 15 U
COSa - ɜθ - 0- 5 a = 60° t Sirkl = 0. 866
因为(W+F) /&相对于为很小,可忽略不计,所以可采用5, 10. 2. 5中的式(17)和式(24) 设计罐顶和罐壁。
TI=T2 = 1/2 ×0. 0345×9144= 157. 7(N∕mm)
Tl=T2 = 1/2 X 5 X 360 = 9O(Klb/in) T2, = 0. 0345 × 4572 = 157. 7(N∕mm) T2s = 5× 180 = 900(lb∕in)
按 5. 12. 4. 2 和 5. 12. 4.3 中式(38)〜式(41):
Wh = O. 6 √9144×(6. 35 - 1.5875) - 125(mm)
Wh = 0. 6 √360×(0. 25-0. 0625) = 4. 9(in)
WC = O. 6 √4572×(6. 35- 1.5875) = 88. 5(mm)
WC=O. 6 √180× (0. 25-0. 0625) = 3. 5(in)
Q= 157. 7 × 125 + 157. 7 X 88. 5 - 157. 7 × 4572 X 0. 866 = - 590721 (N) Q= 900 X 4. 9 + 900X3. 5 - 900 × 180 × 0. 866 = - 13300O(Ib) λ 590721 ur,w 2、
AC = m 42 = 57]2(mπ?)
133000
15000
=8. 86(in2)
罐顶板有效宽度内的面积=125 X (6.35- 1. 5875) =595.3 (mtn2)
= 4.9X (0. 25-0. 0625) =0. 92 (in2) 罐壁板有效宽度内的面积= 88. 5 X (6.35- 1.5875) =421. 5 (mm2)
=3. 5 X (0. 25 -0. 0625) =0.66 (in2) 实有总面积 ≈ 1016. 8mm2 (1. 58in2) 按5. 12. 5. 3规定:
需增加的面积= 5712-1016.8 = 4695.2 (mm2)
=8. 86- 1. 58 = 7. 28 (in2)
按5. 12. 5. 1规定:
有效抗压圈区域需要的水平投影宽度=0. 015RC ɪ 0. 015 X4572 ɪ 68. 58 (mm)
= 0.015X180 = 2.7 (in)
抗压圈区域内罐顶板的水平投影宽度=125 × 0. 866 = 108. 25 (Inm) [4.9X0.866 = 4.25 (in)], 此宽度满足5. 12.5. 1的要求。
所需面积和水平宽度可由表F. 3中的角钢提供。
表F.3标准角钢的横截面积:例1 (见F-4.1.3)
|
角钢规格 |
横截面积 一_____ | ||
|
in |
mm |
in2 |
mm2 |
|
6×6×3∕4 |
152. 4 X 152. 4 X 19. 05 |
& 44 |
5445 |
|
5×5×7∕8 |
127× 127×22, 225 |
7. 98 |
5148 |
|
9×4×5∕8 |
228.6×101.6×15. 875 |
7.73 |
4987 |
|
8×6×9∕16 |
203.2X152.4X14.2875 |
_______Z56______ |
4877 |
|
8×4×3∕4 |
203,2×101.6X19. 05 |
8.44 |
_________5445_________ |
|
7×4×3∕4 |
________177. 8 XiOIMXl9. U5________ |
7. 69 |
4961 |
|
6×4×3∕4 |
_______152. 4X101.6X22-225_______ |
7.98 |
5148 |
根据图6详图a或详图b的节点结构,表中任何一种角钢都可釆用,但若采用图8-1型式3图 8 - 2型式h或图8 - 2型式i节点结构,则计算南钥的有效面积时必须减去暴露在罐内侧的甫钢表面 因腐蚀而预期损失。角钢有效面积必须不小于经计算而需增加的面积。此面积也可以由图6详图d〜 详图g所示扁钢或槽钢提供,但应适当考虑到最小水平宽度为0.015R、最大宽度为16*以及扣除腐 蚀裕量后的有效面积值。
前面所列的各种尺寸的角钢,因其边宽绝不超过自身厚度的16倍,所以都不需要另加支承筋板 (见 5. 12.5. 8)。
应校核抗压区域的形心,使之满足5.12.5.2的要求。
F.4.2 例 2
F. 4. 2.1已知条件
圆筒形储罐直径为2286Omm (75ft),其蒸气空间的内压力为0. 00345MPa (0.5Ib∕⅛)o板材为 ASTM A131 B级,厚度不大于12. 7mm (l∕2in)0罐壁釆用对接焊,其最上一圈的壁厚为6. 35mm (l∕4in)°罐顶为2: 12斜度的圆锥,厚6.35mm (l∕4in),其结构为单面满角搭接焊。最高设计液位 在罐顶与罐壁连接点下面152.4mm (6in)处。
F. 4. 2. 2 问题
设计罐顶与罐壁连接处的抗压圈区域。
F. 4. 2. 3 解
由图5,
_ 12_ , „
ta∏α = — - 6. 0
所以
α = 80. 54°, SinC = 0. 9864, COSa = (). 1643
RC= Ri = 1143Onml(37. 5ft = 45Oin)
在罐顶边缘 R = H430∕0. 7643 = 69588 (mm) Γ45()∕0.1643 = 2740 (⅛)L
由于压力相对较低,计算W时采用罐顶板的重量就成了主要荷载。鉴于锥形罐顶表面积与它的 水平投影面积相差很小,所以使用罐顶与罐壁连接点处的罐壁横截面积取6.35mm (1/4 in)顶板重 为48. 84×10^5N∕mm2 (10. 21b∕ft2) O因为罐顶上没有内外拉杆、支承、隔板、构架、支柱、裙座和 其他结构支架,所以F=CL
本例中取(W+F) ∕A⅛ 48. 84 X 10-≡N∕mm2 (0. 0711b∕in2)o因为W的作用方向与力相反, 而力是正值,故W是负值(见5. 10. 1中W的定义)。
按5. 10. 2.5中式(19)和式(20)得出:
Tl = fʌ- ʌ ×L0. 00345 + ( - 48. 84× 10^5)] = 103(N∕mm)
ξz ʌ U. Lo4J)
TI =(探矗)×[°'5+ (器)]=588(lb∕in)
T疽 ⅛∣∞ = 240(N∕mm)
T/用而ΓT370(lb∕m)
T2, = 0. 00345 × 11430 = 39. 43(N∕mm)
T21 =0. 5×450 = 225(]b∕in)
由 5. 12.4. 2 和 5. 12. 4. 3 中式(38)〜式(41)得出:
Wh = O. 6 √69568 X 6. 35 = 398. 8(mm)
Wh = 0. 6 X √2740 X 0. 25 = 15. 7(in)
WC ɪθ. 6 Jll430 X 6. 35 = 161. 6(mm)
WC = O. 6 X √450 X 0. 25 = 6. 4(in)
Q = 240 X 398. 8 + 39. 43 × 161. 6- 103 × 11430 × 0. 9864 = 1059195(N)
Q= 1370× 15. 7 + 225×6. 4-588× 450× 0. 9864 = 24000O(Ib)
A _ 1059195 _ I2\
AC 二奇宀 r - W242(mm2)
1<Jj. 4√
注:应说明计算Q时必须使用搭接焊罐顶板的宽度Wi,值,但搭接罐顶板不能计入抵抗压缩力所需要的面积和提 供抗压圈区域的水平投影宽度值之内(见5. 12. 2).
罐顶板有效宽度内的面积(搭接焊)=0.0Onlm2 <0.00in3)
罐壁板有效宽度内的面积=161. 6 X6. 35 = 1Q26 (mι√) [6.4×0. 25=1,6 (in2)]
需增加的面积[见 5.12.5.3a)] -10242-1026 = 9216 (mm2) [16.0-1.6=14.4 (in2)]
有效的抗压圈区域需要的水平投影宽度(见5. 12.5.1) = 0.015Pc = 0. 015 × 11430 = 171.45 (mm) [().015X450 = 6.75 (in)]
由于搭接焊结构的罐顶不能满足水平宽度的需要,所以在抗压圈区域内罐顶板的水平投影宽度必 须由添加构件提供。
用角钢提供需增加的面积和水平投影宽度,显然不太实用。可如图8-1和图8-2中型式d〜型 式g所示,采用扁钢或槽钢,此时应适当考虑最小宽度为0.015RC的要求和在必要时对承压圈增设支 承的要求。
F. 4. 3 例 3
F. 4. 3.1 已知条件
直径为19D50mm (62ft)的一座圆筒形储罐,罐内蒸气空间的内部压力为0. 027579MPa (41b∕ in2),板材为ASTMAl31,其等级按照表2并根据不同板厚和设计金属温度小于18.3°C (65T), 但不小于- 3. 9°C (25。F)时的要求适当地选取。罐的各部分均不需要腐蚀裕量。罐壁釆用对接焊, 其最上一圈的板厚为6.35mm (l∕4iπ)o罐顶是一内半径K = 1524Omm (5Oft)的球面拱顶,单面搭 接焊,厚度为6. 35mm (l∕4in)0最高设计液位位于罐顶与罐壁连接点以下152. 4mm (6in)处。
F. 4. 3. 2 问题
设计罐顶与罐壁连接点处的抗压圈区域。
F. 4. 3. 3 解
由图 5 COSa = SSZm = O- 625一
CoSa — Jn- — 0. 625 ɔ(j
所以 λ-51.40, SinO = 0. 781
按5.10.2.5中式(17)和式(24)确定罐顶和罐壁。由于(砂+F) 与么相比很小,可忽
略不计,所以
Tl=T2 = * X 0.()27579 X 15240 = 210. 15(N∕mm)
1
Tl=T2 = ɪ X 4 X 600 = 1200(lb∕in)
T21 = 0. 027579 X 9525 = 262. 69(N∕mm)
T2s = 4×375 = 1500(Ib∕in)
由 5. 12. 4- 2 和 5. 12. 4. 3 中式(38)〜式(41)求出:
Wh = O. 6 √15240×6. 35 = 186- 65(mm)
Wb=Q. 6 √600 X 0. 25 = 7. 34(in)
Wc = O. 6 √9525×6. 35 = 147. 56(mm)
WC=O.6 √375 X O- 25 = 5. 80(In)
Q=210. 15 X 186. 65 + 262. 69 × 147. 56 - 210. 15 X 9525 X 0. 781 = - 1485324(N) Q= 1200×7. 34+ 1500× 5. 8- 1200× 375 ×0. 781 = -334OeIO(Ib)
. 1485324 _1,α,nz 2、
AC = [03 互 ~ 14362(mm2)
_334000_ 5
λ^I5≡ ^22∙3c'n)
注:在计算Q力时,必须使用搭接罐顶板的宽度Wh,但搭接罐顶板不能计入抵抗压缩力所需要的面积和提供抗 压圈区域水平投影宽度之内(见5.12.2)。
罐顶板有效宽度内的面积(搭接焊)=0. OOmm2 (0. OOin2)
罐壁板有效宽度内的面积=147. 56 × 6. 35 = 937 (mm2) [5.8X0.25 = 1.45 (in2)]
实有总面积=937mm2 (1.45in2)
由5. 12. 5. 3得知:
需增加的面积= 14362-937= 13425 (turn2) [22.3-1.45 = 20.85 (in2)J,需增加面积不能用角 钢提供,就必须使用扁钢、槽钢或其他构件。
如图8-1中型式e- 1和型式e-2所示,假设扁钢厚25. 4mtn (Iin )。
由 5-12.4. 2 和 5. 12. 4. 3 中式(38) ~式(41)求得:
Wh = O. 6 √15240×25. 4 = 373. 3(mm)
Wh = O. 6 √600 × 1 = 14. 7(in)
WC = 0. 6 √9525 X 6. 35 = 147. 56(mm)
WrC=O. 6 √375 X 0. 25 = 5. 8(in)
Q =210. 15 × 373. 3 + 262. 69X 147. 56-210. 15×95. 25×0. 781 = 一 1446099(N)
Q= 1200×14.7+ 1500 X 5. 8 - 120OX 375 X 0. 781 = - 32516O(Ib)
1446099
103. 42
= 13983(mm2)
ɪ _ 325160 _ zo Z. 2 \ ʌ = 15000 ^21-68ζln)
新增抗压圈扁钢有效宽度内的截面积= 373.3X25.4 = 9482 (mm2) [14. 7 X 1 = 14. 7 (in2)]
罐壁板有效宽度内的截面积=147.56X6.35 = 937 (mm2) [5. 8 X 0. 25 = L 45 (in2)J
实有总截面积=10419mm2 <16. 15in2)
需要的面积厶。大于实有总截面积,故必须增加抗压圈的截面积,可将扁钢伸展到罐壁外侧。
需要增加的宽度=13礬;'(Me = ]”* (mm)「习普带座=5. 53 (in)] 乙 J • I I ɪ r UU
扁钢伸出部分尺寸小于无支承位压结构伸出部分的允许最大值161 (见5. 12. 5. 8)。
承压扁钢的总宽度= 373.3+ 140.3 = 513.6 (mm) [14.7 + 5.53 = 20. 23 (in)]。
由5. 12. 5. 1知,有效抗压圈区域需要的水平投影宽度为0.015RC = O.015 X 9525 = 142. 9 (mm) [0. 015RC ɪ 0. 015 × 375 = 5. 62 (in)丄
抗压圈的水平投影宽度= 373.3X0.781 =291.5 (mm) [14. 7×0. 781 = 11.5 (in)],满足了 5. 12. 5. 1的要求。
应校核抗压区域总截面积形心的位置,使之满足5.12.5. 2的要求。
注:连接焊缝的强度计算及所采用系数按5. 16. 8. 3规定。
F. 5.1 例 1
如图F.5所示,在直径为13716mm (45ft)圆筒形储罐罐壁的无缝壁板上,开508mm X 736.6mm (20in×29iπ)长圆形人孔,此处罐壁板厚妇为12.7mm (l∕2in)o不计腐蚀裕量。开孔水 平中心线处总的内压力 S + PQ为0. 1896MPa (27. 51b∕in2),按5. 10. 3的规定,在此水平面承受 纬向单位力T2时,所需的壁板厚度£为12. 319mm (0.485in)o人孔接管用9.525mm (3∕8in)的钢 板焊制。罐壁、人孔接管和补强板材料为ASTM A516 60级。罐壁接缝及人孔接管的纵向接缝釆用 双面对接焊,并按7.16和7. 17做局部射线检测。求图F. 5所示加强板及其连接焊缝的尺寸。
罐壁在开孔水平中心线处所需要的有效厚度为:
t, = 12. 319 ×0. 85=10. 471 (mm>
Zr = 0. 485×0. 85 = 0. 412(in)
在开孔水平中心线处的内压力作用下,人孔接管半圆端和直线段所需壁厚为:
* _0. 1896×254, „ 、
t"∙ ~ t24. 1 XO. 85 — °,457(mm)
.一 27.5X10 _,、//■、 r" 18000 × O. 85 ^ 018Gn)
注:人孔接管直线段是支承在罐壁及人孔法兰上的一个简支梁,在平行于人孔轴线的应力作用下其所需要的厚度 为4.31Bmm (O. 17in);按5.19.2b)项的规定,整个人孔接管厚度不得小于9.525mm (3∕8inK但这两个要 求均不影响开孔补强计算所使用的场值。
人孔接管有效补强长度采用下面两值中之较小值:
2. 5 X 12. 7 = 31. 75(mm)
2. 5×0. 5 = 1.25(i∏)
2. 5 X 9. 525 + 12. 7 = 36. 51 (mm)
2. 5×0. 375 + 0. 5= 1. 438(in)
按图8-2中型式k的规定,外侧最小焊脚尺寸如下:
:彩 7 = 8. 98(mm)
{). 707 '
O5×O5 、
^^0?707 0' 354(In)
按图8-2中型式k的规定,内侧最小焊脚尺寸如下;■
A —I
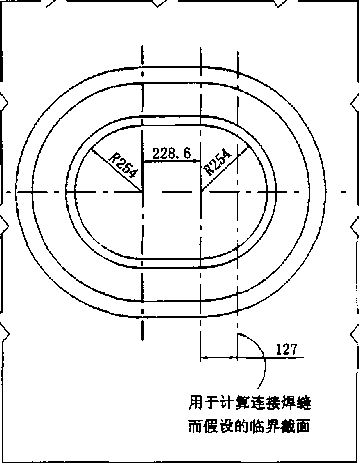
9.525 f∖

A-I
A-A
图F.5开孔补强示例(见F. 5.1)
0. 7 × 9, 525 _ Cmr 、
—甘而一-9∙ 43(mm)
0. 7×0. 375 -n τ-τr.、
_ 0.707 …-°∙37(m)
所采用的焊缝尺寸满足图8 - 2型式k的最低要求。
两半圆端部垂直中心线之间所需的补强面积为:
Ar = 508 X 12. 319× 0. 85 = 5319(mπ?)
Ar = 20 X 0. 485 X 0. 85 = 8. 25(in2)
提供补强作用的面积有:
a) 罐壁多余金属面积:
AI - 508 X (12. 7- 10. 471) = 1132(mm2)
AI =20X(0. 5-0. 412) = 1. 76(in2)
b) 人孔接管多余金属面积:
A2 =2×31. 75× (9. 525 - 0. 457) - 576Cmm2)
A2 = 2×1. 25×(0. 375-0. 018) =0. 89(in2)
C)角焊缝:
A3 = 4 X 0. 5 X (9. 525)2 = 182(mm2 )
A3 = 4 X 0. 5 × O. 3752 = 0. 28 (in2)
d)补强板:
A4 = (812. 8 - 527. 05) × 12. 7 = 3629(mm2)
A4 = (32- 20. 75) ×0. 5 = 5. 62(in2)
所提供的补强总面积为5519mm2 (8. 55in2)f满足要求。
各连接焊缝的许用应力如下:
a) 内外侧角焊缝;
124. l×0. 60 = 74. 46(MPa)
18000 X 0. 60 ɪ 10800(lb∕in2)
b) 靠接管侧罐壁坡口焊缝的剪切;
124. 1 X 0. 8×0. 875 X 0. 75 = 65. 15(MPa)
18000 ×0. 8×0. 875 ×0. 75 = 9450(lb∕in2)
C)靠接管侧罐壁坡口焊缝的拉伸:
124. 1 X 0. 875 Xo. 75 = 81. 44(MPa)
18000 X 0. 875 XO. 75 = 11810(lb∕in2)
d)靠接管侧补强板坡口焊缝的剪切:
124. 1 ×0. 8×0. 875 ɪ 86. 87(MPa)
18000 ×0. 8×0. 875 = 12600(lb/in`)
图F. 5所示临界截面以外的连接焊缝的强度为:
a) 焊缝1 (外侧角焊缝):
(专 X 812. 8 - 2 X 127)X 9. 525 X0. 707 X 74. 46 = 512831(N)
(号 X 32-2X5)Xd 375X0. 707 × 10800 ɪ 11530O(Ib)
b) 焊缝2 (内侧角焊缝):
ɪ × 527. 05 × 9. 525 X 0. 707 × 74. 46 = 27675O(N)
3
ɪ ×20. 75 × 0. 375 × 0. 707 × 10800 = 62200(Ib)
J
C)焊缝3 (靠接管侧罐壁坡口焊缝)受剪切:
V× 527. 05×4. 7625 × 65. 15= 17125O(N)
J
ɪ × 20. 75 × 0. 1875 X 9450 = 3860O(Ib) J
d) 焊缝4 (靠接管侧罐壁坡口焊縫)受拉伸:
ɪ X (527. 05 + 9. 525) ×12. 7×81.44 = 581166(N)
ɪ × (20. 75 + (). 375)X(). 5× 11810= 13IOOO(Ib)
e) 焊缝5 (靠接管侧补强板坡口焊缝)受剪切:
W X 517. 525 × 9. 525 × 86. 87 = 44843()(N) J
V × 20. 375 × 0. 375 × 12600 = IOlIOO(Ib) J
为了分析研究通过连接元件发生损坏的各种可能途径,应对下列载荷和强度进行比较。作用在将 补强圈连接于罐壁上的连接焊缝1、焊缝3和焊缝5上的综合荷载为:
(5319 - 1132)X 124.1 =519607(N)
(8. 25 - 1. 76) × 18000 = 116900(Ib)
连接焊缝1、焊缝3和焊缝5的综合强度为:
512831 + 171250 + 448430- 11325II(N)
115300 + 38600+ 101100 = 25500O(Ib)
此值远远超过要求。
将补强圈连接于罐壁的加上人孔接管与罐壁厚度重合的那部分截面上的焊缝1和焊缝4的综合荷 载为;
(5319-1132 + 2× 12. 7×9. 525) X 124. 1 = 549662(N)
(8. 25-1.76 + 2×0. 5X0. 375) X 18000 = 123600<lb)
焊缝1和焊缝4的综合强度为:
512831+581166=1093997(N)
115300 + 131000 = 24630O(Ib) 此值远远超过要求。
焊缝2和焊缝5上的综合荷载为:
576× 124. 1 = 71482(N) 0. 89 X 18000= 1600O(Ib)
这两个连接元件各自具有的强度都已超过此要求值。
F. 5. 2 例 2
如图F. 6所示,在直径为45110. 4mm (148ft)、壁厚知为38. Imm (1. 5in)的圆筒形储罐罐壁 的无缝整板上安装一个内径为508mm (2Oin)的接管,与储存液体接触的所有罐壁表面,其腐蚀裕 量取2. 54mm (0. IOin)O在开孔中心处总的内压力(Pl + PQ 为。〔72MPa (24. 91b∕iπ2)O按 5. 10. 3要求,此水平面处承受纬向单位力L时所需的壁板厚度£为36. 576mm (1.44in)o接管用 12. 7mm (l∕2in)的钢板焊制。罐壁、接管和补强板材料为ASTMA442 55级。罐壁主要接缝采用 双面对接焊。全部焊缝经射线检测,接管的纵向接缝型式与罐体相同,但不作射线检测。此外,包括 纵向接缝的接管一罐壁一补强板组合件,按5. 25要求在制造完毕后已在工厂做了应力消除处理。求 ≡F.6所示的补强板和连接焊缝的大小.
在开孔水平中心线处、不包括腐蚀裕量在内的无缝罐壁所需有效厚度为:
IT = (36. 576 - 2. 54) ×1. 00 = 34. 036(mm)
II = (1. 44 - 0. 1) × 1. OO= 1. 34(in) 不包括腐蚀裕量在内的接管所需有效厚度为:
|
=0. 172X(254 + 2∖54) _ tτn ~ ^113. 764X0. 85~ ' |
= 0. 456(mm) |
,=24.9Xeo+ 0.1) = J、 tτn ~ 16500×0. 85 °∙°18(ιn)
注:按5. t9.2b)的规定,接管,不包括腐蚀裕量的有效厚度不得小于9. 525mm (3∕8in)。而这个要求并不影响 开孔补强计算釆用的场值。
补强范围内的接管长度,应采用下面两值中之较小值:
.2. 5× (38. 1 - 2. 54) = 88. 9(mm)
2∙5×(1.5-0. l)=3.5(in)
2. 5 × (12. 7-2. 54) +38. 1 = 63. 5(mm)
2. 5 × (0. 5-0. 1) + 1. 5 = 2. 5(in) 按图8-2中型式1的规定,连接焊缝最小允许尺寸如下: a)外侧角焊缝:
0. 5× 19. 05 _ AW ʌ ―° 707— ]土 47(mm)
Q. 5 × 0. 75 ~~0. 707 ^
=OJ 53(in)

80 .≈gIβteffi糸≠lg.2g
注:经计算若外侧角焊缝尺寸为15. 875mm (5∕8iπ)达不到需要的强度要求,则应改为
25. 4mm (Iin)外侧角瞧•
BBF. 6开孔补强示例(见F.S.2)
b)内侧角焊缝;
0. 707 = 8∙ 98 (mm)
S希FHQ 35(in)
C)罐壁与接管之间坡口焊缝为:
0. 7 X 02. 7 - 2. 54)+2. 54 = 9. 652(mm)
0i 7×(0. 5-0.1) + 0.1=0. 38(in)
d)补强板与接管之间坡口焊缝为:
0.7×(12. 7-2. 54)=7. 112(mm)
0. 7×(0.5- 0. 1)=0. 28(in)
所采用的焊缝尺寸满足图8-2中型式1的最低要求。
在开孔垂直中心线处所需要的补强面积为:
Ar = (508 + 2X2. 54) × (36. 576-2. 54) × 1. 00 = 17463(mm2)
Ar = (20 + 2×0. 1) X (1. 44-0. 1) × 1. 00 = 27. 07(in2)
提供补强作用的面积如下:
a) 罐壁多余金属面积:
AI = (508 + 5. 08) X (38. 1 - 2. 54 - 34. 036) = 782. 447(mm2)
AI = (20 + 0.2) X (1.5-0. 1-1. 34) = 1. 21 (in2)
b) 接管多余金属面积:
A2 =2×63. 5× (12. 7-2. 54-0. 456) = 1232. 281(mm2)
A2 = 2X2. 5 × (0. 5-0. 1-0.018) = 1. 9(in2)
C)角焊缝:
A3 =2×0.5× (15. 8752 + 9. 5252) = 342. 741 (mn√)
A3=2×0. 5×(0.6252 + O. 3752) = 0. 53(in2)
d)补强板:
A4 = 38. 1 X (930. 275-533. 4) = 1512Kmm2)
A4 = 1. 5× (36. 625 - 21) = 23. 44(in2)
所提供的补强总面积为17479mm2 (27.09in2),满足要求。
各连接焊缝的许用应力值如下:
a) 内外侧角焊缝:
113. 764 × 0.60 = 68.258 (MPa)
16500 × 0.60 = 99Oo(PSi).
b) 坡口焊缝受拉伸:
113. 764 X O- 875 × 0. 70 = 69. 68 (MPa)
16500 X 0. 875 X 0. 7O = IoIOO(PSi)
C)靠接管侧补强板坡口焊缝受剪切:
113, 764 ×0. 8 × 0. 875 = 79. 635(MPa)
16500×0. 8×0. 875 = 11500(PSi)
如图F. 6所示,在临界截面以外的连接元件的强度如下:
a) 焊缝1 (外侧角焊缝):
X930. 275 - 2 X128. 27)× 15. 875 ×0. 707×68. 258 = 922948(N)
(与 X 36. 625 - 2 X 5. 05) X 0. 625 X 0. 707 × 9900 = 207400(Ib)
b) 焊缝2 (内侧角焊缝):
ɪ X 533. 4X9. 525 ×0. 707 X68. 258 = 256755(N)-
ɪ ×21×0. 375 X 0. 707 X 9900 = 579OO(Ib)
C)焊缝3〈靠接管S壁坡口焊缝)受拉伸:
ɪ X 533.4 X (15. 875 - 2. 54) ×69. 68 -519018(N)
3
ɪ X 21 X (0. 625 - 0.1) X Iol(K) = 1169OGdb) 3
d) 焊缝4 (靠接管侧补强极坡口焊缝)受拉伸:
J X 533. 4 × 7. 9375 × 69. 68 = 30894O(N)
y×21×0.3125× IOIOO = 6940O(Ib)
e) 焊缝5 (靠接管侧补强板坡口焊缝)受剪切:
ɪ X533. 24×10. 16×79. 635 = 443330(N)
ɪ ×20. 6X0. 4 X 11500 = 995OQ(Ib)
对下列荷载和强度进行比较。
作用在将补强圈连接于罐壁的连接焊缝1和焊缝5上的综合荷载为:
(17463 - 782. 447) ×113. 764 = 1897646(N)
(27. 07- 1.21 )×16500 = 426700(Ib)
焊缝1和焊缝5的综合强度为:
922948 + 443330=1366278(N)
207400+ 99500=306900(Ib)
该强度未满足要求。
如果外侧角焊缝尺寸从15. 875mm (5∕8in)增加到25.4mm (Iin),焊缝1的强度就变成:
ɪ X93O. 275-2×128. 27)×25. 4×0. 707×62. 258 = 1476717(N)
(号 X36. 625-2×5. 05)XLOX 0. 707× 9900 = 331800(Ib)
而焊缝1和焊缝5的综合强度现在就成为:
1476717 + 443330 = 1920047(N)
331800 + 99500 = 43130O(Ib)
该强度满足要求。所以,外侧角焊缝的尺寸应该增加到25. 4mm (Iin)O
作用在将补强圈连接于罐壁的,以及接管与罐壁厚度重合部分连接焊缝1和焊缝3的综合荷载 为:
[(17463-782. 447) +2×35. 56X 10. 16] × 113. 764 = 197985O(N)
[(27. 07-1. 21) + 2X 1. 4X0. 4] X 16500 = 44567O(Ib)
外侧角焊缝尺寸增加到25.4mm (Iin)后,焊缝[和焊缝3的综合强度为;
1476717+519018=1995735(N)
331800+116900 = 44870O(Ib)
此值满足要求。
上述焊缝2、焊缝4和焊缝5上的综合荷载为;
1232. 281X113. 764=140189(N)
1.91 X 16500= 31500(lb).
上述三个焊缝中的任何一个的强度值均超过了此要求值。
E 5.3 例 3
如图F.7所示,一个内径为304.8Inm (12in)的圆筒形管嘴,组装到一个直径为18288mm (6Oft)的圆筒形储罐的无缝整板上,其水平轴线与通过罐壁交点的罐壁垂直线成55°角。在开孔区域 内的罐壁厚度Zw⅛ 15.875mm (5∕8in),不包括腐蚀裕量。在开孔中心处总内压力(仑+么)为 0. 18MPa (26. llb∕in2)o按5.10.3规定,该水平面处承受纬向单位力L时所需的壁板厚度t为 14. 478mm (0. 57in) O接管为ASTM A53 A级无缝管,罐壁和补强板材料为ASTM A442 55级。罐 壁主要焊縫为双面对接焊,全部射线检测。求如图F. 7所示的补强板及其连接焊缝的大小。
无缝罐壁在开孔水平中心线处所需有效厚度为:
Jr = 14. 478 X 1. 00 = 14. 478(mm)
Zr = O. 57 × 1.00 = 0. 57(in)
所需的接管厚度为:
._0. 18X152.4X1.、
tm 99. 285 ×1. 00 0' 276(InIn)
26. 1×6×1. 00
=0. OlKin)
14400×l. 00

A-A剖面

通过开孔的水平截面
gcqg∙6

注:按5. 19- 2 b)的规定,接管厚度应为9. 525mm (3∕8in),而这个要求不影响补强计算采用的Zm值. 有效补强范围内的管嘴颈长度,取下列两值中的较小值:
2. 5×15. 875 = 39. 688(mm)
2. 5×0. 625 = 1.56(in)
2. 5×9. 525 + 19. 05 = 42. 175 (mm)
2. 5×0. 375 + 0. 75= I- 69(In)
按图8-2型式m规定,外侧角焊缝的最小尺寸为:
岑宵= lL 227(mm)
。笋=o. 44( in)
按图8-2型式m规定,内侧角焊缝的最小尺寸为:
= 8. 98(mm)
0. 25
0. 707
=0. 354(in)
所采用的焊缝尺寸满足图8-2中型式m的最低要求。
开孔垂直中心线处需要补强的面积为:
Ar = 304. 8 X 14. 478×1.00 = 4413(Inm2)
Ar = 12×0. 57×1.00 = 6- 84(in2)
提供补强作用的面积如下:
a) 罐壁多余金属面积:
AI =304. 8×(15. 875 - 14. 478) = 425. 8(mπιz)
Al = 12× (0. 625-0. 57)=0. 66(in2)
b) 接管多余金属面积:
2 X 39. 688 X (9. 525 — 0. 276) X 99. 285
113.764
二 64(). 7 ( mm2)
C)角焊缝:
A3 =2X0. 5×(12. 72+9. 5252) = 252(mm2)
厶3 = 2 X 0. 5 X (0. 52 + 0. 3752) = O 39(in3)
d)补强板:
A4 = (495. 3 - 323. 85) X 19. 05 = 3266(mm2)
A4 = (19. 5 - 12. 75) ×0. 75 = 5. 06(in2)
所提供的总补强面积为4585mπ? (7.Win2),该面积满足要求。
连接元件的许用应力值如下:
a) 外侧角焊缝:
113. 764 X 0.60 = 68. 258(MPa)
16500 ×0. 60 = 9900(psi)
b) 内侧角焊缝:
124.106× 0.6 = 74. 464(MPa)
18000 X 0.6 = 10800 (psi)
C)靠接管侧补强板坡口焊缝受拉伸:
124. 106×0. 75×0. 875 = 81. 445(MPa)
180∞×0. 75×0. 875 = 11812. 5(PSi)
d) 靠接管侧罐壁坡口焊缝受拉伸:
113. 764×0. 75 X 0. 875 = 74. 658(MPa)
165∞ XO. 75 × 0. 875 = 10660(PSi)
e) 靠接管侧罐壁坡口焊缝受剪切;
113. 764 XO. 8X0. 75 x 0, 875 = 59. 726(MPa)
16500 X 0. 8× 0. 75 X O- 875 = 8530 (PSi)
f) 靠接管侧补强板坡口焊缝受剪切:
124. 106 ×0. 8×0. 875 = 86. 874(MPa)
18000×0. 8×0. 875 = 12600(psi)
如图間7所示》,在临界截面以外的连接元件的强度为:
a) 焊缝](外侧角焊缝):
(2. 22 √(361.95)2 +<247. 65)2 - 2 X129. 54) X 12. 7 X 0. 707 × 68. 258 = 432547(N)
(2. 22 √14. 252 + 9. 752 - 2 × 5.1) X0. 500 ×0. 707 ×9900 = 9850O(Ib)
b) 焊缝2 (内侧角焊缝):
(2. 22 √273. 56z + 166. 622 - 2 X 129. 54) × 9. 525 × 0. 707 × 74. 464 = 226660(N)
(2. 22 √10 . 772 + 6. 562 - 2 × 5. 1) ×0. 375 × 0. 707 X 10800 = 50955(Ib)
C)焊缝3 (靠接管侧罐壁坡口焊縫)受拉伸:
436. 88 X 15. 875 X 74. 658 = 517788(N)
31)椭圆的近似周长=2π √ω2 +62)∕2 = 4. 44 √(α2+62) 式中:
a--长半轴;
*—短半轴。
17. 2×0. 625 X 10660= 11450O(Ib)
d) 焊缝4 (靠接管侧补强板坡口焊缝)受拉伸:
(2. 22 √268. 7322 + 161. 9252 - 2 X 129. 54) × 19. ()5 X 81. 445 = 678694(N)
(2. 22 √10. 582 +6. 3752 -2×5. 1) ×0. 75× 11812. 5 = 152092CIb)
e) 焊缝5 (靠接管侧补强板坡口焊缝)受剪切:
(2. 22 √263. 92 + 157. 232 - 2 X129. 54) X 9. 525 X 86. 874 = 349921 (N)
(2. 22 √10. 392 + 6. 192 - 2 × 5. 1) X 0. 375 × 12600 = 78625(Ib)
f) 焊缝6 (靠接管侧繼壁坡口焊缝)受剪切:
436. 88×4. 7625 × 59. 726 = 124268 (N)
17.2× 0.1875 ×8530 = 27500(lb)
为了分析研究通过连接焊缝发生损坏的各种可能途径,应对下列荷载和强度进行比较。
作用在将补强圈连接于罐壁上的连接焊缝1、舞縫5和焊缱6上的综合荷载为:
(4413 - 425. 8) X113.764 = 45360O(N)
(6.84 - 0. 66)-« 16500 = 10200O(Ib)
焊缝1、焊缝5和焊缝6的综合强度为:
432547 + 349921 + 124268 = 906736(N)
985∞ +78625 + 27500 = 204625 (Ib)
此值满足要求。
作用在将补强圈连接于鑑壁的,以及接管与罐壁厚度重合的那部分截面上的焊缝1和焊缝3的综 合荷载为:
「(4413 - 425. 8) + 2X 15. 875 X 9. 525 X 1 ×0. 5×0. 707×68. 26= 112231(N)
L 1IJ. /04J
「(6. 84 一 0. 66) + 2 X 0.625 × O- 375 × 77⅛λλ^∣ × 0. 5 × 0. 707 × 9900 = 2306O(Ib)
L 165OoJ r
焊缝1和焊缝3的综合强度为:
432547 + 517788 = 950335(N)
98500+114500= 21300O(Ib)
此值满足要求。
焊缝2、焊缝4和焊缝5上的综合荷载为:
113.764×640.7 = 72889 (N)
1650。XO.99= 1640。Qb)
这3个焊缝中的任何一个的强度值均超过了此要求值。
焊缝1和焊缝6上的综合荷载为:
113. 764×3266 = 371553(N)
16500 × 5. 06 = 8349O(Ib)
焊缝1和焊缝6的综合强度为:
432547+ 124268 = 556815(N) 98500+27500=12600O(Ib)
此值满足要求。
F.5.4 例 4
图F. 8所示为一•整体压制钢制圆形人孔,内径为508mm (2Om),装在一个直径为21945. 6mm (72ft)圆筒形储罐准球面顶盖的球形部分无缝整板上。罐顶下侧的内压0. 1034MPa (151b∕ it?)。按5. 10. 3规定,罐顶球面部分所需厚度Z为12. 7mm (l∕2in),与规定厚度一致,腐蚀裕量为 零。顶板和人孔材料为ASTMA283 C级,罐顶主要焊缝采用双面对接焊,按7. 16和7. 17规定做局 部射线检测,校核图F. 8所示补强板及其连接焊缝的尺寸。
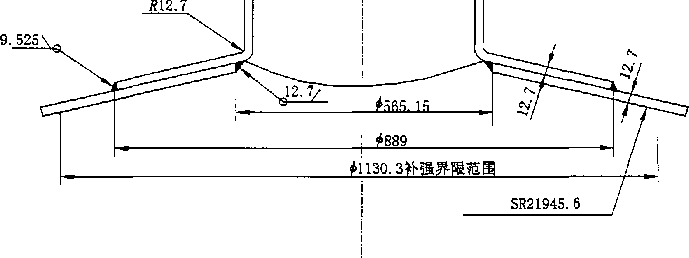
人孔部位所需要的无缝罐壁有效厚度为:
Zr = 12. 7×0. 85= 10. 795 (mm)
4 = 0. 5X0. 85 = 0. 425(in)
人孔接管所需的厚度为:
,_0. 1034×254×1.00-n 、
tm--r;Tr-S--O- 251 (mm)
1 U∙i+, o
, 一 15×10×1.00,n 、
Zm - ]520()- 0∙ 010(m)
注:按满足5.19.2 b)的规定,人孔接管厚度不应小于9. 525mm (3∕8in),』旦这个要求不影响补强计算所采用的 值。
有效补强范围内的人孔接管长度取下列较小值:
2. 5×12. 7-31.75(mm)
2. 5×0. 5 = 1.25(in)
2. 5×10. 16+12. 7-38. Kmm)
2.5×0.4 + 0.5 = L5(in)
按图8-2型式i规定,外侧角焊缝允许最小尺寸为;
爲 7 = 8.98(mm)
C)* 鷲 5 = g. 354(in)
按图8-2型式i规定,内侧角焊缝允许最小尺寸为,
0.5×17. 78_IO 顷 、
―θ —— - 12. 57(mm)
0. 5×0. 7.λλ LC厂、
50(Inr
所采用的焊缝尺寸满足图8-2中型式i的最低要求。
开孔中心线处所需要补强面积:
Ar = 565. 15 × 12. 7×0. 85 = 6101(mm2)
Ar = 22. 25 X0. 5×0. 85 = 9. 46(m2)
提供补强作用的面积如下:
a) 球面顶多余金属面积;
Al =565. 15X (12. 7- 10. 795) ɪ 1077(mm2)
AI =22. 25X (0. 500-(). 425) = 1. 67(in2)
b) 压制成型的人孔多余金属面积:
A2 = 2|~g(25' 12~ 72) + (31. 75 -25. 4) × 10. 16-31. 75×0. 254] = 873(mm"
A2=2^πα2 ~0'— + (1.25-l)×0.4-l. 25 × O. OlθJ - 1. 36(in2)
C)角焊缝;
厶3 = 2 X 多 X (9. 525? + 12. 72) = 252(mm2)
A3 =2×0. 5X (0. 3752 + 0. 52)= 0. 39(in2)
d)蝶形加强圈:
A4 = 12. 7(889-553. 72) = 4258(mm2)
A4 =O- 5(35-21.8)=6. 60(in2)
所提供的总补强面积为646Omm2 (W.02in2),该面积满足要求。
外侧和内侧角焊缝的许用应力值如下:
104. 8X0. 6 = 62. 88(MPa)
1520CIXO. 6 = 912CKPSi)
在临界戴面以外的连接焊缝的强度如下:
a) 焊缝1 (外侧角焊缝):
专 X 889 X 62. 88 × 0. 707 X 9. 525 = 591315(N)
~×35× 9120 X 0. 707 × 0. 375 = 13290O(Ib)
注,计算连接焊缝强度时假定的临界截面,如5.16. 8. 1中所述,取在开孔中心线处。
b) 焊缝2 (内侧角焊缝):
ɪ X 565. 15 × 62. 88 X 0. 707 × 12. 7 = 5012IO(N)
ɪ ×22. 25 × 9120 X 0. 707X0. 5 = 11260O(Ib)
对下列荷载和强度进行比较。作用在连接补强圈和罐顶上的连接焊缝1和焊缝2上的综合荷载 为:
(6101 - 1077)×104. 8 = 526515(N)
(9. 46- 1. 67) X 15200= 118400(Ib)
焊缝1和焊缝2的综合强度为:
591315+ 501210= 1092525(N)
132900 + 112600 = 245500(Ib)
此值满足要求。
附录G (资料性附录) 有关腐蚀裕量和氢致裂纹的考虑
储罐的腐蚀可分为下列几种情况:
a) 依据确切的资料及罐内储存介质的化学特性,设计人员可以确定其腐蚀速率。此类资料和特 性可来自有关文献,来自用户或来自其他类似操作条件下得到的可靠记录。
b) 已知储罐腐蚀速率较高,但其值不能确定。
C)腐蚀速率虽不能确定,但已知其数值较低。
d)腐蚀作用可以忽略或完全没有腐蚀。
G.2.1在腐蚀速率可以较准确预测情况下,除了操作条件所需的初始厚度外,还应计入储罐预测使 用期间内的腐蚀裕量。
G.2.2已知储罐在使用过程中存在某种程度的腐蚀,而设计前又无法准确预测其腐蚀程度,以及腐 蚀是偶然的、局部的,或腐蚀速率和腐蚀范围不确定时,设计人员应作出最佳判断,确定一个合理的 壁厚附加量,但其值不应小于I-6mm。
G.2.3腐蚀作用可以忽略或完全无腐蚀情况下,无需考虑腐蚀附加量。
当操作条件下有硫化氢存在或有可促使氢致裂纹发生的条件时,特别是罐壁与罐底连接处罐底部 位置,应确保所选用的材料和其细部结构有足够的抗氢致裂纹能力。可考虑限制钢材中的硫含量,以 及采用内涂层。对焊缝金属的硬度,包括热影响区的硬度,应予以特别关注。焊缝金属和热影响区通 常会形成一个硬度远远大于HRC22的硬化带,它比母材对裂纹更为敏感。根据储存介质中预计的硫 化氢浓度.金属内表面的湿润程度,母材和焊接接头的强度与硬度,业主和承包商应协商一个合理的 硬度要求。
附录H
(资料性附录) 预热、焊后热处理和应力消除推荐作法
本标准涉及的大多数储罐,在安装完毕后,通常不做埠后消除应力热处理。但要求钢材与焊缝应 有足够的冲击韧性。
对压力容器进行消除应力热处理,是减少脆性断裂的有效方法。经验表明,通过金相组织的改变 提高冲击韧性,比消除残余应力更为有效。
钢板厚度小于12.5mm时,冲击韧性是良好的.大多数钢材,当厚度超过19mm〜25mm时,尤 其在焊接接头部位,冲击韧性明显下降。通过焊后热处理可有效控制韧性的下降;许多钢材,通过预 热也可将其冲击韧性的下降控制到最低。当钢板厚度为19mm〜25mm时,预热的作用已得到证实; 预计对较厚钢板预热也可以有类似的作用,但是目前还缺乏足够的实验数据O
压力容器进行焊后热处理的重要作用已得到充分肯定,虽然对其机理还有待深入探讨。当钢板厚 度超过32mm时,其焊后热处理应按照5. 25要求进行。特殊情况下,可探讨安装完毕后进行焊后热 处理的可能性。如果热源充足且储罐有足够的刚度,可以对储罐在保温状态下进行整体焊后热处理。
如果使用中可能引起应力腐蚀裂纹时,必须进行应力消除。对此,预热还不能完全替代焊后热处 理。
诸多试验表明,碳钢预热到150°C〜205。C时,对降低焊接应力的作用不低于592。C下的焊后热处 理部分试验表明焊后热处理效果略好。大多数试验钢板厚度为19mm〜25mm。如果超出此厚度 范围,应核査其预热效果。对于现场建造的储罐,当板厚大于19mm,且韧性要求较高,而进行焊后 热处理又难于实现时,应考虑预热。
预热时加热和保持范围应包括焊接接头两侧的一定宽度。宜优先釆用条形燃烧器的柔和火焰,不 能采用切割火炬的炽焰;采用条形电加热器,效果会更好。预热温度约为150。C或略高,且应使用可 靠方法进行检测;接头两侧的预热范围不应低于IOOmm或4倍板厚中较大值。焊接接管和人孔时, 宜采用环形燃烧器或电加热器进行预热。施焊期间,其附近基体金属的温度宜保持不低于150°C O
,现将APlStd 620, 20。2附录中的两个参考文献列出,以供参考,
① RObert Dr StOUtT The Preheating And POStheatin^ Of Pre^lire VeSSel SteeIS » WeIding JoUrnal NeW York, Research SUPPiement 32 (Ol 14s一22sj 1953 Cincluding bibliograPhy)O
② Harry UIdiiIe, Preheat VerSUS POStheat ? a PaPer PrePared in COnneCtion With the WOrk Of SUbCOminittee 8 Of ASMEB31. ID
咐录I (资料性附录) 锤击处理的建议作法
锤击可用于矫正薄钢板的扭曲变形,以及防止厚钢板多层焊时的开裂。焊缝金属温度高,冷却时 较母材收缩量大,通过锤击使其产生塑性延伸,0从而降低在焊接结构中产生的内应力。内应力的衰减 幅度与锤击引起的塑性变形量成比例。
锤击只能在某一温度范围内进行。在髙于焊缝金属能够承受应力的温度下进行锤击是无效的。对 前两层和最后一层焊缝金属不做锤击,以免产生裂纹或造成表面粗糙。
锤击工具的形状、尺寸和硬度至关重要。锤击引起焊缝金属的表面擦伤和粗糙是允许的,因为它 们会被后一层熔敷金属熔化。
当锤击用于消除热应力时,应遵循合理的程序谨慎进行,确保焊接件的变形最小。对某些可焊性 良好的工件,需充分锤击,以形成暂时的反方向应力,冷却时其将自动消失。某些钢材冷却后会变硬 很难再加工,可采用锤击方法使表面光滑。为防止应力释放产生焊接裂纹,则可采用轻度锤击。
锤击作为一种可接受的消除应力方法,对其所涉及的各种因素,包括钢材种类、焊缝厚度及各焊 层的厚度(见6. 19. 2),应予以全面研究。对此1.4.2和I. 4. 3提出下列两点建议。
焊接两块指定材料和厚度的小板,其中一块钢性固定,另一块可随焊缝的收缩而自由移动。通过 该试验,能近似得到为消除焊接变形而需要的锤击量,进而指导实际操作.
I. 4.3焊接和锤击过程中的测量
焊接过程中在焊缝背面冲孔标记,标记的间距不大于0. 8mm。当两层焊接金属被熔敷后进行初 次测量记下其收缩量。当焊缝厚度达到32mm〜38mm后,再测其收缩量。可发现第二次的收缩量较 初次收缩量大为减少,这是因为新熔敷焊缝金属的收缩受到了前几层已冷却的焊缝金属的约束。通常 未经锤击的焊缝最易在此时在该处开裂。如果进行适量锤击,其延展抵消了焊缝冷却时的收缩,部分 应力被消除。如此,对后续焊缝釆用相同的锤击度,则可防止焊缝开裂。
附录J
(预留)
附录K (资料性附录) 对确定安全泄放能力的建议
本附录试图提出一个适用于通常环境和操作条件下安全而相对合理的作法。储罐的通风需要考虑 很多可变因素,不太可能给出一个准确而简要的规则。对一些特定储罐的研究可能表明,提供比按这 些规则估算大一些或小一些的通风能力会更合乎要求。
可按照下列要求,确定放空阀、压力泄放阀和真空泄放阀所需提供的总通风能力:
a) 对于因温度变化和充液、抽液时所需的通风量,遵循APIStd 2000的规定。充液时所需的通 风能力,应为API Std 2000给出的通风能力乘以储罐的绝对压力与大气绝对压力 (1. 0103MPa)之比。
b) 在暴露于外来火源情况下,紧急通气装置需要提供的通风能力应遵循API Std 2000的规定。
注:API Std 2000 )⅛未被等效采用为国内标准,此处,通风的依据仍暂按APIStd 2(≡的规定。
附录L
(资料性附录) 储確的抗震设计
本附录给出了推荐性的最低抗震要求,适用于平底立式储罐。
L- 2.1本设计考虑了以下两种储罐及其储液的反应模式:
a) 沿地面水平运动的罐壁、罐顶以及与罐壁耦联振动的储液的相对高频反应谱。
b) 按第一振型晃动(一阶晃动)的储液的相对低频反应谱。
L.2.2确定与每一种反应模式对应的流体动力学质量,以及该质量对地面横向运动(水平运动)产 生的水平力和倾覆力矩;规定罐壁抗倾覆稳定性计算和防止罐壁纵向压缩引起的屈曲计算。
L. 2.3本标准未考虑水平及垂直地震力引起的附加环向拉力。按L. 3. 3. 3确定的系数可能会产生较 大的动态环向拉应力,对此,可予适当考虑。
L.3设计荷载
注:此处倾覆力矩仅指作用于罐壁底部的力矩。储罐基础尚需承受由于罐内储液横向位移产生的附加倾覆力矩, 某些基础的设计,如桩支承台结构,必须考虑这一附加力矩.
地震力在罐壁底部产生的倾覆力矩由式(L. 1)确定;
M=Z⅛(C1 W5Xs + C,WtHτ+ClWlXl+C2W2X2) × W6 ......... (L. 1)
式中:
M一作用于罐壁底部的倾雹力矩,MN-m;
Z—设计基本地震加速度系数,按表L. 1取值;
表L.1设计基本地震加速度系数
|
____设防烈度 |
7 |
8 |
9 | ||
|
设计基本加速度系数Z , |
0. 1 |
O-15 |
0.2 |
0.3 |
0.4 |
|
____设计基本加速度____ |
0. Ig |
0∙ 2g |
。3g |
(). 4g | |
I——重要性系数,除非业主规定I值需要增大,所有储罐均取1=1; I最大不应超过1.25,该 值仅用于储存有毒或爆炸性介质,且储存介质的泄漏将危及公众安全的储罐;
S--重力加速度,取g = 9. 81m∕sJ
C1, C2——由L. 3. 3确定的水平(横向)地震力系数;.
WS——罐壁及其保温层的质量,kg;
XS—罐壁底部到罐壁质心的高度,m;
恥一罐顶,包括保温层、吊顶,以及雪载荷的总质量,kg;
注:本规定和图L. 1〜图L. 4中设计曲线用的公式,以及其他有关说明均来自R. S. WOZinak及W. W. MltChelI的 论文《钢制焊接储罐地震设计规定的依据》,APl炼制部,WaShingtonD. C. , 1978年学报,57卷,485〜 501 页 a
Ht--罐壁总高,m;
Wl——与罐壁耦联振动的罐内储液的有效质量,由L. 3. 2. 1确定,kg;
Xi — 由罐壁底部到Wl质心的高度,由L. 3. 2. 2确定,m;
叽——按第一振型晃动的罐内储液的有效质量,由L.3.2. 1确定,kg;
X2——由罐壁底部到W2质心的高度,由L. 3. 2. 2确定,mo
表L.2场地土系数S
|
类 别 |
_____________场地土特征 |
场地土系数S |
|
一类 |
|
S) = 1.0 |
|
二类 i |
覆土深度大于60mt 土质密实,刚性大 |
S? = 1. 2 |
|
三类 |
覆土深度大于21m,其中软粘土到中等密实粘土超过6m,但软粘土 不超过Iz 2m |
S3 = 1. 5 |
|
四类 |
覆土中袞粘土超过12 2m,剪切波速小于152π√s |
S4 = 2, O |
|
注1:场地土系数应依据可靠数据确定。当场地土特性资料不详无法确定其类别时,可视为三类,除非建筑主 管部门决定或由地质资料确定场地土为四类外,一般情况下不釆用四类场地土系数。 注2:本附录场地土系数的0■类和国内的分类基本一致。____________________________ | ||
L. 3. 2.1根据D/H值由图L.1查得W1∕Wτ及WJWt,再分别乘以WT得到有效质量TV∣和W小 各变量定义如下:
WT——罐内储液的总质量(介质容重由业主给定),kgs
D——罐直径,D = 2Rc (瓦的定义见5. 12. 4. 1), m;
H——最高储存液位,mŋ
L.3. 2.2罐壁底部到Wl和W?质心的高度X和X2,按D/H的比值在图L.2中查取XJH和X?/ H,再分别乘以H,得到Xj和
1. O
0. 8
0.4
0.2
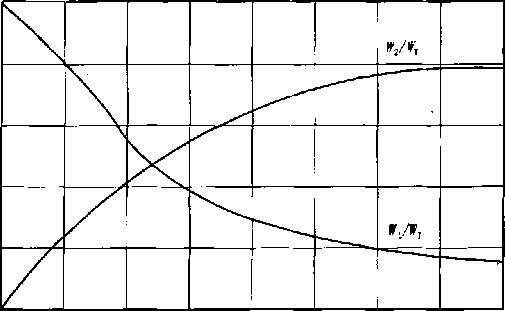
0 1.0 2.0 3.0 4.0 5.0 6.0 7.0 8.0
D/H
图L.1由D/H确定W1∕Wτ及仇八VT系数的曲线
0 8 6 4 2
L0000
|
∙⅝—_ ■:. | |||||||
|
---- |
-- | ||||||
0 1.0 2.0 3.0 4.0 5.0 6.0 7.0 8.0
D/H

图L.3由D/H确定系数&的曲线
L.3.2.3图L. 1和图L.2的曲线是基于发表在ERDA技术报告7024中的公式经修正后给出的。
W1, W2, X,和X2也可根据罐的动力特性用其他分析程序确定。
L. 3.3.1除按L. 3. 3. 3方法确定乘积ZJG和ZICl夕卜,水平力系数Cl取().60。
L.3.3.2除按L. 3. 3. 3规定外,水平力系数G由一阶晃动固有周期T和建罐场地土类别确定。
当 T≤4. 5,
|
C2 |
_ 0. 75S T ............... |
........................(L. 2) | |
|
当 T>4. 5, |
G = |
_ 3. 375S ................ |
........................(L- 3) |
|
式中: S——场地土系数,查表L.2; T--阶晃动固有周期.s。 T可由式(L.4)求取: |
T=kD°c∙ ............... |
........................(L.4) | |
式中:
k——根据D/H值由图L. 3査取。
L.3.3.3经业主和承包商协商,水平力系数可由乘积ZZG和ZIC2确定,其乘积值由建罐场地土反 应谱确定或业主提供。但按ZIC1确定的水平力地震系数不应小于按L. 3. 3.1确定的值。
L.3.3.4建立场地反应谱时应考虑区域内的活动断层、断层的类型、断层引起的地震幅度、区域内 的地震活动频率、场地距潜在断层源的距离、断层和场地之间的地面运动阻尼以及场地土状况等因 素。确定系数ZIG的反应谱时取临界阻尼系数为2%。允许按照实测反应谱确定储罐的储存容量。 业主应给出容许的最低储存容量。确定储存容量时应考虑液面晃动试验值、现场观测到的储罐对实际 地震的反应以及结构进展性诸因素。
L. 3.3. 5确定Z/G的反应谱与确定ZrG的反应谱相同,但应取临界阻尼系数为0.5%。由反应谱 确定系数ZrG时,除非采用最大频谱加速度,应考虑储罐及其储液耦联振动的基本周期。
L.4抗倾矍
L. 4.1罐壁底部的抗倾覆力矩,对于非锚固罐,由罐壁自重和靠近罐壁的部分储液提供;对于锚固 罐,由锚固件提供。对于非锚固罐,用于抵抗倾覆的储液量取决于翘离基础的罐底板宽度。这部分储 液的重力可由式(L.5)确定;
W,. = 99(b VFbyGH ................................. (L. 5)
式中:
WL——可用于抵抗罐壁倾覆力矩的罐内储液的最大重力(沿罐壁圆周),但WL不应大于 196GfID) N/m;
⅛b--罐壁下面的罐底板厚度,mm;
Fby——罐壁下面的罐底板材料的最小屈服强度,MPa;
G一业主给定的储液相对密度(储液容重/常温水容重)。
L. 4.2罐壁下面的確底板厚度不应超过底层確壁厚度或6.35mm中的较大值。如果罐壁下面的 罐底板厚度大于罐底其他部分的厚度,则罐壁下面的罐底板(通常为环形边缘板)由罐壁向中心沿径 向测量的宽度应不小于由式(L.6)计算的值:
0. 000175 ≠⅛ .................................... (L. 6)
Lrri
罐壁底部的最大轴向压缩力可按下述方法确定:
当 M∕CD2 (Urt + WL)]≤0. 785 时,
,_ TV , 1. 273M b-Wt+ D2 -h + WI
(L.7)
当O. 785<M∕ :D2 (W,+Wl)] ≤1.5时,&可由图L. 4查获的容制的值经计算求取。
当 1. 5<M∕[D2(Wt + WL)X1. 57 时,
6 +Wl _ L 490 π R-I
矿+啓「「[ 0.637M 寸5 .......................
L D2 (Wt+WL)J
当M/ ED2 (Wt+WL)J >1.57或者湍&>F.(见L. 5.3)时,储罐在结构上是不稳定的,必 须采取下列某种措施:
a)在L. 4. 1及L.4.2允许范围内,增加罐壁下面罐底板的厚度⅛以增大。
b)增加罐壁厚度"
C)增大储罐直径或降低储罐高度。
d)按L. 6规定设置锚固件。
式中:
b—罐壁底部的最大轴向压缩力(沿罐壁周长),N/m;
Wt——罐壁和由罐壁支承的罐顶自重和保温重(沿罐壁周长),N∕m0
10.0
8.0
4.0

0 0.8 1.0 1.2 1.4 1.6
Jf/[P2(rt+s,t)]
对于锚固赭罐,罐壁底部的最大轴向压缩力可由式(L9)确定:
+ .................................... (L.9)
罐壁的最大轴向压缩应力(i矗)不应大于最大许用压应力F,。F,由式(L. 10)和式(LII) 确定,它考虑了罐内储液产生的内压的影响,而无需满足5.5.4.5, 5.5.4.6和图3的要求:
当 GHD2 ∕j2 ≥44m3∕mm2 时,
F,=詈 .......................................(L. 10)
当 GHD2∕r2<44m3∕mm2 时,
Fa = 2¾ + 7. 5 VGH .............................. (L. 11)
式中:
t——不包括腐蚀裕量的底圈罐壁厚度,mmi
Fa——罐壁的最大轴向许用压缩应力,F,应不大于0.5Fty, MPa;
Fty——材料标准给定的底圈罐壁的最小屈服强度,MPaO
L.5.4上部各圈罐壁
如果用于抵抗地震倾覆力矩的底部壁板计算厚度大于按液压计算的厚度(两者均未计入腐蚀裕 量),则对上部各圈罐壁,也应进行抗震校核。
当需要锚固时(通常应与内压和风荷载组合后确定锚固力),罐壁单位周长提供的抗震锚固力按 式(L. 12)计算:
此处,尚应校核锚栓与罐壁连接处,罐壁上产生的附加应力。
所有与罐壁和罐底连接的管线,沿垂直方向应具有适当的柔性。对于产生翘离的非锚固储罐,与 罐底连接的管线应可随罐底自由抬起,或保证罐壁与该管线加强圈边缘的水平距离不小于由L.4.2 计算出的边缘板宽度加3()OmmO
L. 8.1为减少或避免由于罐内液体晃动造成溢流,或损坏罐顶或罐壁上部结构,当业主要求时,在 罐壁顶部应预留一定高度。晃动波的理论高度可用式(L. 13)确定:
L EJ 0- 5
d = 0. 35ZIGT2tanh[4. 77(号)1 ..................... (L. 13)
式中:
d——晃动波的高度,m。
从安全考虑,可在d的计算值上另⅛ O- 3mo
L.8.2罐顶支柱的底部结构应能适应由于地震引起的横向位移。当业主要求时,支柱尚应能抵抗罐 内液体晃动时产生的力。
L.8.3设计储罐基础时,应考虑地震倾覆力矩在罐壁上产生的附加垂直力。
L.8.4除非另有规定,储罐应能承受地震力引起的滑移;确定滑移抵抗力时,可取摩擦系数为0.4。
附录M
(资料性附录) 推荐的承包商报吿内容
M. 1总则
本附录不对制造商编制报告作硬性规定。对报告内容,包括所附的图表、试验数据以及订货者要 求的特殊条款,不可能在此全部列举(见7. 13) ŋ
M.2工厂应力消除
结构部件在工厂组装,按5. 25和6. 18要求已进行应力消除时,在总说明中应注明此项内容。
无论何种原因,在现场对结构作了较大的修补或变更时,建议将这些修补或变更的内容,附在制 造商的报告中,供业主和制造商存档备查。
对毎台储罐均应提供合格证书,将各项检验结果汇集在一起,以便查阅。当按同一个合同在同一 地方建造一组储罐时,经协商,也可釆用更为适当的报告形式。
对合格证书的格式建议如下:
我们证明,本低压储罐的设计、材料、建造和工艺均符合SY/T 0608—2006《大型焊接低压储罐 的设计与建造》的要求。
日期 (签名) (注明制造单位)
我已按 制造商的报告资料于 年 月 日,检验了该罐,并且声明,制
造商系按照SY/T 0608—2006的规定建造的本储罐。本储罐已经通过检验和(压力值)的压力试验。
日期 检验员或监理公司的代表(签名)
附录N (资料性附录) 压力泄放装置的安装
压力泄放装置的安装,应使其便于检査和拆卸。
气体泄放装置可安装在罐顶,或安装在与气相空间相通的管道上,且应尽可能靠近罐体。如果直 接向大气排放,应保证其出口有足够的高度,以防意外着火。
N.3储罐开孔尺寸
储罐上的开孔,不应小于泄放装置接管的公称直径。
N.4.1泄放装置的出口侧配设专管进行排放时,其流通面积不应小于阀的出口面积;当多个泄放装 置共用一根管进行排放时,其流通面积不应小于各阀的出口面积之和。为了防止水和其他液体积存在 泄放阀的排放侧,必要的排放管上应设置一个排液口。
N 4.2对排放管应予支承以免阀体承受不合理的应力。敞式排放管排放口的方位,应使排放方向远 离储罐,且不会危及走道、梯子或操作平台。
泄放装置的安装应安全可靠,防止在使用中、因暴风雨的影响或误操作遭受破坏。建议配设符合 站场安全规定的通道、梯子和操作平台。
当采用真空泄放装置时,应使其尽可能直接吸入空气,不通过积存潮气的空腔。除入口处配风雨 罩外,不另设管道。空气入口尺寸应足够大。
如果在泄放装置与储罐之间设置截止阀,截止阀应处于全关或全开状态。当改变状态时应有专人 在场,对运行中的储罐,直到泄放装置转换回到原关闭或开启状态后方可离开。
附录O
(资料性附录) 低压储罐安装推荐作法
本附录推荐的作法仅为一般性指导。本质上,它们不属于低压储罐建造规则的一部分。多数情况 下,合理的工程原则是安全和操作效率,对不同储罐当有其各自适用的安装工艺。
如果要求设置一个显示牌,用以显示罐内操作压力的范围,此牌应牢固地固定在铭牌(列出本标 准要求的各种信息)附近。
应设置通往各开口和附件的通道,以便进行定期检查.
当罐底直接安放在基础上时,应考虑是否需要设置阴极保护。
在储存的炷类介质底部可能积水的储罐,应设置排水系统并对其适当保护以免冻裂。
O. 6.1尽管其他安全规范已经规定了通用的火灾防范措施,按照本标准建造的储罐,可能会受到由 于各种原因引起的火灾的威胁,应对其支撑结构做适当的防火处理。
0.6.2如果储存可燃烧介质,应考虑提供足够的排放设施,以备事故时使用。
O. 6.3当储存温度超过其平均沸点较多的可燃液态产品时,除满足隔离区特殊规定外,尚应采取其 他适当的防火或防护措施。
附录P
(资料性附录) 无损検测和试验要求汇总
|
方 法 |
检测和试验的焊缝部位及要求 |
参考章节 |
|
充气试验 |
设信号孔的接管补强板焊缝、鞍座或整体加强板的边缘焊缝。不包括在罐 底下面的接管或窄面补强板_____________________ |
5. 16. 10, 7. 18. 2.3 |
|
充气试验 |
整 _____ |
7. 18. 2. 6 |
|
充气试验 |
不承受液体载荷的罐顶 ...... |
7. 18,3, 1 |
|
充气试验 |
附录R储罐,未全焊透的罐壁与罐底连接焊缝 |
R. 8. 2. 3 |
|
充气试验 |
附录R储罐:整个罐体 |
R. 8. 4 |
|
充气试验 |
附录R储罐:双层低温罐的外罐 |
R. 9 |
|
充气试验 |
附录Q储罐:未全焊透的罐壁与罐底连接焊缝 |
Q. 8. 2. 2 |
|
充气试验 |
附录Q储罐:充液试验液位之上的气相承压空间 |
Q. 8. 5∙ L Q. 8. 5. 4 |
|
充水试验 |
如果罐顶不承受液体载荷时,仅指罐壁 |
7. 18.3. 1 |
|
充水试验 |
按照设计为包括罐顶在内的整个储罐 |
7. 18. 4. 1 |
|
充水试验 |
附录R储罐 |
R. 8 |
|
充水试验 |
附录Q储罐 |
Q. 8. 1. 1 |
|
磁粉检测 |
齐平型清扫孔中:颈管与罐壁连接焊缝、补强板焊缝、罐壁与加强罐底板 根焊处,每12 5mm熔敷金属处扌已完成的焊健 |
5. 27. 11 |
|
磁粉检测 |
没有做液体渗透检测的接管、人孔、清扫孔的连接焊缝_________ |
7. 18. 2.2 |
|
磁粉检测 |
附录R中碳钢储罐*未经H)()%射线检测的对接焊缝,罐違E罐底环形边 缘板的连接焊缝,未经Io0%射线检测的开口处补强件的焊缝,带有永久 垫板的第二层焊缝_________________________ |
R. 7. 5 |
|
磁粉检测 |
未经渗透检测的永久和临时附件的焊缝 _______ |
7. 16.4, R 7. 8 |
|
渗透检测 |
附录R中不锈钢储罐,未经100%射线检测的对接焊缝,罐壁与罐底边缘 板连接焊缝,未经100%射线检测的开口补强件的焊缝,带有永久垫板的 第二层焊缝____________________________ |
R. 7.5 |
|
渗透检测 |
接管、人孔、清扫孔处的连接焊缝(替代不适用磁粉检测的附录Q储罐) |
7. 16. 4 |
|
渗透检测 |
附录Q储罐:未经Is %射线检测的全部纵焊缝和环焊缝 |
Q. 7. 5a) |
|
渗透检测 |
附录Q储罐:罐壁与罐底边缘板连接焊缝_______________ |
Q. 7. 5b) |
|
渗透检测 |
附录Q储罐:未经射线检测的开口处焊缝,根焊处,每12.5mm熔敷金 属处_______________________________ |
Q∙ 7. 5c) |
|
渗透检测 |
附录Q储罐:非承压部件在罐体上的附着焊缝_____________ |
Q- 7. 5d) |
|
渗透检测 |
附录Q储罐:保窗垫板的第二层焊缝 |
Q. 7. 5e) |
|
渗透检测 |
附录Q储罐:確体上安装吊耳处经打磨的部位_____________ |
Q.7.9 |
|
射线检测 |
板厚大于32mm的对接焊缝;拉应力大于(). 1倍规定的材料最小抗拉强度 的对接焊缝;需考虑焊接接头系数的对接焊缝_____________ |
5. 26.2, 5.26.3, 5.26.4 |
附录P (续)
|
方 法 |
__________检测和试验的焊缝部位及要求 |
参考章节 |
|
射线检测 |
除表8特许的罐顶焊缝以外未经射线检测的对接焊缝,被均匀支承 的罐底对接焊缝,仅承受压应力部件的对接焊缝(见5.26. 4),均要求进 行局部射线检测 |
7. 17. 2. 1 |
|
射线检测 |
齐平型清扫孔 |
5. 27. 11 |
|
射线检测 |
附录Q操作应力大于0∙l倍材料抗拉溪度时,对接接头应进行1成)%检测 |
Q. 7. 6. 1 |
|
射线检测 |
附录Q操作应力不大于0」倍材料抗拉强度时,对接接头应进行局部检测 |
Q. 7. 6. 2 |
|
射线检测 |
附录Q;嵌入式加厚板环周对接处,进行K6%检测 |
Q 7, 6, 3 |
|
射线检测 |
附录Q:除非罐底被水平均匀支撑,所有三块板对缝处 |
Q. 7. 6.4 |
|
射线检测 |
附录Q: 25%的环板径向对接焊缝,底片宽度至少为15(knπι |
Q 7.6. 5 |
|
射线检测 |
附录Q:除非5.26. 4.3另有规定,25%抗压圈处的径向对接焊缝,底片 宽度至少为t50mm |
Q. 7. 6. 6 |
|
射线检测 |
附录Q:在i∙3.2限制范围内,已经水压试验的无填充金属焊管,且直径 不大于⅛23. 9者除外,与储存液体接触的管子和管件的对接纵焊缝一律 进行IoQ %射线检测 |
Q. 7. 7. 2 |
|
射线检测 |
附录Q:在L 3’2限制范围内:已经水压试验的无填充金属焊管,且直径 不大于舛57. 2者除外,与气态储存介质接触的管子和管件的对接纵焊缝 _律进行K)0%射线检测 |
Q 7. 7, 3 |
|
射线检测 |
附录Q 30%的钢管环焊缝 |
Q. 7. 7. 4 |
|
射线检测 |
附录Q: 100⅝的自制管件对接焊缝 |
Q. 7. 7.5 |
|
射线检测 |
附录R储罐:主要部件的对接焊缝___________________ |
R 7,6 |
|
射线检测 |
附录R储罐:管子的对接焊缝_____________________ |
R 7. 7 |
|
真空试漏 |
采用常规真空箱试漏法或气体示踪法________________ |
7. 18.2.4 |
|
真空试漏 |
附录R储罐:所有罐底焊缝、罐壁与罐底间全焊透焊缝、未做充气试验 的罐底开孔补强板周边角焊缝____________________ |
R. 8. 2. 1, R. 8. 2. 2, R. 8. 2.5 |
|
真空试漏 |
附录Q储罐:所有罐底焊缝、罐壁与罐底间全焊透焊缝 |
Q, 8, 2. 1 |
|
真空试漏 |
附录Q储罐L当内罐的内外压力平衡时,位于充水试验液位以上的焊缝 |
Q. 8. 2.4 |
|
真空试漏 |
附录Q储罐:不能对接管补强板进行充气试验的罐底开孔周边角焊缝 |
Q 8. 2. 5 |
|
肉眼检查 |
没有去除的定位焊焊缝 |
6. 9. 1.4 |
|
肉眼检查 |
所有焊缝 _____ |
7. 15. 5 |
|
肉眼检查 |
罐壳对接焊缝___________________________ |
1. 16. 2 |
|
肉眼检査 |
附录罐体次要部件上为安装吊耳经打磨的区域 |
Q. 7.9 |
|
肉眼检查 |
接管、人孔、齐平清扫孔的连接焊缝__________________ |
7. 16.4 |
|
符号 |
MT——磁粉检测 PT——液体渗透检测 Pm Oil-—油渗透检验 RT―射线检测 VB—真空试漏 VE——肉眼检查 |
附录P (续)
|
方 法 |
__________检测和试验的焊缝部位及要求 |
参考章节 |
|
验收标准 |
MT: JB 4730,[级为合格 PT: JB 4730? I级为合格 VE:本标准 7. 15. 5. 2 和 Z 15. 5一 3 RT: JB 473Ot II级为合格 | |
|
无损检测 人员资格 |
按GB/T 9445的规定 | |
|
工艺要求 |
按JB 4730的规定 |
附录Q
(规范性附录) 液化燈气低压储罐
本附录确定了储存液态乙烷、乙烯和甲烷储罐选材、设计和制造的基本要求。
除本附录另有要求外,本标准中其他要求仍然适用。
冷藏储罐可以是单壁保冷罐或是由冷藏液体的内罐和围绕内罐形成保冷空间的外罐组成的双壁 罐。双壁罐的外罐不与储存产品接触,内罐和外罐的材料、设计和试验要求均不相同。
Q. 1.2压力范围
本附录适用本标准范围内的所有设计压力。
Q. 1. 3温度
本附录适用于储存液化燈气时可能遇到的设计金属温度,但不适用低于-168。C的设计金属温度。
Q.1.4主要部件
Q. 1.4.1通常,主要部件包括承受高应力的部件、损坏后会引起储存液体泄漏的部件、接触-51°C~ -168°C冷藏温度的部件以及承受热冲击的部件。其应包括单壁罐或双壁罐内罐的下列部件:壁板、 底板、顶板、过渡段、抗压圈、罐壁加强件、人孔和接管及其补强板、罐壁锚栓、管、锻件和螺栓 等,但不限于这些部件。
Q. 1. 4.2顶板、过渡段、抗压圈、顶部人孔和接管及其补强板,当其主要承受大气温度时,应视为 次要部件,遵照Q. 2.3的规定.
Q. 1.5次要部件
通常,次要部件包括冷藏液体不会致使其承受较高应力的部件、损坏后不会引起储液泄漏的部 件、与储液蒸气接触的部件、设计金属温度为-5TC或更高的部件。
对材料的要求取决于所储存冷藏产品及其设计金属温度。
Q.2.1主要部件
主要部件的材料应符合Q- 2. 2和表Ql的要求。
Q. 2.2主要部件的冲击试验要求
Q. 2. 2.1 9%镣钢或5%镣钢的所有主要部件,应分别按Q. 2. 2. 2〜Q. 2. 2. 4要求做冲击试验。奥氏 体不锈钢、镣合金钢和铝材的主要部件不需要做冲击试验。高合金奥氏体不锈钢焊接接头,当Q.6.3 有要求时,应做冲击试验。
Q. 2. 2. 2板材,包括由板材制作的构件,应按下列要求做冲击试验:
a) 冲击试件应横向取样。
b) A 353, A 553和A 645钢板做冲击试验时,其夏比V型缺口试样应冷却到-196°C0
注:-l%∙C >4j由液氮提供,试验程序遵照GB/T 229的规定。对于乙烯和乙烷储罐,试验温度可为-140莒。
C)横向夏比V型缺口冲击值应符合表Q. 2的要求。
d) 对于板材A353、A553和A645,要求测量试样缺口对面的横向膨胀值,一组三个试样,其值 均不应小于0. 38mm。
e) 重复试验应按ASTM A353, ASTM A553和ASTM A645的规定执行。
表Q∙l主要部件材料
|
板材和结构件 |
管 材 |
锻 件 |
螺 栓 | |||
|
美国ASTM材料 _________ | ||||||
|
A353 (见注 1) |
A333, Gr. 8 (见注 2) |
_______A 522 |
— | |||
|
B444 (UNS一 ND6625) , Gr. 1 一 |
一 |
一 | ||||
|
A553, I型(见注1) |
A334, Gr. 8 (见注 2) |
一 |
一 | |||
|
B444 ( UNS - NU6625)「Gr. 2 |
― |
一 | ||||
|
A645 |
B619 (UNS-N1Q276)(见注 3) 一 |
一 |
一 | |||
|
B622 (UNS- NlO276) |
— |
— | ||||
|
A24Q, 304 |
A213, TP3(⅛ |
一 A182,F3D4 |
一A 32。: B8, B8C, B8 M和聞T | |||
|
A240, 304L |
A213, TP304L |
A182, F3Q4L | ||||
|
A312, TP3D4 (见注 3) |
一 |
-— | ||||
|
一 |
A313, TP304 L (见注 3) |
— |
一 | |||
|
— |
A358, 304 I 级(见注 4) |
一 |
一 | |||
|
B2Q9,合金 3(X)3-。(见注 5) |
B210,合金 3003-。___________ |
B247,合金 3003-Hl 12 |
B221,合金 6。61 -T6 | |||
|
B209,合金 5052 - 0 (见注 5) |
B210,合金 3003-H112 |
B247,合金 5083 - Hl 12 修改 | ||||
|
B209,合金 5083 - Q (见注 5) |
B210,合金 5052-0__________ |
一 |
— | |||
|
B209,合金 5086-。(见注 5) |
B210,合金5曲6- 0 |
一 |
— | |||
|
B2Q9,合金 5154-0 (见注 5) |
B21S 合金 5154-0 |
一 |
— | |||
|
B2Q9?合金5456二0 (见注5戸 |
B241,含金 5052-(} |
— |
— | |||
|
B221,合金&061-T4 和 T6 |
B241,合金 5083 - 0 |
一 |
— | |||
|
B3U8,合金 6061-T2 和 T6 |
B24L 合金 5086-0__________ |
— |
一 | |||
|
— |
B241,合金 5454”。___________ |
— |
— | |||
|
一 |
B241,合金 5456-0 |
— |
— | |||
|
中国材料(见注6) | ||||||
|
GB 4237: OCrlBNi9 |
GB/T 14976; OCrl 8Ni9 (厚度 ≤18tnm) |
JB 4728: 0Crl8Ni9 |
GB 1220: OCrI 8 Ni9 | |||
|
GB 4237: OOCrl 9NilO |
GB 13296: OOCrl 9Ni10 |
OOCrl 9Ni 10 |
OCrlSNiIOTi | |||
|
GB 3193 |
LF2 (5A02) |
GB 4437 |
LF2 (5A02) |
GB 223 | ||
|
LF3 (5A03) |
LF3 (5A(B) | |||||
|
LF5 (5A05) |
LF5 (5A05) |
LF5 (5A05) | ||||
|
LF21 (3A21) |
LF21 (3A21) |
LF21 (3A21) | ||||
|
注L当受压部件由ASTM A353或ASTMA553或镣合金材料制作时,管法兰或短节可用热处理后不会硬化 的奥氏体不锈钢制作.如果其对接焊缝离补强板表面的距离大于命,则该管法兰或短节可与受压部件 材料制作的接管对焊连接。 式中: r一接管端部内半径,m∏u t——接管端部厚度,Inma确定管嘴颈部壁厚时,应釆用强度较低材料的许用应力值。 注2:仅指无缝管. 注3:指无填充金属的钧极惰性气体保护焊GTAW,从外侧焊接的钢管,且已经水压试验。 注4:当Q 6 3有要求时,焊缝应做冲击试验。 注5:允许使用ASTM B221做为结构材料。 注6:目前国内尚不能生产9%镣钢、5%镣钢等使用温度为-160P或更低的低温储罐材料。现将APl Std 620: 2。〔)2中表Q.1中所列材料原样套用,并增加了一些国内生产的奥氏体钢和铝合金。应说明,凡满 ______年附录B要求的非ASTM材料(譬如日本材料、中国材料),也允许使用。________________ | ||||||
表Q.2夏比V型缺口最小冲击值
|
试样尺寸 mm |
横 向 |
______ 纵 向 | ||
|
三个试样的平均值 J |
仅一个试样的最小值 _______________J_______________ |
三个试样的平均值 J |
仅一个试样的最小值 J________________ | |
|
IOXIo |
27 |
21. 5 |
34 |
27 |
|
10X7. 5 |
20 |
16. 5 |
25.5_________ |
21,5 |
|
10 X 6. 67 |
18 |
14 |
23 |
18 |
|
IoX5.0 |
13. 5 |
11 |
18 |
14 |
|
10 X 3. 33 |
1() |
7 |
11 |
10 |
|
10X2. 5 |
7 |
5一5 _ |
8 |
_____________7 |
注:当釆用表U. 2提供的判定标准时,应按照表U. 3要求对板材取更高的冲击值.
Q. 2. 2. 3结构构件应按下列要求做冲击试验:
a) 对每热处理批的每种规格型材,应在其最厚部分沿纵向切取一组三个试样,进行冲击试验, 如果一批热处理的型材由几个钢锭轧制而成,则对每个钢锭轧制的型材应分别进行试验。
b) A353, A553和A645钢的夏比V型缺口冲击试验温度为- 196°C [见Q.2.2.2b)]o
C)纵向夏比V型缺口冲击值应符合表Q. 2的要求。
d) 对材料A353, A553和A645,每次试验应取三个试样,每个试样缺口对面的横向膨胀值,均 不应小于0. 38mm。
e) 重复试验应按ASTM A353, ASTM A533和ASTM A645规定执行。
Q- 2.2.4锻件和管材应按下列要求做冲击试验:
a) 每热处理批的材料均应做冲击试验。
b) A522, A333 (8级)和A334 (8级)的夏比V型缺口冲击试验温度为-196°C [见
Q. 2. 2. 2, b)ɔO
C)夏比V型缺口纵向试样的最小冲击值应符合表Q. 2的要求。 -
d) 对材料A522, A333 (8级)和A334 (8级),每次试验应取三个试样,每个试样缺口对面的 横向膨胀值,均不应小于0. 38mm。
e) 重复试验应按ASTM A522, ASTM A333 (8级)和ASTM A334 (8级)规定执行。
Q.2.3次要部件
次要部件的材料应符合Q. 2.3. 1和Q. 2. 3. 2的要求。
Q.2.3.1接触气态的液化气,但基本上处于大气温度下的外罐材料,宜符合下述要求之一:
a) 除非表1和表2或业主另有要求,表1和表2中所列材料的设计金属温度不小于-35°C (取 最低日平均温度为-35°C)时不做冲击试验。
b) 遵守表R. 4的规定。
C)除非业主另有要求,采用Q. 2. 1所列主要部件材料时不做冲击试验。
d)当业主认可,可按4. 2. 2的要求选用材料。
Q.2.3.2不与气态的液化气接触的外罐,可选用表1和表2中的任何材料,只要外罐的实际应力不 超过材料许用设计拉应力的50%,则无需考虑设计金属温度。
Q.2.4结构型钢
9%镣和5%镰的结构型钢,可按ASTM A353, ASTM A553或ASTM A645的要求的化学成分 和物理性能供货。力学性能试验应按ASTM A6的要求进行。
Q. 2.5管材和锻件
Q.2. 5.1用于管线和锻件的材料,其焊接性能和强度应与罐壁材料相匹配。除本附录另有要求外, I在1.2.2规定界限内的所有管线均应满足GB 50253对站内管线的最低要求。
Q. 2. 5. 2 在表 Ql 中列出的镣合金钢管材 B444 (UNS-No6625), B622 (UNS-Nl0276)和 B619 (UNS-NIo276),当满足本附录要求,且不用做补强件时,可以替代A333 (8级)和A334 (8级), 用于A353, A553和A645制做的低温储罐上。
储液密度,指在操作温度范围内所储液体每立方米的最大质量。在任何情况下,对甲烷不应小于 470kg∕m3,对乙烷不应小于548kg∕m3,对乙烯不应小于568kg∕m3。
Q.3.2设计金属温度
与储存液体或其蒸气接触的部件的设计金属温度应为下述温度:
a) 单壁罐或双壁罐内罐部件的设计金属温度,应是罐内冷藏介质的最低温度,且应考虑减压时 的温降。
b) 与蒸气接触的次要部件的设计金属温度,应是最低日平均环境温度(见4. 2.1)和储液蒸汽 温度中的较低者。且应考虑隔热层对金属温度的影响。
Q3.3许用设计应力
Q.3.3.1 Q. 2. 1中列出的材料的最大许用设计应力,应符合表Q. 3的规定。
表Q∙3许用应力
|
牌号和等级 |
应力值,MPa | |||
|
_____规定的最小强度 |
许用应力 | |||
|
抗拉强度 |
屈服强度 |
设计 |
试验 | |
|
板材(包括结构用板材) | ||||
|
ASTM材料 | ||||
|
A353 |
69t) |
517 |
a |
a |
|
A553, I 型 |
690 |
585 |
a |
a |
|
Λ645 |
655 |
450 |
218b |
290b |
|
A240, 304 |
515 |
205 |
155 |
185 |
|
A24(}, 3ML |
485 |
170 |
130 |
155 |
|
B2()9,合金 3003 - O |
95 |
35 |
25 |
30 |
|
B209t 合金 5052 - 0 |
170 |
65 |
50 |
60 |
|
B209,合金 5083 - 0 |
275 e |
125 B |
92« |
112fi |
|
B209,合金 5086 - 0 |
240 |
95 |
72 |
88 |
|
B209,合金5154-0_________ |
205 |
75 |
58 |
68 |
|
B209,合金 5456 - 0 |
290e |
132s |
95≡ |
118β |
|
B221,合金 3003 - 0 |
95 |
35 |
25 |
30 |
|
B221> 合金 5052 - 0 |
170 |
65 |
52 |
62 |
|
B221,合金 5083 - 0 |
27∩ |
In) |
82 |
100 |
|
B221t 合金 5086 - 0 |
240 |
95 |
72 |
88 |
|
B221,合金 5154-0 |
205 |
75 |
58 |
68 |
|
B22b 合金 5456-0 |
285 |
13() |
95 |
118 |
|
B22L 合金 6061-T4 和 T6 |
165 |
一 |
55 |
70 |
|
B308τ 合金 6061 - T4 和 T6 |
165 |
—' |
55 |
70 |
表Q.3 (续)
|
牌号和等级 |
应力值,MPa | ||||
|
规定的最小强度 |
许用应力 . | ||||
|
抗拉强度 |
屈服强度 |
设计 |
试验 | ||
|
中国材料 | |||||
|
OCrl 8Ni9 |
≥520 |
≥205 |
155 |
185 | |
|
OoCrI9NilO |
≥480 |
≥177 |
132 |
158 | |
|
LF2 <5A02) |
厚 5mm〜Iomin |
177 |
59 | ||
|
厚[]mm〜25mm |
157 |
52 | |||
|
LF3 (5A03) |
厚 5mm〜IOmin |
186 |
78 |
58 |
70 |
|
厚 Ilmnl〜25mm |
177 |
68 |
50 |
62 | |
|
LF5 (5A05) |
厚 5mm〜Iomm |
275 |
130 |
98 |
117 |
|
厚 IImln~25tnm |
265 |
120 |
90 |
108 | |
|
厚 26mm~50mm |
255 |
110 |
82,5 |
100 | |
|
LF21 (3A21) |
厚 5τπm—-IOrnm |
108 |
36 | ||
|
厚 Ilmm〜25mm |
118 |
39 | |||
|
_________________________管 材________________________ | |||||
|
ASTM材料 | |||||
|
A333, G匸 8 |
690 |
515 |
a |
a | |
|
A334, Gr. 8 |
690 |
________515________ |
a |
a | |
|
A213, TP, 304 |
515 |
205 |
155 |
185 | |
|
A213, TP, 304L |
485 |
172 |
130 |
155 | |
|
A312, TP, 304c |
515 |
205 |
155 |
185 | |
|
A312, TP, 304LC |
485 |
172 |
130 |
155 | |
|
A358, 304, CL. 1 |
515 |
205 |
155 |
185 | |
|
B210,合金 3。。3 - 0 |
95 |
35 |
25 |
30 | |
|
B210,合金 3003-Hl 12 |
95 |
35 |
25 |
30 | |
|
B210,合金 5052T) |
172 |
7() |
50 |
62 | |
|
B210,合金 5086 - 0 |
240 |
95 |
72 |
88 | |
|
B210,合金 5154-0 |
205 |
' 75 |
58 |
68 | |
|
B241T 合金 5052 - 0 |
172 |
70 |
50 |
62 | |
|
B24b 合金 5083-0 |
268 |
110 |
82 |
100 | |
|
B241t 合金 5086 - O |
240 |
95 |
72 |
88 | |
|
B241t 合金 5454 - 0 |
2!5 |
82 |
62 |
75 | |
|
B241* 合金 5456-0 |
282 |
130 |
95 |
118 | |
|
B444 (UNS-NO6625), Gr. 1 |
820 |
410 |
276f |
372f | |
|
B444 (UNS-No6625), Gr. 2 |
690 |
276 |
207f |
24Si | |
|
B619 (UNS-NlO276), Gr. IC |
690 |
283 |
212f |
255f | |
|
B662 (UNS-NIO276) |
690 |
283 |
212r |
255f | |
|
_________________________中国材料 ________________________ | |||||
表Q3 (续)
|
牌号和等级 |
应力值,MPa | ||||
|
规定的最小强度 |
许用应力 | ||||
|
抗拉强度 |
屈服强度 |
设计 |
试验 | ||
|
0Cr18Ni9 |
52。 |
205 |
155 |
185 | |
|
OdCrl 9Nil O |
480 |
175 |
132 |
158 | |
|
LF2 (5A02) |
226 |
75 | |||
|
LF3 (5A03) |
177 |
68 |
5() |
62 | |
|
LF5 (5A05) |
255 |
110 |
82.5 |
Ioo | |
|
LF21 (3A21) |
167 |
56 | |||
|
__________________________锻件__________________________ | |||||
|
ASTM材料 | |||||
|
A522 |
690 |
515 |
≡ |
a | |
|
Al 82, Gr. F3()4 |
515 |
205 |
155 |
185 | |
|
A182, Ge. F304L |
448 |
172 |
130 |
155 | |
|
B247,合金 30003-H112 |
________95 |
35 |
25 |
30 | |
|
B247,合金 508 - H112 修改& |
262 |
110 |
82 |
20 | |
|
中国材料 __ | |||||
|
0Cr18Ni9 |
厚度≤ IOOmm |
520 |
205 |
152 |
185 |
|
M⅛>100∏τn^^20OnTrl |
490 |
205 |
152 |
185 | |
|
OOCrl 9NilO |
厚度≤100mm |
480 |
175 |
132 |
158 |
|
厚度A(Xklιrr→D0nm |
450 |
175 |
132 |
158 | |
|
LF21 C3A21) |
自由锻_____ |
167 |
56 | ||
|
模锻 |
167 |
56 | |||
|
LF5 (5A05) |
自由锻’ |
196 (纵向) |
65 | ||
|
模锻 ___ |
216 (纵向) |
72 | |||
|
_________________________________螺 栓,_________________________________ | |||||
|
________ASTM材料 | |||||
|
B211,合金 6061 -T6 |
290 |
240 |
72 | ||
|
A32O (应变 硬化处理), B8f B8C, B8M, B8T |
≤19mm |
860 |
690 |
205 | |
|
>]9mm 〜25mm |
795 |
550 |
180 | ||
|
>25mm 〜32mm |
725 |
448 |
145 | ||
|
>32mm~38τnm |
690 |
345 |
HO | ||
|
A320 (应变硬化处理〉,B8, B8M, B8T所有尺寸 |
515 |
205 |
102 | ||
|
中国材料 __________ | |||||
|
0Cr18Ni9 |
≤M24 |
520 |
205 |
102 | |
|
0Crl8Ni9 |
AM24 〜M48 |
520 |
205 |
110 | |
表Q.3 (续)
|
牌号和等级 |
应力值,MPa | ||||
|
规定的最小强度 |
许用应力 | ||||
|
抗拉强度 |
屈服强度 |
设计 |
试验 | ||
|
OCrlSNilOTi |
≤M24 >M24 〜M48 |
520 |
205 |
102 | |
|
520 |
205 |
IlO | |||
|
LF3 LF5 |
所有尺寸(棒材) |
176 |
78 |
70 | |
|
265 |
118 |
105 | |||
•此类材料的许用应力,应同时考虑基体金属和焊缝金属的最小拉伸强度和屈服强度,按Q. 3. 3. 2规定求取。 焊接工艺评定按Q.6. 1规定:实测最小抗拉强度应为655MPa,最小屈服强度应为362MPa,但确定许用应 力时所允许使用的最大值,抗拉强度为690MPa,屈服强度为400MPa。
b根据焊缝金属的拉伸和屈服强度确定。焊接工艺评定按Q. 6.1规定进行,最小抗拉强度应为665MPa,最 小屈服强度为360MPa=
。对于焊制管,按5.23.3的规定,纵向焊缝的许用应力应乘以焊缝系数0.8。
a “修改”是指要求材料的最大抗拉强度和屈服强度以及最小延伸率,应符合B247,合金508-H112的限制。 e 见 5.6.6。
f不适用于由A353, A553和A645材料制做储罐的开孔补强。
8该许用应力值,适用的最大板厚为38mm。当厚度大于38mm时,其许用应力值按Q. 3. 3. 2规定计算」
Q.3.3.2除螺栓以外,表Q. 3给出的许用设计拉应力,应取下述两者的较小值:
a) 材料标准规定的最小抗拉强度的1/3。
b) 材料标准规定的最小屈服强度的2/3;但对不锈钢、镣合金和铝材,则为规定最小屈服强度 的 3/4。
充水试验时的应力按Q.8. 1.3的规定。如焊缝金属或热影响区的抗拉强度比母材低,其许用应 力应按Q. 6. 1确定。
Q.3.3.3为阻止罐壁抬升,用板材或型材制作锚固件时,材料的设计许用应力和试验时的许用应 力,应分别采用设计和试验条件下的许用应力。
Q.3.3.4许用压应力的取值应符合5.5.4的规定。但对铝合金板应做如下修正:当⅛2<0∙ 0175
时,其许用压应力值需乘上一个系数0.365 (铝合金的弹性模量/钢的弹性模量);当⅛2≥0. 0175 时,其许用应力值需乘上一个数值等于所用铝合金板的最小屈服强度/207〈钢的最小屈服强度, MPa)的比值。在本标准中所有出现屈服强度和弹性模量的公式中,如式(41)和式(42),对铝合 金材料也应做相应修正。
Q.3.3.5设计荷载和风荷载或地震荷载共同作用时的最大许用拉应力,对于不锈钢或铝材应不超过 其规定最小屈服强度的90%。
Q∙ 3.4底板
Q.3.4.1罐壁与环形边缘板(环形底板)相连接,环形边缘板(环形底板)从罐壁内侧到与罐底中 幅板搭接焊缝的径向宽度至少为61Omn1,其伸出罐壁外侧至少为50mm。环形底板径向宽度的最小 值Lirin按式(Q. 1)或式(Q.2)计算;
对于钢: = .......................*............... (Q∙ 1)
V JHCr
对于铝: ʃ-min - •_ .............................*....... (Q∙ 2)
式中:
Zb--环形底板的公称厚度,mm;
H——最大储液高度,mf
G——储液相对密度,G=储液密度/常温水密度。
Q. 3.4. 2环形底板的最小厚度应符合表Q. 4和表Q. 5的规定。
表Q.4钢制储罐环型底极的最小厚度
|
底圈靈壁公称厚度 mm |
底圈罐壁的设计压力, ._________ MPa ___________ | |||||
|
M13[ |
152 |
172 |
192 |
215 |
235 | |
|
— Ml厂 |
6 |
6 |
& |
7 — |
9 |
10.5 |
|
>19〜匹 |
6 |
6 一 |
L 飞 |
9 ~ |
: 11 |
0 5 |
|
>25 〜32 |
;一 |
6 ~~ |
9 — |
11 |
i 13,5 — |
17 J |
|
>32 〜38 |
— |
7 |
______10. 5 |
13* 5 — |
17 |
20 -~ |
|
注;表中的厚度和宽度(见Q- 3.4.1)基于基础能对整个环形底板提供一个均匀支承,混凝土环墙内的基础应 很好压实,否则基础的沉降会在环形底板内产生附如应力,环形底板的厚度不应超过底圈罐壁的厚度。对 _____于钢制储罐的环形底板的最小厚度,其设计疲劳循环寿命为IOOO次"___________________ | ||||||
|
a底圈壁板的设计应力—9?HG 式中: D一储罐公称直径, H——最大设计液位,∏u G—储液的设计储液相对密度; 底圈罐壁的设计厚度(不包括腐蚀裕量),mg _________________ | ||||||
表Q. 5铝制储暗环型底根的录小厚度
|
底圈罐壁公称厚度 mm |
底圈罐壁的设计压力, , MFa ____________ | |||||
|
82 |
90 |
98 |
105 |
110 |
118 | |
|
M12, 5 |
6 |
. 6 — |
7 — |
7 ^~ |
「 8 ~~ |
8 一 |
|
>12. 5〜19 |
9.5 |
3.5 |
]2 — |
: ]2 — |
13.5 — | |
|
>19 〜25 |
〔2 |
, 13.5 |
16 — |
.18 |
18 | |
|
>25 〜32 |
〔6 J |
18 一 |
..1厂— |
21 |
22 |
23 — |
|
>32 〜38 |
19 I |
L 冗 一 |
…23 '—— |
25"'L |
26 |
28 |
|
〉38 〜45 |
22 : |
25 |
27 一 |
30 — |
32 |
34 ~ |
|
>45—50 |
25 |
28 |
3f |
30 一 |
36 |
28 |
|
注:表中的厚度和宽度〈见Q-3. 4.1)基于基础能对整个环形底板提供一个均毎支承,混凝土环墙内的基础应 很好压实,否则基础的沉降会在环形底板内产生附加应力。环形底板的厚度不应超过底圈罐壁的厚度。对 _____于铝制储罐的环形底板的最小厚度,其设计疲劳循环寿命为10艙次。 .__________ | ||||||
|
a底圈壁板的设计应力二U?HG 式中; D—储罐公称直径,m; H--最大设计液位,m; G一储液的相对密度; E——底圈罐壁的设计厚度(不包括腐蚀裕量mm:____________________________ | ||||||
Q.3. 4. 3 环形边缘板应有一圆形外周边,在罐壁内侧,可为边数等于环形边缘板数的规则多边形。 环形边缘板应按Q. 7.1. Ib)的要求对焊连接。
Q.3.4.4底圈罐壁应按5.9.5的要求与环形边缘板焊接连接,当采用全焊透结构时,按Q. 7. 1.1规 定执行。
Q. 3. 4. 5环形边缘板的对接焊缝与罐壁纵向焊缝的距离应大于30OmmO
Q.3.4.6罐底三块板的搭接焊缝或对接焊缝,彼此间的距离或与环形底板对接焊缝的距离应大于 30OnIinO
Q.3.4.7 9%或5%镰钢或不锈钢储罐的底板(环形边缘板除外),其不包括腐蚀裕量的最小厚度为 5mmo
Q.3.5储液鑼罐壁加强圈
Q.3.5.1当罐承受风、真空或其他的裁荷时,为保持罐的圆度,可能需要在内部或外部设罐壁加强 圈。加强圈与罐壁的焊接应符合图Q∙ 1和Q∙ 3. 5. 2~Q. 3. 5. 5的要求。
Q.3.5.2加强圈和垫板(如果使用)均为主要部件,其材料应符合Q2 一 1的要求。加强圈可由板材 制作,其腹板与翼缘间的连接采用双面交替间断焊.
Q. 3.5.3在每个罐壁纵縫处或加强圈接头处(见图Q- D应设一最小半径为19mm的半圆孔。
Q.3. 5.4除铝罐或不锈钢罐外,所有角焊縫应最少焊两道。角焊缝端部应离开半圆孔50mm,并向 远离孔的方向施焊(见图Q-D=另一种方法是,使焊缝连续地通过半圆孔,从半圆孔的一侧焊到另 一侧。角焊缝上的所有弧坑均应加以修补。
Q.3. 5.5加强圈相邻部分任何接缝(如图Ql所示)处,均应能提供要求的组合截面惯性矩。加强 圈自身的对接焊缝,应为全焊透结构。加强圈的对接焊缝处可使用金属垫板。带垫板的焊缝,在半圆 孔处或其他焊缝端部均应具有光滑的外形.所有焊道应在半圆孔处或其他焊缝端部起焊。焊道重叠 处,应光滑连续。
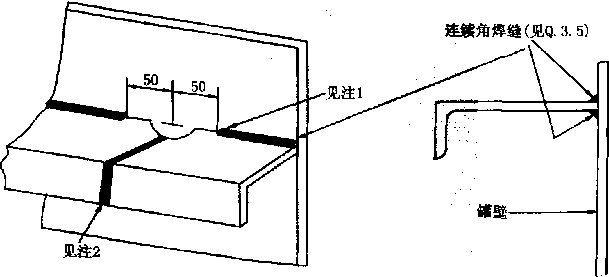
注1:另一种施焊方法详见Q∙ 3. 5.4。
注2:加强圈对接接头处允许使用垫板。
图Ql加强圈焊缝详图
Q.3. 6.1除应考虑Q.4, Q. 5. 1和Q. 5. 2的荷载外,储液罐锚栓的设计,不论是单壁罐还是双壁罐 的内罐,均应符合Q. 3. 6. 2〜Q. 3. 6. 5的要求。
Q.3.6.2锚栓应能适应温度变化引起的罐壁和罐底的位移。
Q.3.6.3附录Q的各种储罐可使用9%镣钢或5%镣钢、不锈钢或铝制的锚栓,也可使用已考虑腐 蚀裕量的碳钢锚栓。铝锚栓埋设在钢筋混凝土内时,应釆取适当的防腐措施。
Q. 3. 6. 4平底储罐用锚栓,应按Q. 3.6. 4. 1〜Q. 3. 6. 4. 3的要求进行设计。
Q. 3. 6. 4. 1当顶圈罐壁的最小厚度符合5.10.4的规定,结构满足图8 - 1型式a〜型式e,图8 - 2 型式h和型式I要求时,锚栓应按业主和本标准所规定的正常荷载设计。许用应力取值按5.11.2.3 规定。
Q- 3. 6. 4. 2当顶圈罐壁厚度如图8-1型式f和图8-2型式g所示已被加厚或釆用曲面过渡时,锚 栓最少应以3倍罐内设计压力设计。对此种荷载,许用应力取锚栓材料规定最小屈服强度的90%。
Q.3. 6.4.3 作为Q.3.6.4. 2的替代方案,业主可规定按正常荷载进行锚栓设计(见Q .3.6. 4.1), 同时按要求配设紧急排气装置。
Q. 3.6.5与Q. 3. 6. 4对应的基础设计荷载,按Q. 10. 4. 4的规定。
业主应给定设计金属温度和压力(内部的和外部的)、储存介质的密度、罐顶活荷载、风荷载、 地震荷载和腐蚀裕量(如有腐蚀)。
双壁罐外罐的底、壁和顶,应围绕储存液体的内罐底、壁和顶(或隔热吊顶)形成一保冷空间。 该空间应保持微正压,且具有气密性。委托方应规定内罐的设计金属温度和压力,也可规定外罐的设 计金属温度和压力。委托方还应给出储存液体密度、罐顶活荷载、风荷载、地震荷载和腐蚀裕量(如 有腐蚀)。
Q. 5.2设计荷载的组合
Q. 5. 2.1 内罐
内罐应按内压(气相压力)和静液压、保冷层静压力、内罐受力膨胀对■保冷层产生的附加压力, 以及保冷空间的清洗压力或操作压力等最大组合荷载进行设计。
Q. 5. 2. 2外罐壁
外罐壁应按保冷空间的清洗或操作压力、来自保冷层的压力以及风荷载和罐顶荷载进行设计。
Q.5.3对罐壳的最低要求
Q. 5.3.1 外罐
外罐底、壁和顶的最小公称厚度为4. 75mm,且应符合Q. 2. 3的要求。
Q. 5.3. 2 内罐
圆筒形内罐壁板的公称厚度必须不小于表Q. 6规定的值,板材应符合Q. 2. 1的要求。
表Q∙6圆筒形内罐壁板的最小公称厚度
|
罐的公称直径 m |
罐壁公称厚度 Inm |
罐的公称直径 m |
罐壁公称厚度 mm | ||
|
不锈钢和 镣钢 |
<18. 5 |
5 |
铝 |
<6 |
5 |
|
18. 5—42. 8 |
6 一 5 |
636. 5 |
6.5 | ||
|
>42. 8—67 |
8 |
>36. 5—60 |
______________8 | ||
|
9. 5 |
>60 |
9.5 | |||
圆筒形内罐罐壁的公差应符合6.5.2, 6.5.3, 6.5.4和表Q 7的要求。
本节的规定适用于所有主要部件。焊接9%镣钢和5%镣钢应采用AWS 5. 11和AWS5. 14所列 的以及性能不低于上述标准的药皮焊条和裸焊丝。除非本附录或附录R另有要求之外,次要部件的 焊接均应符合本标准的基本规定.
不与已汽化的液化气接触的外罐,当壁厚不超过9.5mm时,可釆用单面搭接焊或单面对接焊。 对任何厚度,外罐都可采用不必全熔合和全焊透的双面对接焊。单面焊应从外侧施焊,以防腐蚀和湿 气侵入。
与气体介质接触的外罐,除应符合本标准对搭接焊或对接焊的要求外,还应符合Q 7-1.2.2的 规定。
表Q.7内罐罐壁的半径公差
|
直径房围 m |
径向公差 mm |
直径范围 m |
径向公差 Inrn | ||
|
不锈钢和 镣钢 |
<42. 8 |
+ 19 |
铝 |
<6 |
±12-8 |
|
6—36. 8 |
+ 19 | ||||
|
42, 8〜67 |
±25. 5 |
>36一 8〜61 |
±25. 5 | ||
|
>67 |
±31.8 |
>61 |
+ 3↑r 8 | ||
焊接工艺评定要求的各项试验和最小抗拉强度的确定按6. 7的规定执行。当熔敷金属强度低于母 材时,应用两个符合AWSA 5. 11图9要求的全焊缝金属试样进行试验,以确定其最小屈服强度和最 小抗拉强度。
Q.6.2 9%镣钢和5%镣钢的冲击试验
材质为9%镰钢和5%躁钢的主要部件,应按Q. 6. 2. 1-Q. 6. 2. 5规定对毎一焊接工艺分别做冲 击试验。
Q.6.2.1夏比V型缺口试样,应取自焊接工艺评定试板或其备用试板。
Q.6.2.2焊缝金属冲击试样,应横跨焊缝截取,其缺口应在焊缝金属上,且应使缺口垂直于材料表 面。试样的一个表面应平行于材料表面,且距其表面不超过1.6mm。
Q.6.2.3热影响区冲击试样,应横跨焊缝切取,尽量靠近材料表面,且应有足够的长度,保证酸浸 蚀后使位于试样中心的缺口能处在热影响区内。缺口应大约垂直于材料表面,且应使试样的最终断口 中有尽可能多的热影响区材料。
Q.6.2.4冲击试样应冷却到Q.2. 2规定的温度。
Q.6.2.5焊缝金属和热影响区的冲击值和横向膨胀值,应分别满足Q. 2. 2. 2 C)和d)的规定值。 如得出反常的结果,经业主和制造商协商,允许重新试验。
Q.6.3高合金钢的冲击试验
Q. 6.3.1高合金母材(奥氏体不锈钢)、镣合金母材、铝基材料以及有色金属(铝)'熔敷的焊缝, 均不需做冲击试验。
Q.6.3.2用于-129笆和更高温度的由各种焊接工艺峪敷的奥氏体不锈钢焊缝,不需做冲击试验。 Q.6.3.3用于-129。C以下由各种焊接工艺熔敷的奥氏体不锈钢焊缝,均应按Q.6.2的要求做神击 试验,但要求的横向冲击值为表Q. 2规定值的75%。所采用的焊接材料也应做冲击试验,证明其能 满足上述要求。
Q.6.3.4当采用药皮焊条电弧焊(SMAW)工艺或气体保护金属极电弧焊(GMAW)工艺或气体 保护钙极电弧焊(GTAW)工艺或等离子电弧焊(PAW)工艺,采用AWS A5. 11或AWS A5. 14 焊接材料(或与其性能相当的其他国家焊接材料),且其镣含量不小于50%时,其焊缝不需做冲击试 验。当焊接材料标准指出镣含量为“余量"时,则镣含量应为IC)0%减去镣元素以外其余元素平均含 量的总和。
Q.6.4次要部件的冲击试验
当按Q. 2. 3. 1要求需对次要部件做冲击试验时,应符合附录R的要求。
Q. 6.5 产品的焊接工艺
产品的焊接工艺和产品的焊接,应符合焊接工艺评定的要求并满足下列限制:
a) 各焊层的厚度,不应显著大于工艺评定中釆用的厚度。
b) 焊接材料应相同,并应有相同的公称尺寸或略小。
C)额定预热温度和层间温度应相同。
Q. 6.6产品焊接接头试验
Q.6.6.1对于主要部件对焊壳板,当焊接工艺要求做冲击试验时,应制备产品焊接试板并按Q. 6.2 和Q.6.3的要求做冲击试验。产品焊接试板的数量应符合Q. 6.6.3和Q. 6. 6. 4的要求。在热影响区 和焊缝金属处的V型缺口位置的确定,按Q. 6.2和Q. 6. 3规定执行。试验应遵守Q.6.6.5的规定。 试板只能从与制作罐壳板炉号相同的钢板上截取。
Q.6.6.2焊接试板,应采用与罐壳焊接接头相同的经评定的焊接工艺和焊接材料进行焊接。焊接试 板不必从罐壁焊接接头的延长部分截取,但应在要求评定的位置上焊接。
Q. 6.6.3不同的钢号应有不同的焊接试板,试板的厚度应能代表罐壳的所有厚度,厚度为Z的试板, 能代表厚度为”2〜2£的罐壳板,但此规定不适用于小于16mm的罐壳。当罐壳小于16mm时,焊接 试板的验证范围为t〜2t; 一般其试板厚度可为最薄板厚度。
Q.6.6.4不同焊接工艺和不同焯接位置,应有不同的焊接试板,但手工立焊试板可以代表所有位置 的手工焊。圆筒形罐壁环向釆用自动焊时,不要求制备焊接试板。
Q.6.6.5 9%棵钢和5%镣钢*其冲击试样和试验步骤应符合Q.6.2.1~Q. 6. 2.5的要求。当操 作温度低于-129。C时,对于奥氐体不锈钢的焊缝金属,冲击试样和试验歩骤应符合Q. 6. 3. 3的要 求。
Q.6.6.6经业主和制造商协商T致,当第一座罐的产品焊接试板已满足本节的要求,且时间未超过 六个月,对在同一地点建造的其他类似储繪,应承认其冲击试验继续有效。但当主要参数有变化时, 应重新试验。 '
Q.7制造、开孔和检验
Q.7.1主要部件的焊接
Q.7.1.1除非另有要求,以下主要部件应为全焊透、全熔合双面对接;
a) 罐壁纵向和环向焊缝。
b) 环形边缘板间的连接焊缝。
C)抗压圈和罐壁加强件自身的连接焊缝(此类焊缝,当全焊透、全熔合时,允许釆用加垫板的 单面焊)。
d) 罐壁嵌入板的环向焊缝。
e) 罐壁与罐底的连接焊缝,当按Q. 8. 2.1规定进行检漏时,允许按Q. 8. 2. 2要求双面角焊。
Q.7.1. 2角焊缝应符合Q. 7. 1. 2. 1~Q. 7. 1. 2. 3的要求。
Q. 7. 1.2.1所有主要部件间的连接角焊缝最少应焊两道。但不包括铝质材料和按Q 3. 5.4要求进行 的罐壁加强圈的焊接。
Q.7. L 2. 2当与气态的液化气接触的外罐底部用角焊连接时,最少应焊两道。
Q. 7. 1. 2. 3与冷藏液和气态液化气接触的、含9%镣的钢板,在角焊前,必须用喷砂或其他合适的 方法除去焊接坡口和表面的锈皮。如果用带药皮焊条手工焊时,要求第一焊道完成后去除焊渣。
Q. 7.1.2.4经业主同意可釆用活套法兰。
Q.7.1.3接管、人孔和管件(包括带颈法兰)的对接焊,应采用双面焊。当不可能采用双面焊时, 允许采用能保证根部焊透的单面对接焊。
Q.7.2主要部件上的接管
Q. 7. 2.1主要部件上的所有接管应全焊透、全熔合。
Q. 7. 2. 2开孔接管允许采用的焊接型式如图8-1和图8-2型式a、型式b、型式c、型式g、型式 h、型式m和型式。所示.
Q. 7. 2. 3接管和人孔法兰,应符合本标准的规定,但其材料应符合Q∙ 2. 1或Q 2. 2的要求。
Q.7.3焊后热处理
Q.7. 3.1当冷作成形按式(Q.3)计算的应变超过3%时,对9%和5%镣板应进行焊后热处理。
S = ≡(1-⅛) .................................... 5
式中:
S——应变,%;
t——钢板厚度,mm;
Ri 最终半径,mm;
RO——原始半径,mm(平板为无穷大)。
Q.7.3.2如9%镣钢和5%镣钢要求焊后热处理,其保温范围为552°C~585°C°从焊后热处理温度 降到315°C的冷却率,每小时不应小于167oC.要求焊后热处理的组装件或板,必须做整体热处理, 不允许釆用局部或部分焊后热处理。对要求焊后热处理的冷作成形件,可在焊于容器前或组装件前进 行热处理。
Q.7.3.3有色金属材料,通常不做也不希望做焊后热处理。
Q.7.3.4对奥氏体不锈钢,不囊求也不阻止进行焊后热处理。如业主或制造商考虑进行焊后热处 理,则需仔细了解压力容器规范有关规定。
Q.7.4接管和焊缝的间距
Q. 7. 4.1对主要部件,当壁板厚度超过25. 4mm,其上所有公称直径不小于¢323. 9mm的开孔接管, 均应符合Q- 7. 4. 2〜Q. 7. 4. 4对对接焊缝和角焊缝的间距要求。
Q.7. 4.2增厚的嵌入板周边的对接焊缝或补强板周边的角焊缝,与任何对接焊缝、罐底与罐壁的连 接焊缝、罐顶与罐壁的连接焊缝的距离,应大于10倍罐壁厚度或300mm。当另有规定时,嵌入板 (或不需要消除应力的组合件中的补强板)可延伸至罐底,且与罐壁与罐底的连接焊缝相接。
Q.7.4.3圆筒形储罐相邻M板的纵向韓缝,包括抗压圜焊缝,互相错开的最小距离为3()()mm° Q.7.4.4抗压圈中的径向焊缝与相邻罐壁或罐顶板的任何纵向焊缝间的距离,应不小于30OnlmO Q.7.5焊缝的液体渗透检测
下面主要部件的焊缝,在消除应力后(如有时)储罐水压试验前,应用液体渗透法进行检测:
a) 未经100%射线检测的所有纵向和环向对接焊缝。
b) 圆筒形罐壁与罐底环形底板的连接焊缝。
C)所有未经100%射线检测的开孔焊缝,包括开口接管和人孔接管的焊缝,及其与法兰的连接 焊缝;也包括根部焊道和焊接过程中每12. 5mm敷焊缝金属处(见5.27. II)O
d) 所有与主要部件的连接焊缝,诸如加强件、抗压件、卡具和其他非受压部件的连接焊缝。
e) 所有保留垫板的焊缝也应在熔敷完最初两层(或两道)后,用此种方法进行检浏。
主要部件的对•接焊缝,应进行射线检测或者超声检测。当“检测” 一词出现在Q.7.6时,应指 射线检测或超声检测。检测范围按Q.7.6. 1〜Q.7.6.7规定。
Q- 7. 6.1当罐壁板的对接焊縫所承受的垂直于焊缝的最大实际操作薄膜拉应力,大于板材规定最小 抗拉强度的0. 1倍时,应100%检测。
Q- 7. 6. 2罐壁板对接焊缝所承受的垂直于焊缝的最大实际操作薄膜拉应力,不大于板材规定最小抗 拉强度的0.1倍时,应按图Q. 2的要求做局部检测。
Q. 7.6.3增厚嵌入板周边的对接焊缝,应WO%检测,但不包括嵌入板与平底储罐底板的连接焊缝。
Q. 7. 6. 4罐壳上的所有T型焊缝,除能被基础均匀支承的平底外,均应检测。但不包括平底罐罐壁 与底板的连接焊缝。底片的最小尺寸要求如图Q. 2所示。
罐壁顶部----、 方框中的数字1〜4
、与下述的注1〜注4相对应
计算的最大操作薄膜拉/EH 应力不大于o∙雌
板材额定最小抗拉强度的/ 緋壁圈板(见。7.6. 2) ——甲 —~IA
15Q




计算的最大操作薄膜 垃应力大于0. 1倍板材额定 最小抗拉强度的繼壁圈板
(见Q. 7. 6.1) I


罐壁底部-----/
注L应从每个焊工或自动焊机操作者焊接的不同焊缝型式和钢板厚度的最初3m焊缝中取一个环 向焊缝检测点,此后不再考虑焊工人数,在罐壁圈板的每两条纵向焊缝之间取一个环向焊缝 检测点。
注2:应从每个焊工或自动焊机操作者焊接的不同焊缝型式和钢板厚度的最初3m中取一个纵向焊 缝检测点,此后不再考虑焊工人数,在每条纵向焊缝上取一个检测点。
注3:此位置的纵向焊缝应Io0%检测。
注4:所有T型焊缝应K)0%检测。
图Q. 2圆筒形平底储罐罐壁对接焊缝的射线检测或超声检测要求
Q. 7.6.5环形底板25%的径向对接焊缝,应做最少15Omm长的局部检测,其位置应在罐壁下面环 板外缘处.
Q. 7. 6. 6除遵守5. 26. 4. 3规定外,对抗压圈25%径向对接焊缝,应做最少150mm长的局部检测.
Q. 7. 6. 7铝罐的射线检测应遵照ASME B96. 1的规定。
Q.7.7管线对接焊缝的射线检测
Q.7. 7.1在1.2.1规定界限内包括双壁罐的环形空间的管线和管件对接焊缝,应按Q.7.7.2〜 Q. 7. 7. 5的要求做射线检测。
Q.7. 7.2除管径不大于妇23.9,无填充金属,且已按规定做过水压试验的焊管外,与储存液体接触 的管线的纵向焊鮭,应100%射线检测。
Q.7.7.3除管径不大于H57.2,无填充金属,且已按规定做过水压试验的焊管外,与汽化的液化气 接触的管线的纵向焊缝,应饵0%射线检测。
Q. 7.7. 4管线环向焊缝的30%,应100%射线检测。
Q.7. 7-5储罐管件的对接焊缝,应IO0%射线检测。
Q.7.8永久性咐件
直接与9%镣钢和5%镣钢焊接的永久性附件,应为同样材质,或为热处理不会硬化的奥氏体不 锈钢。
Q.7.9非受压部件
垫板、吊耳和其他不承受内压的部件,以及附于主要部件上、用于安装使用和脚手架使用的临时 支耳的焊缝,应按照Q-6.1要求评定合格的焊接工艺进行焊接。安装用的支耳去除后残留的焊接金 属应磨平,然后通过磁粉検测。如去除支耳时钢板被损伤,应采用评定合格的焊接工艺进行修复,然 后磨平。经修复的主要部件,其修复区应通过液体渗透检测。对于次要部件上的修补面积,应进行目 视检查。
Q.7.10焊缝返修
包括Q- 7. 9在内的焊缝需要返修时,其返修工艺应为经过评定的焊接工艺。
Q.7.11材料标记
Q-7.11.1主要部件材料的标记,应使能追溯到钢厂的试验报告。对于铝材,应提供合格证明,说 明该材料已经抽样、试验、检测,且均符合要求。
Q. 7.11. 2除厚度小于6. 5mm的9%镣钢和不锈钢不应以钢印标记外,所有标记材料应与母材相容, 或采用低应力压模印记。
Q.7.11.3某些情况下,含碳或含重金属化合物的标记材料,会使铝产生腐蚀。通常使用蜡笔或带 有机颜料的打印墨水等进行标记。
Q.7.12制作作法
应避免对主要部件过重锤击,致使材料硬化或严重凹陷。由锤击造成任何有害的局部变薄,可用 经过评定的焊接工艺修补,然后磨平。允许二次返修的范围,必须由业主和制造商协商决定。如二次 返修量过多,则应将拟二次返修的区段切除。
Q. 7.13板在运输和贮存时的保护
板材在运输和贮存过程中应给予充分保护,以避免其表面和边缘遭受机械损伤和腐蚀。
Q. 7.13.1应使板材不被潮气侵蚀,或因存放不当致使表面积水。
Q.7.13.2 9%镣钢和5%镣钢板材,如果裸露在潮湿的有腐蚀性的大气环境中,应经喷砂除锈后涂 以适当的保护层。当此类板材会在上述环境中存放时,业主应事先通告.
本节的规定,是对冷藏液体储罐的试验要求(Q.9的规定适用于不与冷藏液体接触仅承受接近大 气温度的外罐)。
Q. 8.1 一般程序
Q.8.1.1对单壁罐或双壁罐的内罐,必须全面检查其气密性及结构的可靠性。除非Q.8.6另有规 定,试验应在整个储罐完工后保冷层施工前进行。除因基础或应力状况受限制外,试验时应充水至设 计液面并向气相空间施加L 25倍设计压力的气压。如基础条件或应力状况不允许充水到设计液面, 则充水高度应限制在Q. 8. 1.2和Q. 8. 1. 3允许范围内。
Q.8.1.2作用于基础上的荷载,不宜超过其许用承载值。通过对基础的认真评定,认为暂时增加荷 载可行时,可在试验情况下,提高许用承载值,但其增加值不应超过25%。
Q. 8.1.3最大充水量应使储罐任何部位的应力均不超过规定屈服强度的85% (不锈钢和铝材可不超 过90%),且不超过材料规定最小抗拉强度的55%。
Q.8. 2 试验准备
储罐充水前,应完成Q. 8. 2」〜Q. 8. 2.5所述的程序。
Q.8.2.1将某种液膜涂于罐底上的所有焊缝和罐壁与罐底间全焊透且全熔合的角焊缝表面,并用一 带透明盖的真空箱置于其上,试验用真空值不应低于5()kPa°
Q. 8. 2.2如连接罐壁与罐底的角焊缝未全熔合和未全焊透,应用0. 105MPa的空气压入内外焊缝间 的空隙中,并用某种溶液涂于内外•侧焊缝上,以检测两侧焊缝是否泄漏。为确认压入的空气能到达焊 缝各部位,须在内外焊缝之间的环形通道上的某处焊上一隔离堵头,并在紧靠堵头的两侧,各焊上一 个与焊缝间的环道相通的小型管接头。一个接空气源,另一个接压力表。
Q.8.2.3 9%镣钢制做的储罐,罐底的搭接焊缝和罐壁与罐底的连接焊缝的表面应100%真空试漏; 在用真空箱试验前,应用喷砂或其他适当方法将其清理干净,以防熔渣或夹杂物遮掩住泄漏。
Q. 8. 2. 4如按Q. 8.4的规定,对内罐的内外两侧充以相等气压时,应在充水水面以上的所有焊缝处 涂上某种液膜,并用真空箱进行检查。
Q.8. 2.5对罐底开孔处不允许用压缩空气通入补强板内侧进行检査时,应将某种溶液膜涂于环周填 角焊缝处,并用真空箱进行检査。
Q.8.3试验水的质量
Q.8. 3.1建造附录Q储罐所用的材料,如与被污染的试验水接触一段时间后可能会产生严重的坑 点、裂纹或锈蚀,Q. 8. 3. 2〜Q. 8. 3. 8是对试验用水质量的最低要求。试水完成后,应立即排空、清 理和干燥。
Q- 8- 3. 2应干净、清澈。
Q. 8.3. 3 应无恶臭(即无硫化氢)。
Q.8.3.4 PH 值应为 6〜8. 3。
Q. 8.3. 5 水温应低于480Co
Q.8.3.6对奥氏体不锈钢储罐,水中氯化物含量应低于50PPnIO
Q.8.3.7对铝制储罐,水中汞含量应低于0. 005ppm,铜含量应低于0. 02 PPmO
Q.8.3.8如水质不能达到Q.8.3.1~Q.8.3.7所述要求,做为替代方案,经业主和承包商协商,可 采用适当的缓蚀剂以缓解腐蚀。
Q.8.4 充水试验
Q.8.4.1充水和排水时,储罐应与大气相通。
Q. 8. 4. 2充水期间,在罐壁底部或环墙基础顶部或承台基础顶部,至少应设四个等距离的标高检测 点。当出现不均匀下沉或过大的均匀下沉时,应立即停止充水。然后根据测取的沉降量决定是否继续 充水。 '
Q. 8. 4. 3除非Q 8.1另有限制外,应充水到设计液位高度。
Q. 8. 4. 4储罐充水后和气相空间空气加压前,应紧固锚栓(如有时).
Q. 8. 4. 5目视检査罐壁所有焊缝(包括罐壁与罐底之间的角焊缝)的严密性。
Q.8.5充气试验
Q. 8. 5.1在水面以上空间施加1.25倍设计压力的空气。如双壁罐的内罐顶部是不封闭的,则空气 压力仅作用于外罐,如此,内罐里的水可以在充气试验前排空。
Q. 8. 5. 2试验压力应保持IhO
Q.8.5.3将空气压力降至设计压力。
Q. 8.5. 4用某种液膜检查水面以上承受气压的所有焊缝,包括开孔周围的焊缝和管道焊缝。如事先 已用真空箱做过检查,可用目视检查代替液膜检查。但水面以上所有开孔周围的焊缝、管道焊缝和抗 150
压圈焊缝,包括其过渡段与罐顶和罐壁的连接焊缝,仍应进行液膜检查,
Q.8.5.5在水面以上通入压缩空气检验压力泄放阀的开启压力,然后放掉罐内的一部分水检验真空 泄放阀的开启压力。 '
Q. 8. 5.6罐内水被排空处于大气压后「应再次检査锚栓(如有时)的紧固性。
Q. 8. 5. 7在空罐内通入等于设计压力的压缩空气,检查锚栓(如有时)和基础,以确定罐是否被指 升。
Q.8.5.8采用Q. 8. 2. 1和Q. 8. 2. 2所述液膜和真空箱的方法,检查罐底的所有焊缝和罐壁与罐底 间的连接焊缝。
Q. 8.6充水试验后的临时开孔
经业主书面确认,对于已进行充水试验且无渗漏的储罐,允许开设四个临时用孔,但该开孔应被 修复至原状。
Q.8.6.1用一块厚度和性能与开孔处的壳体材料一致的圆形板镶入开孔处,并通过全焊透的对接焊 相连接。镶入板的直径应不小于61 Ommt且不大于1067mm。
Q.8.6.2镶入板不允许穿过任何壳体焊縫,且离开壳体焊缝,罐侧壁与罐底连接焊缝,以及附件的 连接焊缝的距离至少为10倍壳体厚度或者30OmmO
Q.8. 6.3镶入板的周边对接焊缝应经W0%液体渗透检测和10。%射线检测。需要进行液体渗透检 测的部位有根部焊道,清根后的背部表面,以及焊缝的内外表面。此外,焊接接头处还应通过真空箱 进行渗漏检测。
气密试验应在保冷层安装前进行。当以Q 8. 5所述的气压作用于外罐时,按其试验要求,外罐 已获得有效检査,则Q. 9. 2. 1〜Q. 9. 2. 5所述步骤可以省去.
Q.9.2试验步骤
Q. 9. 2.1使内罐与大气相通,并向内罐充注足够的水量,以平衡外罐气密试验时在内罐底部产生的 上举力;另一种方法是使内外罐间的压力保持平衡。
Q.9.2.2将至少等于设计气压(但不得使内罐或外罐因超压而产生过大应力)的空气充入外罐所包 围的空间。
Q.9. 2.3在保持试验压力的同时,用某种液膜检査外罐罐壁和罐顶上的所有焊缝和接管连接处(事 先已用真空箱检查者除外)。
Q. 9. 2. 4释放空气压力。
Q.9.2.5将压力为设计气压的空气充入外罐,校验压力泄放阀,然后抽空外部空间至泄放阀所设定 的真空度校验真空泄放阀。
附录C叙述了在大气温度下操作的储罐基础所应考虑的各种因素。由于储罐的温差位移、罐底 保冷、可能的冰冻和霜冻的影响,以及为防止储罐抬升而需设置锚栓等,使冷藏储罐基础的设计变得 十分复杂。
一个合格的基础工程师除应具有储罐方面的知识外,为了正确地设计基础,通常需对地质情况进 行详细的调查,包括对土壤进行必要的试验。
Q-10. 2基础的承载能力
基础应能承受罐自重和罐内充水至设计液面时所产生的荷载。基础至少应按包括风荷载在内的最 151 危险操作条件进行设计。充水试验时,基础上的总荷载不应超过设计允许荷载的125%。如有必要, 试验时水面可降低到设计液面以下。
Q. 10. 3抬升力和向下的重力
设计环墙基础或混凝土承台基础考虑抬升力时,可减去罐壁和罐顶的金属自重、保冷层自重,抬 升力通过锚栓传递。此时的储罐应假设为空罐。
Q.10.4对基础的抬升力
Q. 10. 4. 1按Q. 10. 4. 2和Q. W. 4. 3确定的抬升力,系用于确定环梁和基础的尺寸,而不是用于计 算锚栓的力。
Q. 10.4. 2对于设计内压小于0. 007MPa的储罐,其抬升力取按下列条件计算值的较大者:
a) 1.5倍设计内压加罐壁和罐顶上的设计风荷载。
b) 设计内压加0. 0018MPa再加罐壁和罐顶上的设计风荷载。
Q. 10. 4.3对于设计内压不小于0. 007MPa的储罐,抬升力应为L 25倍设计内压加罐壁和罐顶上的 设计风荷载。
Q. 10. 4. 4当锚栓的设计满足Q. 3. 6: 4. 2的要求时,基础应能承受储罐被充液到设计液面时3倍设 计内压所产生的抬升力。按本节中任何条件设计时,均允许考虑土壤和环墙垂直面之间的摩擦力及有 效液体的总重量。
制造商应在储罐铭牌上按8.1的要求标出所需数据,并说明该罐是按附录Q要求制造的。
Q. 11.2铭牌位置
铭牌应设置在储罐保冷层或保护壳外表面容易观察的部位。内罐铭牌的内容只应与内罐有关。双 壁罐的外罐铭牌,应靠近内罐铭牌,其内容只应与外罐有关。
对本附录或本标准基本规定中没有包括的其他要求,应根据储罐所用材料分别参考下列标准:
a) 9%棵钢和5%镣钢,ASME规范第啊卷UHT部分。
b) 不锈钢,ASME规范第VM卷UHA部分。
C)铝材,ASME规范第叩卷UNF部分和ASME B96. IO
附录R
(规范性附录)
冷藏产品低压储罐
本附录确立了冷藏产品储罐选材、设计和制造的基本要求。
除本附录另有要求外,本标准中其他要求仍然适用。
冷藏储罐可以是单壁保冷罐,或是由冷藏液体的内罐和在内罐周围形成保冷空间(通常具有较低 的气体压力)的外罐组成的双壁罐,双壁罐的外罐不与储存产品接触。内罐和外罐的材料、设计和试 验要求均不相同。
R. 1.2压力范围
本附录适用于本标准范围内的所有设计压力.
R. L 3温度范围
本附录适用的设计金属温度为-51。C〜4. 5°C O
R.1.4主要部件
R. 1.4.1主要部件通常指损坏后会引起储液泄漏的部件、接触冷藏温度的部件和承受热冲击的部 件,详细说明见R. 1. 4. 2和R. 1. 4. 3。
R. 1.4.2 主要部件应包括单壁罐或双壁罐中内罐的下列部件:壁板、底板、过渡段、抗压圈、罐壁 人孔和接管及其补强板、罐壁锚栓、配管、锻件和螺栓等,但不限于这些部件。与冷藏液接触的顶部 接管应视为主要部件。
R-1.4.3 主要部件也应包括单壁罐或内罐虽不与冷藏液接触,但承受冷藏温度的部件。这些部件包 括设计条件下的拉应力和一次弯曲应力之和大于42MPa的顶板、顶部人孔和接管及其补强板、顶部 支承结构及壁板加强件。
R. 1. 5 次要部件
次要部件指那些损坏后不会引起储液泄漏的部件。包括那些不与冷藏液体接触但承受冷藏介质蒸 气温度,在设计条件下拉伸应力和一次弯曲应力之和不超过42MPa的部件,以及低应力状态的顶板、 顶部人孔和接管及其补强板,顶部支承结构及顶板加强件。
R.1.6 基本部件
基本部件是指那些虽然与气态冷藏介质接触,由于隔热和大气辐射,它们基本上是在大气温度下 操作,例如双壁罐的外壁和顶,以及隔热层吊顶以上的部件•
对材料的要求取决于设计金属温度及冷藏介质的性质。
R. 2.1主要部件
R. 2.1.1 总则
主要部件材料应符合表R. 1和表R 2的要求。所有主要部件均应按R- 2.1.1~ R. 2.1.4的要求 进行冲击试验。
表R.1主要部件材料
|
材 料 |
牌号及等级 |
注 | |
|
ASTM材料 | |||
|
板材 |
见表R-2 |
注L注2 | |
|
管材 |
ASTM A 333 (仅指无缝管) |
注2、注3 | |
|
结构件 |
上列的板材和管材 |
注4 | |
|
锻件 |
ASTM A 350 |
注2、注3 | |
|
螺栓 |
ASTM A 320 L7 级 |
注3_________ | |
|
中国材料 注5 | |||
|
板材 |
见我R 2 | ||
|
管材(GB 6479) |
10 |
正火_____________ | |
|
20G |
正火 | ||
|
16Mn |
正火 | ||
|
09MnD |
正火 |
注6 | |
|
结构型钢 (GB 700, GB/T 1591) |
Q235 B |
Q345 D | |
|
Q235 C |
Q345 E | ||
|
Q235 D | |||
|
锻件(JB 4727) |
16 MnD |
09MnNiCrMeJVD | |
|
20 MnMoD | |||
|
09MnNiD | |||
|
10 NBMoVD | |||
|
螺栓 |
16 MnD |
16 MnMOD | |
|
09MnNiD |
20 MnMOD | ||
|
WNi3MoVD |
08 MnNiCrMOVD | ||
|
注 1:见 R. 2. 1.4s 注2:表Q.1中列出的不锈钢管材304和304L,可以在表Q 3所允许的许用应力值下使用。这种材料不要 求做冲击试验。其焊接工艺应按R- 6.1和Q. 6. 5两者中较严格的要求进行评定。 注 3:见 R.2. 1.3。 注 4:见 R 2. 1.5a 注5:用于附录R的中国材料(•不包括结构件)为GB 150中允许使用的低温材料,其技术要求和使用范围 当未加说明时应与GB 150一致。 注6: OgMnD为GB 150附录A提供的材料. | |||
R. 2.1.2.1板材(包括结构构件用板)的冲击试验应符合表R. 1的要求O
R. 2.1.2. 2 冲击试样应垂直于板材终轧方向O
R.2J.2.3 应采用夏比V型缺口试验。在设计金属温度下的最小冲击值应满足表R 2要求。制造 商可在低于设计金属温度下做冲击试验,但其冲击功值应符合表R. 2的要求。
I R. 2.1. 2. 4对冲击试验的其他要求,按其材料标准的规定执行。
R. 2.1. 2. 5如果材料标准规定非正火板(热轧板)不做冲击试验,而其提供的板材实际冲击功值能 满足表R 2的要求,经业主同意,也允许使用,但需特别标记。
R.2.L3 管材、螺栓和锻件的冲击试验要求
管材及由管子制作的结构构件、螺栓和锻件的冲击试验温度应不大于设计金属温度。对于A333 和A350,冲击功值满足材料标准要求即可。对于其他材料,当设计金属温度高于-40°C时,三个试 件冲击功的平均值最小为34J,单个试件的最小值为27J。当设计金属温度不大于-40°C时,三个试 件冲击功的平均值最小为41J,单个试件的最小值为34J0
R.2.1.4 控轧钢板或控$1控冷(TMCP)钢板的冲击试验要求
经业主同意,控轧钢板或控轧控冷钢板(为提高冲击韧性由特定热轧工艺生产的钢板)可用于需 要正火板材的场合。每张钢板均应按R 2. 1. 2的要求进行夏比V型缺口冲击试验。
R. 2.1.5型钢的冲击试验要求
列于表Rn中的型钢,应按材料标准的频次做冲击试验。三个试样平均最小冲击功值为34J,其 中单个最小值为27J,试验温度不得高于设计金属温度。
R.2.2基本部件和次要部件
基本部件和次要部件的材料应符合R- 2. 2. 1和R. 2. 2. 2的要求。
R. 2. 2.1外罐和仅与气态液化气接触的顶盖材料,如主要承受大气温度,宜符合下述要求之一:
a) 除非表1和表2或业主另有要求,表1和表2中所列材料设计金属温度不低于-35°C时(取 最低日平均温度为-35P)不做冲击试验。
b) 除非业主或表R. 4另有要求,表R. 3所列材料在其规定温度范围内不做冲击试验。
C)如业主同意可按4. 2. 2的要求选用材料。
R. 2. 2. 2 不与气态液化气接触的外罐材料可以是表1或表2中所列任何一种材料。当外罐的操作应 力不超过材料许用设计拉应力的一半时,则不需考虑设计金属温度。
表R∙2主要部件根材试样〔横向〕和焊接接头(焊縫金H和热影响区)试样
... 夏比冲击功值最低要求・
|
牌号 |
等 级 |
厚度范围 mɪn (in) |
板材冲击功值b J |
焊接接头冲击功值 J | ||
|
平均 |
单个 |
平均 |
单个 | |||
|
.ASTM板材 | ||||||
|
A 131 |
CSc |
4. 75〜38 (3/16〜3/2) |
34 |
27 |
27 |
20 |
|
A 516 |
55, 60 |
4. 75— 50 (3/16-2) |
34 |
27 |
27 |
20 |
|
A 516 |
65, 70 |
4. 75— 50 (3/16—2) |
34 |
27 |
27 |
20 |
|
A 516 |
65» 70 修改 Id |
4. 75— 50 (3/16—2) |
34 |
27 |
27 |
20 |
|
A 516 |
65, 70 修改 2tl |
4. 75— 50 (3/16〜2) |
34 |
27 |
27 |
20 |
|
A 537 |
1 |
4. 75〜50 (3/16—2) |
34 |
27 |
27 |
20 |
|
A 537 |
2 |
4 75- 50 (3/16—2) |
40 |
34 |
34 |
27 |
|
A 662 |
Bl C |
4 75— 50 (3/16 〜2) |
34 |
27 |
27 |
20 |
|
A 678 |
AC |
4. 75— 38 (3/16—3/2) |
34 |
27 |
27 |
20 |
|
A 678 |
BC |
4. 75— 38 (3/16—3/2) |
40 |
34 |
34 |
27 |
|
A 737 |
B |
4. 75〜50 (3/16—2) |
34 |
27 |
27 |
20 |
|
A841 |
1级 |
4. 75— 50 (3/16—2) |
34 |
27 |
27 |
20 |
表R∙2 (续)
|
牌号 |
等级 |
厚度范围 mm (in) |
板材冲击功值b J |
焊接接头冲击功值 J | |||
|
平均 |
单个 |
平均 |
单个 | ||||
|
中国板材己 | |||||||
|
GB 3531 |
16MnDR |
6〜36 |
34 |
27 |
27 |
20 | |
|
15 MnNiDR |
6〜36 |
34 |
27 |
27 |
20 | ||
|
09 M∏2VDR |
6—36 |
34 |
27 |
27 |
20 | ||
|
09 MnNiDR |
6〜36 |
34 |
27 |
27 |
20 | ||
|
GB 1918S |
07MnNiMOVDR |
6—36 |
47 |
37 |
37 |
30 | |
|
a 见 R. 2. 1. 2o b当设计金属温度不大于-WP时,板材的冲击功值应增加7J。 C力学和化学性能的试验频次应至少不低于A20的要求。 d这种材艸的完整说明见4. 2. 3Q e板材的最低允许使用温度要遵守GB 150-1998中表4. 2的规定。一般情况,当板材厚度大于16mm,金 属设计温度不大于-20*C,焊后应进行消除应力热处理。 | |||||||
表R.3次要部件材料,
|
材料 |
次要部件的设计金属温度 ___________ | |
|
- 51°C 〜-2(TC |
>-20oC-4. 5°C | |
|
美国ASTM材料 | ||
|
板材 |
表R4中所列ASTM板材 |
表R. 4中所列ASTM板材 |
|
管材 |
ASTM A106 | |
|
结构件 |
_______上列板材或管材 |
上列板材或管材 |
|
螺栓 |
ASTM A193 B7 级 ASTM A3 20 L7 级 | |
|
中国材料 | ||
|
板材 |
_____表R4中所列中国板材 |
表R4中所列中国板材 |
|
管材b |
GB 6479: 16Mn 管 |
4. 3中所列中国管材 |
|
结构件 |
上列板材或管材______ |
上列板材或管材 |
|
GB 700: Q235B Q235C GB/T 1591: Q345 B Q345 C |
4. 5中所列型钢或本表左侧所列材质的型钢 | |
表R.3 (续)
|
材料 |
次要部件的设计金属温度 | |
|
-sir —-2or |
>-20oC-4. 5BC | |
|
锻件 |
JB 4726 ≡ 20 16 Mn |
________4 3中所列中国材料 ______ |
|
螺栓 |
表Rl所列材料 |
4. 4中所列中国材辑_________ |
|
8所用材料均应为细晶粒镇静钢。 b可用能满足强度和低温韧性要求的板材卷制, | ||
储液密度应取所储存介质在其操作温度下的密度,且应不小于577kg∕m3。
R-3.2设计金属温度
与所储液体或蒸气接触的部件,其设计金属温度应为下列温度中的较低值:
a) 罐内冷藏介质的最低温度,且应考虑节流减压时的温降。
b) 大气温度低于冷藏介质温度时预期的最低金属温度(见4. 2. I)O同时应考虑到保冷层对金属 温度的影响。
R.3.3设计许用应力
最大许用拉应力应取自表6和表7或表Q. 3。设计荷载与风荷载或地震荷载共同作用下的最大许 用应力,对碳钢按5. 5. 6、对不锈钢和铝材按Q.3.3.5的规定执行。
R. 3.4 环形边缘板
R. 3. 4.1罐侧壁应与环形边缘板相连接,环形边缘板从罐内壁到与罐底中幅板搭接焊健处的径向宽 度至少为61 Omm,伸出罐壁外侧至少50mmo环形边缘板径向宽度的最小值为见式(R. I)O
式中
⅛——环形边缘板的公称厚度,mm;
H——最大设计液位,m;
G——储存液体的相对密度,G=储液密度/常温水密度。
R. 3. 4.2 环形边缘板的厚度应不小于表R. 6所列的厚度。
R.3. 4.3 环形边缘板应有一圆形外周边;在罐壁内侧可为规则的多边形,其边数等于环形边缘板的 块数。环形边缘板应按R. 7. 1. Ib)的要求进行对焊连接。
表R. 4用于次要部件的板材不做冲击试验的最低允许设计金属温度
|
类型 |
牌号 |
等级 |
最低设计金属温度,笔 包括腐蚀裕量的板厚,mm (in) | |||
|
ASTM板材 |
5—9. 5 (3/16〜3/8) |
>9. 5—12. 5 03/8-1/2) |
>12. 5 〜25 01/2—1) |
>25—38 01-3/2) | ||
|
I(镇静钢) |
A573 |
58b |
-30 |
-24 |
-20 |
- 13 |
|
A 516 |
55, 60 |
-30 |
-24 |
-20 |
-13 | |
|
A 516 |
55 ∙ ,60t |
-35 |
- 3() |
一 |
— | |
|
类型 |
牌号 |
等级 |
最低设计金属温度,'C 包括腐蚀裕毫的板厚,mm tin) | |||
|
II 1全镇静 高强钢) |
A 516 A 516 A 537 A 662 |
65, 70 |
-30 |
-24 |
-20 |
-10 |
|
务R修改¥ |
-35 |
-30 |
-21 |
-13 | ||
|
L 2 |
-45 |
-40 |
-32 |
-24 | ||
|
BT C |
-35 |
-30 |
-21 |
-12 | ||
|
中国板材 |
4.5-9.5 |
>9 5 — 12. 5 |
>12. 5—25 |
>25 〜38 | ||
|
镇静钢 |
Q235 |
B |
一 30 |
-24 |
-20 |
-10 |
|
Q235 |
C |
-30 |
-24 |
-20 |
-10 | |
|
Q345 |
D |
-30 |
-24 |
-20 |
一10 | |
|
Q345 |
E |
-30 |
-24 |
-20 |
-10 . | |
|
20R |
-30 |
-24 |
-20 |
—10 | ||
|
16MaR |
-40 |
-30 |
-24 |
-12 | ||
|
16MnDR |
-50 |
-40 |
-32 |
-24 | ||
注,本表中的材料如需做冲击试验,冲击功值应符合表R5的要求。
■这种材料的完整说明见4.2.3。
b厚度4. 75mm〜38mm的钢板应是镇静细晶粒钢。不经正火处理。
"镒含量(熔炼分析)应为0.85%〜1.20%。
表R.5用于次要部件的板材试样(横向)夏比V型缺口冲击功值的最低要求
|
类 型 |
牌 号 |
等 级 |
厚度范围 mm (in) |
冲击功值a J | |
|
平均 |
单个 | ||||
|
ASTM板材 | |||||
|
I(镇静钢) |
A 516 |
55, 60 |
4. 75—50 (3/16—2) |
20 |
14 |
|
A 516 |
55, 60c |
4. 75—12. 7(3/16—1/2) |
20 |
14 | |
|
II (镇静高强钢) |
A 516 |
65, 70 |
4. 75—50 |
20 |
14 |
|
A 516 |
65, 7()修改 Ih |
4. 75—50 |
20 |
14 | |
|
A 516 |
65, 70修改# |
4. 75—50 |
20 |
14 | |
|
A 537 |
1 |
4. 75—50 |
2U |
14 | |
|
A 537 |
2 |
4, 75〜50 |
27 |
20 | |
|
A 662 |
B |
4. 75—50 |
2() |
14 | |
|
中国板材 | |||||
|
镇静钢 |
Q235 |
B |
6—4() |
20 |
14 |
|
Q235 |
C |
6 〜4() |
20 |
14 | |
|
Q345 |
D |
6〜35 |
20 |
14 | |
表R.4 (续)
|
类 型 |
牌 号 |
等 级 |
厚度范围 mm (in) |
冲击功值a J | |
|
平均 |
单个 | ||||
|
镇静钢 |
Q345 |
E |
6—35 |
20 |
14 |
|
20R |
6~36 |
20 |
14 | ||
|
16MnR |
6〜36 |
20 |
14 | ||
|
16MnDR |
6〜36 |
20 |
14 | ||
|
=规定的冲击功值为全尺寸试样在设计温度下的冲击功值。对于小尺寸试样,冲击功值按比例减小。在选择 板材时,必须考虑焊接热影响区的板材冲击性能可能降低的情况。 b这种材料的完整说明见4.2.3。 C镒含量(熔炼分析)为0.85%〜L 2。%。 | |||||
|
底圈罐壁公称厚度 mm |
底圈罐壁的设计应力h MPa | |||
|
≤138 |
152 |
165 |
180 | |
|
≤19 |
6. 5 |
6. 5 |
6. 5 |
6.5 |
|
>19—25 |
6.5 |
6, 5 |
6. 5 |
8 |
|
>25 〜32 |
6. 5 |
6. 5 |
8 |
9. 5 |
|
>32 〜38 |
6.5 |
7 |
9.5 |
11 |
|
a表中的厚度和宽度(见R. 3.4. υ是基于基础能对整个环形边缘板提供均匀支承.基础特别是混凝土环墙 内的基础应很好压实,否则基础的沉降会在环形边缘板内产生附加应力□ C) Vt、丄宀宀.4. f)DHG b设计应力=----- 式中: D—储罐公称直径,m; H——最大设计液位,m; 『一储液的相对密度扌 t—底圈罐壁设计厚度(不包括腐蚀裕量),皿队_____________________________ | ||||
R. 3.4.4除非采用或要求全焊透结构(见R.7.1.1),底圈罐壁应按5.9.5的要求和环形边缘板相 焊.
R. 3. 4. 5环形边缘板的对接焊缝与罐壁任一纵向焊缝的距离不应小于3()(J mm。
R.3. 4.6 罐底中的三块板搭接焊缝或对接焊缝,彼此间的距离或与环形边缘板对接焊缝的距离不应 小于300 mm,
R.3.5储液罐罐壁加强圈
R.3. 5.1当受到风、真空或其他荷载作用时,为保持罐的圆度,可要求有内部或外部罐壁加强圈• 加强圈与罐壁的焊接应符合图R. 1和R. 3. 5. 2〜R. 3. 5. 5的要求。
R.3.5.2加强圈及其垫板(如使用)为主要部件,应符合R-2. 1的要求。加强圈可由板材制作,其 腹板与翼缘间的连接釆用双面交替间断焊。
R.3. 5.3罐壁纵缝处或加强圈接头处(见图RD应设i最小半径为19 mm的半圆孔。
R.3.5.4 所有角焊缝应最少焊两道。角焊缝的端部应离开半圆孔50mm,并向远离孔的方向施焊 (见图R-D=另一种方法是使焊缝连续地通过半圆孔,由半圆孔的一侧焊到另一侧。角焊缝上的所有 弧坑均应加以修补。
R.3.5.5加强圈相邻部分的任何接缝(如图R. 1所示)处,均应能提供所要求的组合惯性距。加强 圈对接焊缝,应全焊透、全熔合。加强圈的对接焊缝处可使用金属垫板。带垫板的焊缝,在半圆孔处 或其他焊缝端部均应具有光滑的外形。所有焊道应在半圆孔处或其他焊缝端部起焊。焊道重叠处,应 光滑连续。

注L另一种施焊方法详见R 3. 5.4。
注2:加强圈对接焊缝处允许采用垫板。
图R.1典型的加强圈焊缝详图
R. 3. 6.1 除应考虑R. 4, R. 5.1和R. 5. 2的载荷外,储液罐锚栓的设计,不论是单壁罐还是双壁罐
的内罐,均应满足R. 3. 6. 2〜R. 3. 6. 5的要求,
R.3.6.2锚栓应能适应由于温度变化引起的罐壁和罐底的位移。
R. 3.6.3宜考虑采用不锈钢锚栓材料,当釆用碳钢时应考虑腐蚀裕量。锚栓材料应符合R. 2. I对主 要部件材料的要求。
R. 3.6.4 平底储罐用锚栓,应按R. 3. 6. 4. 1 ~R. 3.6.4.3的要求进行设计。
R. 3. 6. 4.1当顶圈罐壁的最小厚度符合5. 10. 4的规定和图8 - 1型式a〜型式e以及图8 - 2型式h 和图8-2型式I要求时,锚栓应按业主提供和本标准规定的正常荷载进行设计。许用应力取值见 5. 11. 2. 3。
R.3.6.4.2当顶圈罐壁已加厚如图8-1型式f和图8-2型式g所示,或采用曲面过渡段时,锚栓 至少应按3倍罐内设计压力进行设计。其许用应力为锚栓材料规定最小屈服强度的90%。
R.3.6.4.3 作为R 3. 6. 4. 2的替代方案,业主可规定按正常情况进行锚栓设计(见R. 3. 6. 4.1), 同时提出紧急排气要求。
R.3.6.5 R. 3. 6. 4述及的基础设计荷载,见R. 10. 5. 3有关说明。
业主应给定设计金属温度和压力(内压和外压)、储存介质的容重、罐顶活荷载、风荷载、地震 荷载和腐蚀裕量(如果有)。保冷结构提供的荷载也应考虑。
双壁罐外罐的底、壁和顶,和内罐的底、壁和顶之间形成一保冷空间。该空间应保持微正压,要 求气密性。业主应给定内罐和外罐的设计金属温度和压力(内压和外压)、储存介质的容重、罐顶活 荷载、风荷载、地震荷载以及腐蚀裕度(如果有)。应考虑保冷层的静压力以及保冷层膨胀和收缩引 起的压力。
R.5.2设计荷载的组合
内罐应按内压、静液压、保冷层静压力、承压后罐壁膨胀致使的保冷层附加压力,以及内外罐壁 空间的清洗或操作压力等引起的最危险荷载组合进行设计。外罐应根据内外罐壁空间的清洗和操作压 力以及保冷层荷载、风荷载和罐顶荷载进行设计。
R. 5. 3外罐
R. 5. 3.1外罐底、壁和顶的最小公称厚度应为4. 75 mmO
R.5. 3.2 不与气态液化气接触的外罐底、壁和顶,当壁厚不超过9.5 mm时,可以采用单面搭接焊 或单面对接焊;任何厚度,均可采用不完全熔合和不完全焊透的双面对接焊。单面焊接应从外侧施 焊,以防腐蚀和潮气侵人。
R.5.3.3当与气态液化气接触时,外罐底、壁和顶应符合本际准对搭接焊或对接焊的有关要求。
本规定仅适用于储罐主要部件的焊接。次要部件的的焊接应符合本标准的基本规定.
R.6.1焊接工艺评定
R. 6.1.1焊接工艺评定应符合6. 7的要求。对主要部件(见R. 2.1),每种焊接工艺均应进行冲击 试验(表R. 1注2所述的304或304L不锈钢除外)。夏比V型缺口冲击试样应符合GB/T 229的规 定,应从焊接工艺评定试板或备用试板的焊缝金属和热影响区处截取。
R. 6.1.2焊缝金属冲击试样的纵轴应垂直于焊缝轴线,其缺口开设在焊缝金属上,且使缺口轴线垂 直于材料表面。试样的一个表面应基本上平行于材料表面,并在表面1.5mm〜2mm以内。
R. 6.1. 3 热影响区冲击试样,应尽可能靠近材料表面。试样应有足够的长度,以保证酸蚀后位于试 样中心的缺口能在热影响区内。缺口的轴线应大致垂直于材料表面,且应使试样的最终断口中有尽可 能多的热影响区材料。
R. 6.1.4冲击试验应在设计金属温度下,或经业主和承包商协商同意在低于设计金属温度的某温度 下进行。
R.6.L5 焊缝金属和热影响区的冲击功值应满足表R.2的要求。
R.6.2产品的焊接工艺
产品的焊接工艺和产品的焊接,应符合工艺评定的要求并满足下列限制:
a) 各焊层的厚度,应不大于工艺评定试验中采用的厚度。
b) 焊条或焊丝的尺寸和型号应一致。
C)额定的预热温度和层间温度应一致。
R.6.3 产品的焊接工艺
R. 6. 3.1对主要部件的对焊壳板,当需要按R. 6.1. WM定进行冲击试验时,应制备产品焊接试板 并做试验。产品焊接试板的数量应符合R 6.3.3和R. 6. 3. 4的规定,试验应满足R. 6. 3. 5的要求; 试板只能从与壳板炉号相同的钢板上截取。
R.6.3.2 焊接试板时应采用与罐壁板焊接接头相同的经评定的焊接工艺进行。焊接试板,不必从罐 壁焊接接头的延长部分截取,但其位置和主要参数应满足要求。
R.6.3.3 不同钢号应有不同的焊接试板,试板的厚度应能代表罐壳的所有厚度。厚度为£的试板, 能代表厚度为”2〜2:的罐壳板,但此规定不适用于小于16mm的罐壳。当罐壳板小于Mmm时,焊 接试板的验证范围为t~2t; 一般,其试板厚度可为最薄板厚度。
R.6.3.4 不同焊接工艺和不同焊接位置,应有不同的焊接试板,但手工立焊试板可以代表所有位置 的手工焊。圆筒形罐壁环向采用自动焊时,不要求制备焊接试板。
R. 6. 3. 5冲击试验和试验步骤,应符合R. 6. 1. 2〜R. 6. L 5的要求。
R-6.3.6经业主和承包商协商同意,当第一台储罐的产品焊接试板已满足本节的要求且时间未超过 六个月时,对在同一地点建造的其他类似储罐,应承认其冲击试验仍然有效。
R. 7.1.1除非另有要求,以下主要部件应为全焊透、全熔合双面对接焊:
a) 罐壁纵向和环向焊缝。
b) 环形边缘板间的连接焊缝(当全焊透、全熔合时,允许采用加垫板的単面焊)。
C)抗压圈和罐壁加强件自身的连接焊缝(当全焊透、全熔合时,允许采用加垫板的单面焊)。
d) 罐壁嵌入板的环周焊缝。
e) 罐壁与罐底的连接焊缝,当按R.8.2.3规定进行检漏时,允许采用双面角焊缝。
f) 接管和人孔颈与法兰的连接焊缝。
g) 接管、人孔和管件的对接焊缝,当不可能采用双面对焊时,允许采用保证焊透的单面对焊。
R.7.1.2 所有主要部件间的连接角焊缝最少应焊两道。
R. 7.1.3 经业主同意可采用活套法兰。
R.7.2主要部件上接管的焊接
主要部件上的所有开孔接管均应全熔合、全焊透。开孔接管允许的焊接型式如图8-1型式a, 型式b,型式C和图8-2型式g,型式h,型式m和型式。所示。.
R.7.3焊后消除应力热处理
R.7. 3.1在主要部件中,所有开孔接管均应插入壁板或加厚的嵌入板内,除非能满足下列条件之一 者除外。在安装前,其焊接组合件应做消除应力热处理。
a) 壁板的设计应力未超过板材最低抗拉强度的10⅜o在这种低应力下,开孔已得到补强。
b) 当母材和焊接接头的神击试验已满足R- 2.1. 2和表R. 2的要求,即壁板厚度小于16 mm时, 对于任何直径的接管和壁板厚度小于32 mm,接管外径小于323. 9 mm时,开口接管不做应 力消除的厚度应满足5. 25.3的规定,即厚度不应大于(O. (X)85D+10. 5) mm。
C)结构如图8-2型式图8-3型式0-2、型式。-3和型式。-4所示的锻制开孔补强 件。
R.7.3.2次要部件和主要部件一样,也应遵循5. 25关于应力消除的规定。
R.7.3.3当釆用TMCP工艺生产的板材,其焊后热处理试样应显示:当该材料经消除应力热处理 后,力学性能仍能满足要求。
R.7.4接管和焊缝的间距
在主要部件中,壁板上的所有开孔接管均应符合R.7. 4. 1~R. 7. 4. 3关于角焊缝和对接焊缝的间 距要求。
R. 7. 4.1增厚嵌入板周边的对接焊縫或补强板周边的角焊缝,当该焊缝质在壁极与相邻壁板组焊前 未进行消除应力热处理时,离开罐壁对接焊缝的距离至少应大于仲倍罐壁厚度且不小于30Otnrn;在 已进行应力消除的情况下,该周边焊缝到罐壁对接纵向(经向)焊缝的间距应至少为15Omm,到环 向(纬向)焊缝的距离应至少为75mm,且均不应小于罐壁厚度的3倍;这些规定也适用于罐底与罐 壁的连接焊缝。当另有规定时,嵌入板或补强板可延伸到罐底且与罐底罐壁的连接焊缝相接。上述开 口处消除应力的要求不适用于底板或环形边缘板焊缝.
R.7. 4.2圆筒形储罐相邻圈板的纵向焊缝,包括抗压圈部位的纵向焊缝,其最小距离为300mm。
R. 7. 4. 3抗压圈上的径向焊缝离开任何垂直焊缝的距离不应小于30Ommo
R.7.5焊缝的磁粉或液体渗透检測
对下述主要部件的焊缝应进行表面检测。碳钢用磁粉法(见7.15.2),不锈钢用液体渗透法(见 7.15.4);如需要应力消除,应在应力消除处理之后,充水试验之前进行,
a) 未1()()%射线检测的纵向和环向对接焊缝。
b) 圆筒形底圈罐壁与环形边缘板的连接焊缝。
C)所有未经100%射线检测的开孑L接管焊缝,包括开口接管、人孔接管及其与法兰的连接焊缝。其检 测部位除焊缝表面外也包括根部焊道和焊接进程中每12. 5 mm厚熔敷金属处(见5. 27」1)。
d) 所有附于主要部件上的加强件、抗压圈、支耳以及其他各种非承压部件的连接焊缝。
e) 所有保留垫板的焊缝,也应在熔敷完最初两层金属后进行此种检测。
R.7.6 钢板对接焊缝的射线检测或超声检测
主要部件的对接焊缝,应经射线检测或超声检测.当“检测” 一词出现在R. 7.6时,应该被理 解为射线检测或超声检测。检测范围按R 7. 6. 1~R. 7. 6. 6的规定。
R. 7. 6.1 当罐壁板对接焊缝所承受的垂宜于焊缝的最大实际操作薄膜拉应力大于板材规定最小抗拉 强度的0.1倍时,应100%检测。
R. 7. 6. 2当罐壁板对接焊缝所承受的垂直于焊缝的最大实际操作薄膜拉应力不大于板材规定最小抗 拉强度的0. 1倍时,应按图R. 2的要求进行检测。
R. 7. 6. 3增厚的嵌入板周边的对接焊缝,应100%检测,但不包括平底储罐底板处嵌入板的连接焊 缝。
R.7.6.4罐壳上的所有T型焊缝,除能被基础均匀支承的平底外,均应检测。但不包括平底罐罐壁 与底板的连接焊缝。底片的最小尺寸要求如图R2所示.
R. 7.6.5环形边缘板25%的径向对接焊缝,最少应做15Omm长的局部检测,其位置应在罐壁下面 环板外缘处。
R.7.6.6 除遵守5.26.4.3规定外,对抗压圈25%的径向对接焊缝,最少应做15Omm长的局部检 测。
R.7.7管线对接焊缝的射线検测
R- 7. 7.1 在1. 2. 2规定界限内包括双壁罐环形空间的管线和管件的对接焊缝,应按照R. 7. 7. 2~ R- 7. 7. 5的要求做射线检测。
R. 7. 7. 2除管径不大手¢323. 9,无填充金属,且已按规定做过水压试验的焊管外,与储存液体接触 的管线的纵向焊缝,应Io0%射线检测。
R. 7. 7. 3除管径不大于≠457.2,无填充金属,且已按规定做过水压试验的焊管外,与蒸气接触的管 线的纵向焊缝,应1OO⅝射线检测。
R.7.7.4 所有管线环向焊缝的10%,应100%射线检测。
R. 7.7. 5管件的对接焊缝,应WO%射线检测。
R.7.8非受压部件
垫板、吊耳和其他不承受内压的部件,以及附于主要部件上用于安装使用和脚手架使用的临时支
繙壁项部∙
方框中的数字1〜4 与下述的注1~注4相对应
计算最大操作薄膜拉应力 大于板材额定最小抗拉强度 0. 1倍歯壁图板(见R. 7. 6.1)
计算最大操作薄膜
拉应力不大于板材 額定暈小抗拉弼度d 1 倍的It壁圈板(见R. L 6. 2)
75^ 中心线G
中心线
75



罐壁底部
注L应从每个焊工或自动焊机操作者焊接的不同型式和板厚的最初3m焊缝中取一个环向焊缝检测点,此后, 不再考虑焊工人数,在罐壁板每两条纵向焊缝之间取一个环向焊缝检测点.
注丄 应从每个焊工或自动娜L操作者焊接的不同型式和板厚的最初3m中取一个纵向焊缝检测点。此后,与焊工人数 无关,应在每条纵向焊缝上取一个焊缝检测点,
注3:此位置的纵向焊缝应IOo%检测。
注4:所有T型焊缝均应检测。
图R. 2圆筒形平底储雄罐壁対接焊缝的射线检測或超声检测要求
耳的焊缝,应按照R 6.1要求评定合格的焊接工艺进行焊接。安装用的支耳应去除,残留的焊缝应 磨平,然后通过磁粉检测。如去除支耳时钢板被损伤,应采用经评定的焊接工艺进行修复,然后磨 平。经修复的主要部件,其修复区应通过磁粉检测,对于次要部件的修复面积,应进行目视检査。
本节的规定,是对冷藏液体储罐的试验要求。(R9的规定适用于不与冷藏液体接触仅承受接近 大气温度的外罐)。
R.8.1 —般程序
对单壁罐或双壁罐的内罐,必须全面检査其气密性及结构的可靠性。除非R- 8.5另有规定,否 则充水试验应在整个储罐完工后保冷前完成。充水至设计液面,并向气相空间施加L 25倍设计压力 的气压。充水试验在储罐任何部位产生的薄膜应力,不应超过材料规定最小屈服强度的85%和最小 抗拉强度的55%.
R.8.2试验准备
储罐充水前,应完成R. 8. 2. 1〜R. 8. 2.5所述程序。
R 8. 2.1将某种溶液涂于罐底的所有焊缝处,并用一带透明盖的真空箱置于其上,真空试验用负压 值不应低于50kPa.
».8.2.2 将某种溶液涂于圆筒壁与罐底间全焊透和全熔合的连接焊缝处,并将一带透明盖的真空箱 置于其上,真空试验用负压值不应低于50kPao
R. 8. 2.3 如连接罐壁与罐底的角焊缝未完全熔合和未全焊透,应用0. 105MPa的空气压入内外焊缝 间的空隙中,并用某种溶液涂于内外侧焊缝上,以检测两侧焊饒是否泄漏。为确认压入的空气能到达 焊缝各部位,须在内外焊缝之间的环形通道上的某处,焊上一隔离堵头,并在靠近堵头的两侧,各焊 上一个与焊缝间的环道相通的小型管接头,一个接空气源,另一个接压力表。
R. 8. 2. 4 对罐底、罐壁和罐顶开孔处所有补强板,应用不小于0. 105 MPa的空气通入补强板内侧, 同时用某种溶液涂于焊缝处进行检查。试验后补强板上的试验孔应保留。
R.8.2.5 对罐底开孔,如不允许用压缩空气通入补强板内侧进行渗漏检査时,应将某种液膜涂于环 周填角焊缝处,并用真空箱进行检查。
R.8.3 充水试验’
在R. 8. 3. 1〜R. 8. 3.5的规定适用于充水试验的充水期间和充水之后。
R.8.3.1充水和排水时,储罐应与大气连通。
R.8.3.2 充水期间,在罐壁底部或环墙基础顶部或承台基础顶部,至少应设四个等距离的标高检测 点。当出现不均匀下沉或过大的均匀下沉时,应立即停止充水。然后根据对测取沉降量的评定决定是 否继续充水”
R.8.3.3 应充水到设计液面高度。如出现R.8.3. 2所述沉降情况,在继续充水前应采取适当措施 或者将设计液面降至实际最大充水高度。
R.8.3.4 充水后充气试验前,应紧固锚栓或锚带。
R. 8.3.5 目视检查所有罐壁焊缝以及罐壁和罐底角焊缝的严密性。
R. 8. 4充气试验
R.8.4.1 在水面以上空间施加L 25倍设计压力的空气。如果双壁罐的内罐顶部是不封闭的,则空 气压力仅作用于外罐,如此,内罐的水可以在充气试验开始前排空。
R. 8.4. 2 试验压力应保持
R. 8. 4. 3 将空气压力降至设计压力。
R.8.4.4 以某种液膜检査水面以上的所有焊缝,包括开孔周围的焊缝和管道焊缝。如事先已用真空 箱做过检査,可用目视险査代替液膜检查;但水面以上所有开孔周围的焊缝、所有管道焊缝和抗压圈 焊缝,包括罐顶附件和罐壁附件的连接焊缝,仍应进行液膜检查。
R. 8.4. 5在水面以上通入压缩空气校验压力泄放阀的开启压力;然后放出罐内的一部分水校验真空 泄放阀的开启压力.
R.8.4.6罐内水被排空而处于大气压后,再次检查锚栓(如有时)的紧固性。
R. 8.4.7在空罐内通人等于设计压力的压缩空气,检査锚栓(如有时)和基础,确定罐是否被抬 升。
R.8.5充水试验后的临时开孔
经业主书面确认,对于已进行充水试验且无渗漏的储罐,允许开设四个临时用孔,但该开孔应被 修复至原状。
R.8. 5.1用一块厚度和性能与开孔处壳体材料一致的圆形板镶入开孔处,并通过全焊透的对接焊相 连接。镶入板的直径不应小于61Omn1,且不大于1067Inmo
R.8.5.2镶入板不允许穿过任何壳体焊缝,且离开壳体焊缝,罐侧壁与罐底连接焊缝,以及附件的 连接焊缝的距离至少为W倍壳体厚度或者30Ommo
R 8. 5.3镶入板的周边对接焊缝应经1()0%磁粉检测和10()%射线或超声检测。需要进行液体渗透 检测的部位有根部焊道,清根后的背部表面,以及焊缝的内外表面。此外,焊接接头处还应通过真空 箱进行渗漏检醐。
气密试验应在保冷层安装前进行。
R. 9.1试验步骤
R.9.1.1 使内罐与大气相通(或使内、外罐压力保持平衡),并向内罐充入足够的水量以平衡外罐 气密试验时在内罐底部产生的举升力。
R. 9.1. 2将至少等于设计压力的空气充入外罐所包围的空间(但不得使内確或外罐因超压而产生过 大应力)。
R.9.1.3保持试验压力,用某种液膜全面检査外罐罐壁和罐顶上的所有焊缝和接管连接处(事先已 用真空箱检査者除外)。
R. 9.1. 4释放空气压力。
R 9.1.5 将压力为设计压力的空气充入外罐校验压力泄放阀,然后抽空外部空间至泄放阀所设定的 真空度校验真空泄放阀。
R. 10.1.1附录C叙述了在大气温度下操作的储罐基础所应考虑的各种因素。冷藏储罐基础的设计 则更为复杂,罐底需要保冷,基础的结冰和可能的霜冻影响以及为防止储罐被抬升设置锚栓等,均应 仔细考虑。
R. 10.1.1 一个合格的基础工程师除应具备储罐方面的知识外,为了正确的设计基础,通常还须对 地质情况进行详细调査,包括对土壤进行必要的试验。
R. 10. 2基础的型式
土壤性质、承载能力、预计的沉降量是选择基础型式的基本因素。凡是预计有较大沉降或粘土经 历长时间后可能连续被压实的场地,应考虑釆用桩支承台基础。当预计的沉降量在许可范围内,且土 壤具有足够承载能力的场地,通常可以釆用环墙基础,环墙内的材料应压实。环墙有两个作用,一是 将被压实的材料围集在罐底下面,二是当罐壁设置锚栓时提供有效重力阻止罐体由于内压和风荷载或 地震荷载引起的抬升。
R. 10.3基础的承载能力
基础应有效支承储罐本身及罐内充水至设计液面时产生的荷载。基础至少应按包括风荷载或地震 荷载在内的最危险操作条件进行设计。充水试验时,基础上的总荷载不应超过设计允许承载值的 125%O
R. 10. 4拾升力和向下的重力
设计环墙基础或混凝土承台基础考虑抬升力时,可减去罐壁和罐顶的金属自重、保冷层自重,抬 升力通过锚栓传递。此时的储罐应假定为空罐.
R. 10. 5对签础的抬升力
R. 10. 5.1按R. 10. 5. 2和RIo. 5. 3确定的抬升力,系用于确定环梁和基础的尺寸,而不是用于计 算锚栓的力。
R. 10. 5. 2 对于设计内压小于0. 007MPa的储罐,应按下列条件计算抬升力,取较大者。
a) L 5倍设计内压加罐壁和罐顶上的设计风荷载。
b) 设计内压加0. 0018MPa再加罐壁和罐顶上的设计风荷载。
R. 10. 5. 3 当设计内压不小于0. 007MPa时,抬升力应为1.25倍设计内压加罐壁和罐顶上的设计风 荷载。
R. 10. 5.4 当锚栓的设计满足R. 3. 6. 4. 2的要求时,基础应使能承受储罐被充液到设计液面时3倍 166
设计内压所产生的抬升力。按本节任何条件设计时,均允许考虑土壤和环墙垂直面之间的摩擦力及有 效液体的重量。
制造商应在储罐铭牌上按8. 1的要求标出所需数据。
R.11.2铭牌位置
铭牌应设置在储罐保冷层或保护壳外表面容易观察的部位。内罐铭牌上的内容只应与内罐有关。 双壁罐外罐的铭牌应靠近内罐的铭牌,其内容只应与外罐有关。
附录S (规范性附录) 奥氏体不锈钢贮罐
S.1.1本附录对奥氏体不锈钢地上贮罐的材料、制作、安装和试验提出了基本要求。贮罐材料限于 304, 304L, 316, 316L, 317, 317L 以及与其相对应的 0Crl8Ni9, OOCrI9NilO, 0Crl7Nil2Mo2, OOCrI7Nil4Mo2, 0Crl9Nil3Mo3, OOCrI9Nil3Mo3,但不包括衬里复合材料。
S.1.2本附录仅适用于贮存非冷冻介质的贮罐。贮存冷冻介质的贮罐见本标准附录Q。本附录对设 计金属温度没有特殊限制,设计金属温度取最髙操作温度,但不应高于1.1.2的规定。贮存非加热介 质的贮罐,设计温度取40°C,但应考虑由于贮存介质的放热反应,贮存温度可能会超过40∙Co
S.1.3本附录的宗旨是为石油业、化工业及其他用户提供安全可靠的液态储罐。
S.1.4本附录提供的最小厚度不包括任何腐蚀裕量。
S.1.5本附录提及的要求,仅为针对奥氏体不锈钢的特殊要求。未述及部分,仍应遵照本标准的基本 规定。
S.2材料
S. 2.1选择和订购
S. 2.1.1材料应按表S. 1选取。
S.2.1.2选择材质时须考虑其服务环境以及加工制作过程对材料性能的影响。所用材质也可由业主 指定。
表S.1不锈钢材料表
|
4C t⅛ |
无缝管或焊接管 |
锻 件 |
螺栓或棒材 |
|
¾⅛ 区 |
(注2、注6) |
(注2、注3) |
(注牝注5、注7) |
|
ASTM材料 | |||
|
A 240M, Type304 |
A213Mt Grade TP 304 |
A 182M, Grade F 304 |
A 193M, CIaSSl, GradeS |
|
A 240M) Type304L |
A 213Mr Grade TP 304L |
A 182M, Grade F 304L |
B8, B8A, and B8M |
|
A 240M, Type316 |
A 213Ml Grade TP 316 |
A 182MI Grade F 316 |
A 194Ml GradeS B8, |
|
A 240M, Type316L |
A213M, Grade TP 316L |
A 182Grade F 316L |
B8A, B8M, and B8MA |
|
A 240M, Type317 |
A213M, Grade TP 317 |
A 182MI Grade F 317 |
A 320M, GradeS B8r |
|
A 240M, Type317L |
A213M, Grade TP 317L |
A182M, GradeF 317L |
B8A, B8M, and B8MA |
|
(注D |
A 312M, Grade TP 304 |
A 479M, Type304 | |
|
A 312M, Grade TP 304L |
A479M, Type304L | ||
|
A 312M, Grade TP 316 |
A 479M, Type316 | ||
|
A312M, GradeTP 316L |
A 479M, Type316L | ||
|
A312M, Grade TP 317 |
A 479M, TyPe317 | ||
|
A312M, GradeTP 3項L | |||
|
A 358M, Grade 304 | |||
|
板 材 |
无缝管或焊接管 (注2、注6) |
|
A 358M, Grade 304L A358M, Grade 316 A358M, Grade 316L A 403M, Grade TP 304 A 403Mt CIaSS WP 316 A 403Mt CIaSS WP 316L A403M, CIaSS WP 317 A 403M, CIaSS WP 317L | |
|
中国方 | |
|
GB4237: 0Cr18Ni9 OOCrl 9N110 0Cr17Nil2Mo2 OOCrI7Nil4Mo2 0Crl9Nil3Mo3 OoCrl 9Nil3Mo3 |
GB13296: ()Crl8Ni9 OOCrI9Ni10 0Crl7Nil2Mo2 OoCrI 7Nil4Mo2 0Crl9Nil3Mo3 OOCrl 9Ni13Mo3 |
|
注1:除非业主另有要求,板材(带材)均应为1级表子 注L经业主和制造商协商,可采用碳素钢短节或锻制辛 的要求。 注土不允许使用铸造件。 注4:所有与贮存介质接触的棒材,均应热处理状态交1 注5;经业主和制造商协商,也可采用其他材质的螺栓。 注快大直径管,可用相同材质,相同厚度的板材卷制。 注7:螺栓和螺母,可用所列相同材质的棒材制作。 | |
|
锻 件 (注2、注3〉 |
螺栓或棒材 (注4、注5、注7) |
|
才料 ____________________ | |
|
JB4728: OCrISNi9 OOCrI9NilO 0Crl7Nι12Mo2 OClCrI 7Nil2Mo2 |
GB1220; 0Crl8Ni9 OOCrl 9NU0 0Crl7Nil2Mo2 OoCrI 7Ni12Mo3 0Cr19Nj13Mo3 |
|
旬质量,热处理状态交货。 去兰,但应考虐材料间的相容性,且应满足储存介质 | |
S. 2.1. 3外部构件(不包括壳、底、顶的开孔接管及其补强件),可以使用满足第2章所列标准要求 的碳素钢,但须考虑适当的防腐措施以及连接材料的不同性质。碳素钢附件(譬如脚手架,固定卡 等),不允许和罐的内表面相焊。
对于奥氏体不锈钢,不要求进行冲击试验。
业主应给定最高操作温度,但应不超过5- 2规定的12ΓCo
除非表S. 2另有要求外,按5.5.3规定执行。
表S.2单向拉伸许用应力值S15
|
材料牌号 |
最小屈服强度 MPa |
最小拉伸强度 MPa |
设计温度下的许用应力,MPa (注1、注2) | ||
|
90 °C |
12OeC | ||||
|
ASTM材料 | |||||
|
304 |
205 |
515 |
155 |
129 |
122 |
|
304L |
170 |
485 |
129 |
110 |
104 |
|
316 |
205 |
515 |
155 |
133 |
126 |
|
316L |
170 |
485 |
129 |
109 |
103 |
|
317 |
205 |
515 |
155 |
「 134 |
127 |
|
317L |
205 |
515 |
155 |
134 |
127 |
|
中国材料 | |||||
|
OCrI 8Ni9 |
最小屈服强度和最小拉伸强度分别见GB 4237、GB 13296、JB 4728和GB 1220, ½40Γ, 90r, 120OC下的许用应力,可参照ASTM相对应材料在不同温度下的许用应力和 常温下的屈服强度的比率确定O | ||||
|
OOCrWNilO | |||||
|
0Crl7Nil2Mo2 | |||||
|
OOCrI 7Nil4Mo2 | |||||
|
0Crl9Nil3Mo3 | |||||
|
OOCrI 9Ni13Mo3 | |||||
|
注1:中间温度的许用应力可采用插值法确定, 注2:许用应力取1/3的最小拉伸强度和3/4的最小屈服强度之较小值。 | |||||
许用压缩应力按5-5.4规定选取,但当冒≤0.0175时,如果材料在设计温度下的弹性模量小 于2 × IO5MPa,许用压缩应力应按其与2 X IO5 MPa的比值相应减小,如果其屈服强度小于205MPa, 则许用压缩应力按其与205MPa的比值相应减小。
S.3.4结构件和螺栓的许用应力
结构件的许用应力按表9选取。但当材料在设计温度下的屈服强度小于205MPa时,则许用应力 按其与205MPa的比值相应减小。
S.3.5圆筒形平底罐
不包括腐蚀裕量的底板最小厚度为5mm。
S. 3. 6 中间抗风圈
S.3.6.1无需加强的最大间距H∣,见5.10. 6.1 ,但当材料在设计温度下的弹性模量小于2 × IO5 MPa时,则Hl应按其与2 X伶MPa的比值相应减小。
S.3.6.2 按5.10. 6. 2确定圈板当量高度W”,当材料在设计温度下的弹性模量小于2 XlVMPa时, W”应按其与2 X BMPa的比值相应减小。
S.3.7抗压圈
当材料的屈服强度小于205MPa时,5.12. 4. 3中式(41)的数值103. 4应按该材料屈服强度与 205MPa的比值相应减小.
S. 3. 8盲板和法兰盖
S. 3. 8.1 5. 21中的许用应力值S,按表S. 3选取。
表S.3板制平焊法兰和法兰盖的许用应力
|
材料牌号 |
设计温度下的许用应力,MPa __ | ||
|
40oC |
90βC |
120sC | |
|
ASTM材料 | |||
|
304 |
140 |
115 |
108 |
|
3()4L |
117 |
99 |
93 |
|
316 |
140 |
119 |
112 |
|
316L |
117 |
97 |
92 |
|
317 |
140 |
119 |
114 |
|
317L |
140 |
119 |
114 |
|
中国材料 | |||
|
OCrl 8Ni9 |
140 |
115 |
108 |
|
OOCrI9N110 |
117 |
99 |
93 |
|
0Crl7Nil2Mo2 |
140 |
119 |
112 |
|
OoCrI 7Ni14Mo2 |
117 |
97 |
92 |
|
0Crl9Ni13Mo3 |
140 |
119 |
114 |
|
OOCrl 9Nil3Mo3 |
117 |
97 |
99 |
|
注1:中间温度的许用应力,可采用插值法确定. 注2;许用应力取0. 3倍最小拉伸强度和2/3最小屈服强度之较小值。 注3:中国材料在较高温度下的许用应力,系参照相对应的ASTM材料较高温度下的许用应力与常温下的许 用应力的比率确定的。 | |||
除非业主要求,无需进行5. 25规定的消除应力热处理。
S- 3.10按5. 27. 4. 5确定的4值,应按205MPa与材料在设计温度下屈服强度之比,按比例增加。 材料在较高温度下的屈服强度按表S.4选取。
为了避免或减少腐蚀,在制作过程中的每一个环节均应尽可能减少不锈钢与其他钢材的接触。下 面将述及主要注意事项。
S. 4.2储存
储存场地宜有顶盖,且远离烟气、盐水和其他污染源。室外存放时应注意排水和干燥。不锈钢材 料除不宜与其他钢材接触外,也不宜与含有氯化物的食品、饮料和油脂接触。
表S. 4屈服强度
|
材料牌号 |
设计温度下的屈服强度,MFa | ||
|
40 0C |
90βC |
120°C. | |
|
ASTM材料 | |||
|
304 |
205 |
170 |
163 |
|
304L |
170 |
148 |
140 |
|
316 |
205 |
178 |
170 |
|
316L |
170 |
145 |
138 |
|
317 |
205 |
179 |
170 |
|
317L |
205 |
179 |
170 |
|
中国材料 | |||
|
OCrl 8Ni9 |
205 |
170 |
163 |
|
()()Crl9Nil() |
170 |
148 |
140 |
|
0Crl7Nil2Mo2 |
205 |
178 |
170 |
|
OoCrI7Nil4Mo2 |
170 |
145 |
138 |
|
UCr19Ni13Mo3 |
205 |
179 |
170 |
|
(H)CrI9Ni13Mo3 |
170 |
145 |
138 |
|
注:中国材料在较高温度下的屈服强度,系参照与ASTM相对应材料较高温度下屈服强度与常温下屈服强 度的比率确定的。 | |||
表S. 5设计温度下的弹性模量
|
温度,笆 |
设计温度下的弹性模量,MPa |
|
40 |
193000 |
|
90 |
189000 |
|
120 |
186000 |
|
注:中国材料和ASTM材料取值一致。______________________________________ | |
S. 4.3.1不锈钢的热切割应采用等离子弧切割等适当方法。
S.4.3.2热切割后的热影响区内,其晶间可能会产生碳化馅,从而降低抗腐能力 此区域宜采用机 械方法去除,或者进行固溶处理。
S. 4.4成型
S. 4. 4.1不锈钢可冷成型、温成型或热成型,一般说来均不会带来不能被接受的损害。
S. 4. 4. 2冷成型时最大应变量宜不超过10%,且应充分考虑到成型后的回弹量。
S.4.4.3温成型指540°C至65IrC间的成型。对于3。4、316和317类材料,在此温度成型可能会产 生碳化铭。如果此种可能降低抗腐性能的状态不能被接受,则应进行固溶处理。采用温成型须经业主 同意。
S. 4.4.4允许釆用成型温度为900oC至120OoC的热成型O 172
S. 4. 4. 5不允许在650°C至9005C温度内成型。
S. 4.5清理
S. 4. 5.1成型后,应清除掉可能影响抗腐能力的表面污物,清除工作应按ASTM A380或其他业主 规定的标准进行。
S. 4. 5. 2清理工作完成后,应以不锈钢工具去除表面残渣以及焊接时遗留下来的飞溅物。
S. 4. 5.3如果业主要求,超厚的焊缝高度应磨削去除,磨削工具事先应未在其他金属上使用。
S. 4. 5.4化学清理
清洁剂应对不锈钢及其焊缝不产生有害影响,使用后应按有关规定进行处理。经清洁剂清理后的 表面应彻底漂洗和干燥。
S.4.6喷射除锈
如果要求喷射除锈,喷粒应为尖利的砂粒或铁及铁的氧化物含量小于2%的其他喷粒。钢丸或砂 粒应事先经过清洁处理。
S.4.7酸洗
经敏化处理的不锈钢,不允许使用硝酸和氢氟酸混合液进行酸洗。酸洗后应彻底漂洗和干燥。
S.4.8钝化
当要求钝化处理时,可采用硝酸或柠檬酸。经敏化处理的不锈钢,禁止使用氢氟酸混合液进行钝 化处理。
S. 4.9漂洗
S.4.9.I清理、酸洗或钝化处理后,应立即进行漂洗。
S. 4. 9. 2漂洗应使用洁净水,除非业主另有要求,在低于40°C时,水中氯化物含量不应大于 200mg∕L (200PPm),在不小于 40°C且低于 65°C时,不应大于 100mg∕L (IOOPPm)O
S. 4.9.3漂洗后,材料表面应彻底干燥。
S. 4.10焊接
S. 4.10.1可釆用6. 6. 2中述及的任何一种焊接方法,也可釆用等离子焊。镀锌材料和涂有富锌保护 层的材料,不允许直接与不锈钢相焊。
S. 4.10. 2填充金属的化学成分应与基体金属相匹配。当与碳钢相焊时,应釆用E309 (中国牌号和 AWS牌号一致)或更高合金含量的填充金属。
S. 4.11焊接工艺和焊工资格评定
评定奥氏体不锈钢时不需要做冲击试验。
S. 4.12焊后热处理
除非业主特别要求,不锈钢材料不做焊后热处理。
对于不锈钢,应以液体渗透检测代替磁粉检测。
S, 5. 2冲水试验对水质的要求
5.5. 2.1不锈钢材料与不洁净的水接触时,可能会引起坑蚀,锈斑,甚至裂纹。对水质的最低要求 如下:
a) 除业主另有要求,应采用饮用水,经处理后,游离氯含量不应低于0. 2mg∕L (0. 2ppm) 0
b) 水应洁净清澈。
C)水应无恶臭(不含硫化氢)。
d) PH 值为 6~8. 3。
e) 水温低于5()sC O
f)氯化物含量小于50mg∕L (50PPm)O
S. 5. 2. 2当采用饮用水进行充水试验时,停留时间不得超过21天。
S.5. 2.3当采用非饮用水进行充水试验时,停留时间不得超过7天。
S. 5. 2.3充水试验完成后,水应被全部排放并彻底干燥。当釆用非饮用水时,试验后应用饮用水充 分冲洗并彻底干燥。应特别注意:充水后不应产生坑蚀、裂纹或其他类似缺陷。
S.6标记
铭牌应按8.1. 3规定与罐侧壁连接。但不允许钎焊。
S.7附录
奥氏体不锈钢贮罐采用和不采用的附录如下:
a) 附录D被采用,但应遵守$2.1. 3的规定.
b) 附录E被釆用,但对于外部碳素钢支撑应遵守S.2.1.3的规定;对于内部支撑材料应满足本 附录的要求。
C)附录H不被采用;如果业主要求进行消除应力热处理,其操作过程须十分小心,不能因为热 处理而影响或改变不锈钢的性质。
d) 附录Q不被釆用。
e) 附录R不被采用。
f) 未提及的附录,一律无条件釆用。
附录U
(规范性附录) 用超声检测代替射线检测
本附录提供了为5. 26, R7. 6和Q7. 6所允许的采用超声检测焊接接头的细则。使用范围为两相 焊元件的较薄侧厚度不小于IOmmO
U.2.1资料*指相关的图和文字。
U.2.2评价:指对波形显示做出解释后,对其是否符合验收标准进行确定。
U.2.3伤(缺欠):指焊接接头的一种不完善、不连续,它可能是也可能不是有害的。如果是有害 的,被称作缺陷。
U.2.4缺欠的类别;分表面缺欠和内部缺欠,但表面缺欠不仅指表面已开裂的缺欠。
U.2.5缺欠特征:指缺欠的尺寸、位置和形态。尺寸和位置按4. 6. 3规定检测「形态的确定有时需 借助 MT 和 PT (见 U.6.6.2)。
U.2.6指示:是在检测中需要对其重要性做出解释的响应或形迹。
U.2.7解释:是确定指示是相关指示,还是非相关指示或假指示。
U.2.8核査;指U. 6.1和U. 6. 2为解释工作所进行的活动。
U.2.9记录:指将超声检测数据录入电子文件。
U. 2.10异常界面:指当超声束与其遭遇时,由于声阻抗的明显变仙部分能量被反射回来的界面。 注:未给出的定义,详见GB/T12604.L
U. 3.1检测范围至少应为焊缝金属加其两侧各25mm或其两侧各自的厚度。
U.3.2 —般当用与计算机相连的自动超声检测,当位置不允许时,也可釆用手工超声检测。
U.3.3检测或扫描工艺,其内容应包括发射器位置及运动轨迹和检测范围,它应是标准化的可重复 的工艺。对于扫描,还应包括超声束的方向和角度,以及对每一焊接接头的检测区域。该工艺应能按 业主要求,适当改变。
U.3.4 检测数据
a) 自动监测数据应计入电子文件。
b) 手工监测数据应有文字报告.
U.3.5检测应按业主批准餉书面程序进行,且应符合JB 4730的有关规定*
U.3.6检测应覆盖全部焊接接头。采用脉冲反射波检测表面缺陷时,对扫描时间宜进行必要的限 制。检测表面缺陷和内部缺陷所釆用的试块,应满足U.4.3的要求。
U.3.7若采用同样设备检测奥氏体金属焊缝,确定缺欠长度是可行的,确定缺欠高度则欠准确。对 于此种情况,允许的缺欠长度和高度,见表U.2。
超声检测人员的资格评定,按GB/T 9445的规定执行。
U. 4. 2资格证书
按GB/T 9945评定合格并持有证书的人员,其证书应获得业主、承包商及其雇佣机构的认可。
U.4.3人员实践能力的考核
超声检测操作人员和分析人员,首先应按U.3.2所述及的设备,按U 3. 5所述程序进行培训, 之后应采用标准试块进行实践能力考核。考核细则由业主和检测机构协商确定,但至少应包括下列内 容;
a) 试块应包括表面缺欠和内部缺欠,以及缺欠群(见U.6.5)。缺欠是否被允许,执行表U. 1 或表U. 2的规定。
b) 检测内容包括寻査、定位、分类、绘制图线、特征描述及解释(见U.6述及的内容)。
C)考核标准应为误判率,即把允许缺欠判为不允许缺欠,或把不允许缺欠判为允许缺欠的比率。
d)考核应由第三方主持或业主主持。
U.5.1最终结果应经过具有三级资格人员的评审。评审内容应包括:
a) 审查监测数据。
b) 解释。
C)对指示进行评价。
U.5.2可釆用的另一种方式;数据的获取和初步解释由二级资格人员担任,最终解释和评价由三级 资格人员担任。
在异常界面处的反射波高超过参考线20%者,应进行核査;检测岀的缺欠长度大于。.4倍表 U. 1或表U. 2允许接受长度者,应进行核查。核査后应说明,此缺欠是否来自U. 6.2述及的原始冶 金状态或几何形状偏差;如果该指示不属于几何指示(见U. 6. 2.1),则应按表U. 1或表U. 2确定是 否可以被接受。
U.6.2几何形状及冶金状态解释
解释指示是否来自材料的原始冶金状态和几何形状偏差。
U-6. 2.1确定指示是否来自表面几何偏差(譬如焊缝的加强余高或根部形状偏差),或来自材料原 始冶金状态可以被看作几何偏差的缺欠。反映几何偏差的指示称为几何指示。
a) 对几何指示无需按U. 6.3和U. 6. 4确定缺欠的尺寸和缺欠的类别。
b) 对几何指示无需按表U. 1或表U. 2进行判断。
C)其最大指示幅度和位置可记录备査。
U. 6. 2. 2描述几何指示的步骤:
a) 说明按检测程序检测出的指示所涉及的面积。
b) 核实所指示的缺欠位置。
C)核对相关制造工艺和焊接详图。
U.&2.3可釆用下述方法对几何指示进行进一步确认。譬如改变超声波束的角度,射线透照,绘制 内外表面轮廓图。
U.6.3缺欠尺寸
U.6.3. 1可釆用与计算机相连的自动监测技术,也可采用手工超声检测技术确定缺欠尺寸。
U.6.3.2缺欠尺寸以一个能包容全部缺欠的矩形面积表述,其长度方向与承压件的金属表面平行, 高度方向与金属表面垂直。
当缺欠高度的边缘与金属表面的距离小于缺欠高度的一半时,被定为表面缺欠,其边缘距金属表 面的距离也应计入缺欠的高度。
U. 6. 5缺欠群
U.6.5.1当两个或多个不连续缺欠沿同一方向,且其相邻距离不大于13mm时,应视为一个缺欠。
U.6.5.2如果两个沿焊缝轴线呈直线排列的缺欠,且其间距小于两倍较长缺欠的长度时,应视为一 个缺欠。
U. 6.5.3如果两个缺欠沿金属厚度方向排列处于同一垂直平面内,且其间距小于较大缺欠的高度, 应视为一个缺欠。
V. 6.6可接受的缺欠尺寸
检测人员判定为裂纹等危险性缺陷时,无论其尺寸大小,均不应被接受。
U.6.6.1可接受缺欠一览表
按U 6. 3, U. 6.4和U.6.5确定的缺欠,按表U. 1或表U. 2进行判断。
U. 6. 6. 2表面检测
超声检测确定的表面缺欠,可能贯通至表面,也可能未贯通至表面。除非超声检测能确认该缺欠 未贯通至表面,否则应按5. 15.2或5. 15.4通过MT或PT进行辅助检测。通过MT或PT检测出的 任何平面缺欠,无论其长度大小,一律不应被接受。
所有经修理的面积,外加焊缝两侧各25mm或其厚度t的范围,均需按本附录的要求,重新进行 检测。
表U.1可被接受的缺欠(一般讲,适用于所有材料}
|
可被接受的缺欠长度L, mm | ||||||||
|
接头厚度f mm |
表面缺欠b . 缺欠高度矶mm |
内部缺欠 缺欠高度h, mm | ||||||
|
2 |
2.5 |
3 |
2 |
3 |
4 |
5 |
6 | |
|
10≤≤13 |
8 |
8 |
4 |
14 |
5 |
4 |
不允许 |
不允许 |
|
13<≤19 |
8 |
8 |
4 |
38 |
8 |
5 |
4 |
3 |
|
19<z≤25 |
8 |
8 |
4 |
75 |
13 |
8 |
6 |
5 |
|
25<∕≤32 |
9 |
8 |
4 |
IOa |
20 |
9 |
8 |
6 |
|
32<≤38 |
9 |
8 |
4 |
125 |
30 |
10 |
8 |
8 |
|
38<≤44 |
9 |
8 |
4 |
150 |
38 |
10 |
9 |
8 |
|
& £为包括加强余高的焊缝厚度或基本金属厚度,对于对接接头,当焊缝两侧基本金属厚度不同时,,取较 厚侧的厚度. b对于表面缺欠,必要时尚应通过U.6.6.2规定的MT或PT检测。 | ||||||||
表U. 2可被接受缺欠的另一标准'(适用于304, 316, 317类不锈钢和韧性满足附录Q 要求的铝材,以及韧性满足表U.3要求的9%镣钢)
|
接头厚度她 mm |
缺欠长度丄 mm |
表面缺欠高度明 mm |
内部缺欠高度h mm | |
|
准则1 |
所有厚度U) |
12 |
50% t |
50% £ |
|
准则2 |
所有厚度(D |
18 |
25%扌和6. 5mm之较小者 |
50 ⅞ F和9mm之较小者 |
|
注:满足本表准则1或准则2要求者,均应视为可接受的缺欠。_________________________ | ||||
|
fl如果使用本表提供的判据,对于9%镣钢,Q-2. 2. 2要求的基本金属横向冲击韧性值,以及QM. 2. 5和 Q 6.6. 5要求的焊缝金属和热影响区的冲击韧性值,均应满足表U. 3较高的新要求。 h £为包括加强余高的焊缝厚度或基本金属厚度,当焊缝两側的基本金属厚度不同时,*取较厚侧的厚度。 C被接受的表面缺欠,除应满足本表的要求外,还应满足U∙6∙6.2规定的MT或PT对缺欠形态的限制。 | ||||
U. 8文件
对于不可接受缺欠,应按U. 3. 4规定,给出包括有关数据的文件或报告;对于可采用缺欠,当 其尺寸接近不被允许的临界尺寸时,也应将其有关数据列入文件或报告。
表U.3裏U.2要求的9%镣钢的冲击韧性
|
试件尺寸 mm |
横 |
向 |
|
三个试件的平均值. J |
仅一个试件的最小值 J | |
|
IOXIO |
50 |
40 |
|
10× 7.5 |
38 |
30 |
|
ɪ |
____ζ →: |
ɪ-- A 广 —J- F — |
-j k -J------- |
* | |||
共3孔
'孔探最小L 5 in
上下两槽对称
曇小3 丁


|
焊缝厚度' |
试块厚度 |
孔 径 |
槽_______ |
|
Z≤l in |
3/4 in 或 1 |
3/32 in |
宽:1/8 in〜1/4 in |
|
1 in≤Z≤2 in |
3/2 in 或 t |
1/8 in |
深:2⅛T或0∙(Min之较大值 |
|
2in≤≤4 in |
3 in 或* |
3/16 in |
长:最小2 in • |
注:本附录为APl Std 620 2004年补遗版新增加的附录(结合国内情况有少量非实质性变动),其所釆用的探测 方式,特别是缺欠是否可以被接受的标JB 4730有诸多不同。
图Ul超声检測焊接接头用标准试块图(英制尺寸试块,供参考)
国内最低日平均温度低于-20°C的气象台站及数据摘要见表V. 1.
|
地 名 |
气象台站位置 |
最低日平均温度 OC | ||
|
_____x⅛_____ |
东经 | |||
|
黑 龙 江 |
爱辉 |
5O°15, |
127°27' |
-36. 1 |
|
伊春 |
4703' |
128054, |
-37. 0 | |
|
齐齐哈尔 |
47°43, |
123°55, |
-32. 0 | |
|
鹤岗 |
47o22, |
130o20, |
-30. 0 | |
|
佳木斯 |
46°49, |
130o17, |
-33. 7 | |
|
安达 |
46o23' |
125°19, |
-33.7 | |
|
哈尔滨 |
45°41, |
126°37, |
-33. 0 | |
|
牡丹江 |
44o34f |
Ig6' |
-31.0 | |
|
吉 林 |
吉林 |
43057f |
126a58, |
-33.8 |
|
长春 |
43c54r |
125°13z |
-29.8 | |
|
通辽 |
43036, |
122"' |
-25. 1 | |
|
延吉 |
42053, |
129'28' |
-25. 7 | |
|
通化 |
4104√ |
125°54z |
-29.7 | |
|
辽 宁 |
赤峰 |
42°16/ |
118 勺 8' |
-24. 7 |
|
沈阳 |
4Γ46z |
123o26' |
-24. 4 | |
|
丹东___ |
40°03; |
124 W |
-20. 7 | |
|
疆 |
阿勒泰 |
47°44^ |
88°05, |
-39. 1 |
|
塔城 |
46a44l |
83°OOf |
-33. 3 | |
|
克拉玛依 |
45°36, |
84°5If |
-32. 8 | |
|
伊宁 |
43°57, |
8Γ20z |
-34. 0 | |
|
乌鲁木齐 |
43°47, |
87°37f |
-33. 3 | |
|
哈密 |
42049, |
93勺 |
-26.4 | |
|
铁干里克 |
40°36z |
87o42z |
-22. 5 | |
|
甘 肃 |
老东庙 |
42°13' |
10Γ22, |
-30.2 |
|
酒泉 |
39'46「 |
98°3f |
-23-3 | |
|
宁夏 |
银川 |
38°29f |
IMl3' |
-24.9 |
|
青 海 |
西宁 |
36o37f |
101α46r |
-20. 3 |
|
格尔木 |
36°25, |
94 W |
-23. 3 | |
表VI (续)
|
地 名 |
气象台站位置 |
最低日平均温度 OC | |
|
_____x⅛_____ |
东经 | ||
|
陕西 榆林 |
38" 4’ |
109°42, |
-25. 7 |
|
海拉尔 |
49o13, |
119o45f |
-42. 5 |
|
乌里雅斯太 |
45°3f |
116°58, |
"32.0 |
|
内 锡林浩特 ⅛ _________ |
43°57; |
116°04f |
-32. 5 |
|
蒙 古 二连浩特 |
43°39' |
112OOOr |
-34. 5 |
|
虎勒盖尔 |
43o12, |
106°00, |
-25. 9 |
|
__呼和浩特 |
40°49, |
l∏041, |
-21. 6 |
表W. 1给出了本标准与API Std 620: 2002的技术性差异及其原因。
|
本标准的 章条编号 |
技术性差异 |
原 因 |
|
目录 |
删除API Std 620: 2002 i录中图、表部分 |
遵循GBl. 1的规定 |
|
1. 2 |
将 API Std 620: 2002 的 Ll 及 1一 3 合并 |
按中国标准习惯编制______ |
|
2. 1 |
增加国内规范性引用文件 |
适合我国目前工程上的需要 |
|
2, 2 |
国外规范性文件中删除了 CAS、ISo标准以及后文中相关内容 |
CSA G40. 21-Mi ISO630 不常使 用,省略 |
|
和 3. 8 |
增加业主、承包商的定义 |
适合我国目前工程上的需要,便 于对本标准理解 |
|
3. 6 |
删除APl Std 620= 2002的3. 4的内容,变更为:“焊接术语定义 见 GB/T 3375M |
简化标准,与我国焊接术语统一 |
|
4.2. 1. 2 |
最低日平均环境温度的确定由按API Std 620; 2002图4 - 1改为 按建罐地区气象资料或附录V确定 |
原环境温度图为美国环境温度图 |
|
表1 |
增加内容:“表1中国钢板标准及最低技术要求”_________ |
适合我国目前工程上的需要 |
|
表2 |
删除 APl Stcl 620: 2002 表 47 中的 CSA G40. 21 - M, IS0630 的 内容’并删除本标准中与CSA 0. 21 - M, 1SO630有关的相应内容 |
CSA G40. 21 - M、ISO630 不常使 用,省略 |
|
4. 2. 3, 2 |
增加中国钢板标准 |
适合我国目前工程上的需要 |
|
4. 2. 4. 1 |
删除“平炉”冶炼法 ’______________________ |
“平炉”冶炼法目前已被淘汰 |
|
4. 2. 4. 1 |
增加“注:使用钢板 Q235 - A. F, Q235 -A, FQ235 - B, Q235 -C等非容器钢板时,钢板的厚度负偏差应按相应的标准,且确定 板厚时,应考虑厚度负偏差。” |
完善标准 |
|
4. 2. 5. 1 |
增加选用中国钢板时,低温冲击试验的要求 |
适合我国目前工程上的需要 |
|
4. 2, 5. 3 |
将冲击试验标准ASTM A370A改为GB/T 229 |
适合我国目前工程上的需要 |
|
注IU |
将金属材料进行低温冲击试验的温度界限值由-28βC改为- 20X: |
接管、法兰、锻件等材料切釆用国内 材料标准,为与国内其他标准的统一, 便于使用澈温度界限值定为-20Γ |
|
4. 3 |
取消了傅件及相应材料标准_________________ |
很少使用___________ |
|
4.3. 1 |
将国外钢管标准改为我国钢管标准,增加表3 “无缝钢管使用范 围'',并删除原国外钢管的有关内容 |
适合我国目前工程上的需要 |
表W.1 (续)
|
本标准的 章条编号 |
技术性差异 |
原 因 |
|
4. 3.3 |
增加国内法兰标准:GB∕T9112, HG 20592和HG 20615,并保留 目前国内普遍采用ANSI B16. 5法兰标准 |
适合我国目前工程上的需要 |
|
4.3.4 |
将国外锻件标准改为我国锻件标准,增加表4 “低合金钢锻件使用 状态及最低冲击试验温度” |
适合我国目前工程上的需要 |
|
4. 3. 5 |
删除API Std 620; 2002中4. 3.5及图4-2.图4-3的内容,按 照国内材料标准要求对接管、法兰、锻件等提出了冲击韧性要求 |
与中国标准统一,便于使用 |
|
4. 4 |
将国外螺栓标准改为我国标准,增加表5 “螺栓、螺母材料使用范 围“ ______________ |
适合我国目前工程上的需要 |
|
4.5 |
将国外结构钢标准改为我国标准 |
适合我国目前工程上的需要 |
|
表6 |
增加中国材料纯拉伸的最大许用应力值____________ |
适合我国目前工程上的需要 |
|
5. 5. 4. 2 |
API Std 620: 20。2 中公式:Sa = 1800000 [(t~c) /Rj (lb∕in2) 修改为:StS = I2410. 5 [ (Z-C) /RJ (MPa) |
采用国际单位,对API Std 620: 2002中的公式进行了修改 |
|
5. 5. 4. 2 |
APl Std 620: 2002 中公式:&二 10150+277400[(h Q∕R] (lb∕in2) 修改为:SCS - 70 + 1912. 6 [ (t-c) ∕R} (MPa) |
釆用国际单位,对APl Std 620: 2002中的公式进行了修改 |
|
5. 5. 4. 2 |
APl Std 620: 2002 中公式:Sa = 15000 Clb∕in2 ) 修改为:SM = IO3. 4 (MPa) |
采用国际单位,对APl Std 620: 2002中的公式进行了修改 |
|
5. 5. 4,3 |
APT Std 620: 2(X)2 中公式I Sa IOOOOOO ECi-C) ∕R] (lb∕in2) 修改为:SCa = 6895 E (LC) ∕K] (MPa) |
采用国际单位,对APl Std 620: 2002中的公式进行了修改 |
|
5. 5. 4. 3 |
API Std 620: 2002 中公式:Sa = 5650 + 154200[(i-c)∕J?] (lb∕in2 ) 修改为;Sta = 39 + 1063 E (J-C) /RJ (MPa) |
采用国际单位.对API Std 620: 2002中的公式进行了修改 |
|
5. 5. 4. 3 |
APl Std 620 : 2002 中公式* SL =8340 (lb∕in2) 修改为:Sα, = 57. 5 (MPa) |
采用国际单位,对API Std 620: 2002中的公式进行了修改 |
|
5. 10.3.5 |
API Std 620: 2002 中公式i £ =匕,T弔学÷c Cin) 修改为:L J(I";*罕)JR「+e (mɪn) |
釆用国际单位,对APl Std 620: 2002中的公式进行了修改 |
|
5- 10. 3. 5 |
API Std 620: 2002 中公式:t = ^^~+c (in) 修改为:t= "MF +。 (Tnn^ OJ |
釆用国际单位,对API Std 620: 2002中的公式进行了修改 |
|
5. 10. 3. 5 _ |
APl Std 620: 2002 中公式:L(TZl^o訐)十。 (i∏) 修改为:£=(广[)?:T ) +c <mm) |
釆用国际单位,对API Std 620: 2002中的公式进行了修改 _ |
表W.1 (续)
|
本标准的 章条编号 |
技术性差异 |
原 因 |
|
5. IO- 3.5 |
~rf API Std 620: 2002 中公式:t - C,ɔ λγ. + C CLn) Tz 修改为:Z二系3& (mm) 5o. 5 |
釆用国际单位,对APl Std 620: 2002中的公式进行了修改 |
|
5. 10. 3. 5 |
API Stcl 620: 20。2 中公式: 夕-0)+ ?77400 (Lr)' _ ɪ/ + ɑ &ʃw R 修改为,1776 (LC) $1911«_)=宀(&, IX |
采用国际单位,对API Std 620: 2002中的公式进行了修改 |
|
5. 10.3. 5 |
API Std 620: 2002 中公式:565° (LC) g,54200 (Lb = 丁, 修改为:989 (LQ §1062(7 =亍 K |
采用国际单位,对APl Std 620; 2002中的公式进行了修改 |
|
5. 10. 6. 1 |
APl Std 620: 2002 中公式:Hl=6 (IOOi) ”(W) (ft) 修改为:Hl = 9, 46M J(咅) (m) |
采用国际单位,对API Std 620; 2002中的公式进行了修改 |
|
5. 10.6.6 |
API Std 620: 2002 中公式:z = 0. OOolr)2H. (in3) 修改为:ir = 0.058L^⅛ (M) |
釆用国际单位,对API Std 620: 2002中的公式进行了修改 |
|
5. 12. 4. 3 |
API Std 620: 2002 中公式I AC = Q/15000 或 Q∕SlsE (in2) 修改为:4 二 @1()3. 4 或 QZStAE Cmm2) |
采用国际单位,对API Std 620: 2002中的公式进行了修改 |
|
5. 12. 5. 8 |
APl Std 620 : 2002 中公式:3 =⅛SS = 土 OXIH警 Cin4) 修改为:ZI =1∙4t⅝^"7.2X10^gt^ (mm4) ILk K |
采用国际单位,对APl Std 620: 2002中的公式进行了修改 |
|
5. 19. 2b) |
增加标准SY/T 0510 |
适合我国目前工程上的需要 |
|
5. 19.3. 1 |
APT Std 620: 2002 中 5. 20, 4 改为 5. 20. 5 |
认为原文有误 |
|
5. 21.2.5 |
API Std 620: 2002 中公式;Z = ^l + c (瞄 修改为:f- 5- 7Q^1 + λJ 1 + J + C (mm) |
采用国际单位,对APl Std 620; 2如2中的公式进行了修改 |
|
5. 21.2, 5 |
APl Std 620 : 2002 中公式:LQ卩+”上 +,(C^B)百]+ɛ (诊), 修改为: q∙7Q[i+"l + ci∙5 馈8色]+° <mm) |
采用国际单位,对API Std 620: 20U2中的公式进行了修改 |
|
5.21.2.6 |
API Std 620: 2002 中公式:t = + C (in) 修改为:4⅛∕7^+c (Tnra) |
采用国际单位,对APl Std 620: 2如2中的公式进行了修改 |
|
5.22. 1. 1 |
增加标准GB/T 3375 |
适合我国目前工程上的需要 |
表W. 1 (续)
|
本标准的 章条编号 |
技术性差异 |
原 因 |
|
5. 27.4. 5 |
APl Std 620: 2002 中公式:t∖> = + 2fθ GIl) 修改为S=描爲+西知如 (y) |
釆用国际单位,对APl Std 620: 2002中的公式进行了修改 |
|
6. 5. 2. 1 |
增加罐壁最大垂直度偏差上限值(50mm) |
参照 GB 128 和 SH/T 3537 |
|
6. 5. 2. 2 |
将APl Std 620: 20()2中6. 5. N 2改为”“⅞∙圈壁板的垂直度偏差不 应大于该圈壁板高度的0・3%,底圈壁板的垂直度偏差不应大于 3mm;铝板的垂直度应满足GB 3193或ANSl H35. 2规定的平面 度公差的要求....... |
参照GB 128 |
|
6. 6. 1. 1 |
将APl Std 620: 2002中ASME焊接工艺标准改为JB 4709 |
适合我国目前工程上的需要 |
|
6, 7. 1 6. 7.2 |
将焊接工艺评定标准由ASME规范改为JB 4708 |
适合我国目前工程上的需要 |
|
6. 8. 1 |
将焊工资格的考核评定执行标准由ASME规范改为GB 50236和 《锅炉压力容器压力管道焊工考试与管理规则》 |
适合我国目前工程上的需要,便 于实施 |
|
6. 9. 1.4 |
将“均应按ASME规范,第IX篇评定合格的角焊或对焊程序进行” 更改为“均应按评定合格的焊接工艺进行” |
标准前后统一 |
|
6.18. 2c) |
将 APl Std 62(1: 2002 中 6. 18. 2. 3 和 6. 18. 2. 5 合并 |
简化标准 |
|
7. 2. 2 |
将API Std 620: 中7. 2.2改为:“检验员是业主的代表,…” |
与我国国情相适应_______ |
|
7. 15. Il 1 |
将射线检测的方法和验收标准由ASME规范改为JB 4730 |
适合我国目前工程上的需要 |
|
7. 15. 1.3 |
将射线验收标准由ASME规范改为JB 4730 |
适合我国目前工程上的需要 |
|
7. 15. 1.6 |
将无损检测人员考核评定资格执行标准由ANST SNT-TC-IA 改为 GB/T 9445 |
适合我国目前工程上的需要 |
|
7. 15.2 |
将磁粉检测的方法和验收标准由ASME规范改为JB 4730 |
适合我国目前工程上的需要 |
|
1. 15.3. 1 |
超声波检测增加JB 4730 |
适合我国目前工程上的需要 |
|
7. 15. 3. 2.2 |
将超声检测的方法由ASME规范改为JB 4730 |
适合我国目前工程上的需要 |
|
7. 15.3. 2.3 |
将超声检测人员考核评定资格执行的标准由ANST SNT-TC-IA 改为 GB/T 9445 |
适合我国目前工程上的需要 |
|
7. 15. 3.4 |
增加超声波验收标准 |
适合我国目前工程上的需要 |
|
7.15.4 |
将液体渗透检测的方法和验收标准由ASME规范改为JB 4730 |
适合我国目前工程上的需要 |
|
L 4. 1 |
API Std 620; 2002 中公式:WL = 7. 9tb √rF‰GH (IbsZft) 修改为:WrL- 99⅛ /FmGH (N∕m) |
采用国际单位,对API Std 620: 2002中的公式进行了修改 |
|
L. 4.2 |
API Std 620; 2002 中公式:0. 0274 吳⅛ (ft) Oil 修改为:O- OOOICm) (JH________________________________________ |
釆用国际单位,对API Std 620: 2002中的公式进行了修改 |
|
L. 5.3 |
API Std 620: 2002 中公式:玲二 % * Clbs∕in2) 修改为:Fa =晉 CMPa) |
釆用国际单位,对API Std 620: 2002中的公式进行了修改 |
表W.l (续)
|
本标准的 章条编号 |
技术性差异 |
原 因 |
|
L 5. 3 |
APIStd 620: 2002 中公式:F,=異§ + 600 JUPr <lbs∕in2) 修改为:E, = ^∣U + 7.5v^百 (MPa) |
采用国际单位,对API Std 620: 2002中的公式进行了修改 |
|
表Ql |
增加中国材料________________________ |
适合我国目前工程上的需要 |
|
Q. 2. 5. 1 |
将“满足ASME B31.3的最低要求”改为“满足GB 50253的最低要求” |
适合我国目前工程上的需要 |
|
表Q 3 |
增加中国材料 |
适合我国目前工程上的需要 |
|
Q. 3. 4. 1 |
APlStd 620: 20)2 中公式:Lmin =岑冬 (In) JHG 修改为:Lmin = ʒ= (πrnι) √ HCr |
采用国际单位,对API Std 620: 2002中的公式进行了修改 |
|
Q. 3.4, 1 |
API Std 620: 2(X)2 中公式:LmnI 二琴色 (in) V HG 修改为:LrlIin = ʒ= (tnm) ____________√HG^_________________________________ |
采用国际单位,对APl Std 620: 2002中的公式进行了修改 |
|
表Rl |
增加中国材料________________________ |
适合我国目前工程上的需要 |
|
表R 2 |
增加中国板材 |
适合我国目前工程上的需要 |
|
表R.3 |
增加中国材料 |
适合我国目前工程上的需要 |
|
R. 3. 4. 1 |
AFT Std 620: 2002 中公式:Lmta =岑竺 Cin) √ HG 修改为:Lmm - (mm) --_ √f HG∙_______________________________________________________________ |
采用国际单位,对APl Std 620: 2002中的公式进行了修改 |
|
表R.4 |
增加中国板材________________________ |
适合我国目前工程上的需要 |
|
表R. 5 |
增加中国板材________________________ |
适合我国目前工程上的需要 |
|
R. 6. 1. 1 |
将金属材料缺口冲击试验遵循的标准由ASTM E23改为GB/T 229 |
适合我国目前工程上的需要 |
|
表SI |
增加中国材料 |
适合我国目前工程上的需要 |
|
表S.2 |
增加中国材料 |
适合我国目前工程上的需要 |
|
表S.3 |
增加中国材料 |
适合我国目前工程上的需要 |
|
表S 4 |
增加中国材料 |
适合我国目前工程上的需要 |
表X. 1给出了本标准与API Std 620: 2002章条编号对照。
|
_________本标准章条编号 |
对应的API Std 620: 2002章条编号 |
|
第1章 |
第1章 |
|
1. 1 |
1.2 |
|
1-1-1 |
1.2. 1 . |
|
1. 1. 2 |
1.2.2 |
|
1. I- 3 |
1.2.3 |
|
1. L 4 |
1.2.4 |
|
1. L 5 |
1.2.5 |
|
1*1.6〜I- 1. 27 |
1, 2. 6〜L 2. 25 |
|
1.2 |
I- 1, 1.3 |
|
1.2.1 |
1. 1 |
|
1.2.2 |
1. 3.2 |
|
1,2.3 |
1. 1 |
|
_______________第2章______________ |
第2章 |
|
2. 1 |
—. |
|
2.2 |
,第2章 |
|
第3章 |
第3章 |
|
3. 1—3.8 |
3. 1—3.4 |
|
_______________第4章_______________ |
第4章 |
|
4. 1〜4一 5 |
4“ 1 〜4. 5 |
|
_______________第5章_______________ |
第5章_______________ |
|
5. 1—5. 27 |
5. t 〜5. 27 |
|
______________第6章 |
第6章 |
|
6. 1 〜19 |
& 1~6. 19 |
|
第7章 |
第7章 |
|
7. 1—7- 20 |
7. 1—7.20 |
|
第8章 |
第8章 |
|
8. 1—8- 4 |
` 8- & 4 |
|
_______________第g章_______________ |
第9章 |
|
9. 1—9. 7 |
9. 1—9.7 |
表X∙l (续)
|
_________本标准章条编号 |
对应的APl Std 620: 2002章条编号 |
|
附录A〜附录U |
附录A〜附录U |
|
____________附录V____________ |
— |
|
附录W |
— |
|
附录X____________ |
— |
188
铝工业协会,900 19th Street) N. W. f WaShingtOn D. C 20006, WWw. aluminum. OrgO
美国混凝土.协会,P. O. BOX 1915Q. RedfOrd Station, DetrOitJ MiChigan 48219. WWw. aci- int. org,
美国钢结构协会,400 NOrth MiChigan AVenUe♦ ChiCagO) IllinOiS 60611-4185, WWW. aisc. Orga
美国国家标准协会,1430 BrOadWay, NeW YOrkJ NeW YOrk 10018, www. ansi. OrgQ
美国工程师协会,345 EaSt 47th StreetT NeW York, NeW YOrk 10017, WWW- asme. Orga
美国无损检测协会,4153 ArlingtOn Plaza, COIUnlbUST Ohio 43228 - 0518WWw, asnt. Orgo
美国材料与检测协会,100 Barr HarbOr Drive» WeSt Conshohocken, PA 19428 - 2959» WwW. astm. OrgO
— ⅞ + c = + ɑ-。63 = 0. 506 + 0. 063 = O- 569 (in)
Oca 1UUUU
或
L (雰)R + C= 0.0067X1905+ L 5875 = 12. 76+ 1. 5875 = 14∙35 Cmm)
I= ÷ c 0. 0067 X 75 + 0. 063 0. 503 + 0. 063 0. 566 (in)