i3 q∕.uz∪. υι
U 06
备案号:4383-1999
中华人民共和国船舶行业标准
CB 3910-1999
船舶焊接与切割安全
Welding and CUtting Safety in ShiP
1999-06-01 发布
1999-06-01 实施-
中国船舶工业总公司 发布
CB 3910—1999
根据国家质量技术监督局标准化司质技监局标函〔1998〕216号文〈关于废止专业标准和清理整顿 后应转化的国家标准的通知》和船舶总公司船总科〔1999〕384号文C关于将船舶专业标准和有关国家标 准调整为行业标准的通知》,本标准代替ZB UO6 004 — 1990,
船舶焊接与切割安全
主题内容与适用范
本标准规定了在修造船舶工程中焊接与切割所采用设备及其使用操作的安全规程* 本标准适用于各类船舶、舰艇和海洋工程结构等船舶修造工程的焊接与切割作业•
2引用标准
5气焊与切割一般安全 3.1气焊与切割设备的安全
3∙1∙1氧气站的安全
3> L代1氧气站的设计和布置应与乙快站及电石渣堆之间保持合适的距离,工艺设备选择、结构材料 应用和工艺布置应以安全为前提•
3-L L 2氧气站的职工应熟悉制氧设备的原理、状况和操作规程,定期逬行技术培训和安全教育,并持 证上岗十严格遵守各项安全制度.
3>1*2乙炊站的安全
5.1-2.1乙炊站的设计与布置不应设在人员密集区和主要交通要道、电石库、乙焕瓶库等处,并与其他 建筑物之间保持合适的防火间距。
3∙ L 2∙ 2乙焕站周围30 m内严禁烟火并设标志'站内动火需报请安全消防部门取得动火证、采取可靠 的安全措施后方可进行,
% 1.2∙3乙炊发生器等设备进行焊接或动火时,必须把乙扶和电石渣排洗干净,然后在容器内充氮气 并测最乙炊气含量不超过爆炸下限的2。%方可动工(火L动工前、必须对下面固定料斗及低压总气管中 的气体成分进行测保证混合气体含乙'決虽也不超过爆炸下限的20% ,
,1.3乙焕发生器的安全
3∙1∙3∙1乙换发生器的管理和生产人员必须接受专门培训,熟悉发生器的构造、作用及安全操作规程, 经考试合格持证上岗。
3∙ 1. 3*2移动式发生器应存放在场外'也可以安置在通风良好•不小于30 m之的厂房内,但绝对禁止将 移动式发生器存放在靠近空气压缩机和通风机的吸风口附近•移动式发生器与明火距离必须超过 10 m9
ʒ. L 5. 3固定式发生器的安装地点应距易燃车间3。m以上,
3- b 5- 4乙焕发生器内必须经常或定期清洗和维护•
3.L 4露天的气焊与切割设备安全
3∙L4L移动式乙炊发生器严禁上船,氧气瓶、乙炊气瓶、丙烷气瓶也不允许上船『所冇气瓶不准曝晒' 气瓶存放地点要求凫:距氧气瓶、乙炊气瓶和丙烷气瓶10 m内严禁烟火十并设有标志,氧气瓶和乙炊瓶 或乙焕发生器间距不得小于5 mg
中国船粕工业总公司1 990^04-03批准
1
3 ∙ 1. 4 ∙ 2乙炊加4放貝能ti立,不准横躺卧放,不得遭受剧烈振动或撞击。乙快瓶存放地点的环境温设 不准超过IoC.Jtfi内〈休严禁用申应酔冇安全的剩余压力。
5. 1.4.3冋火防止器阀门应定期检査,不准使用。漏气的乙炊阀。冬季施工时,应財湿式冋火防止器采 取防冻措施(如加入适ht的食盐等)O
3.2 T焊Ljy割操作安全
3. 2.1在舱室.内,封闭容器、箱及柜等构件从Ii气焊和气割时,应使用防爆灯或安全电压的照明灯3 E 意通风良好,冲严禁使用钗气作通风气流或降温措施。工作前应尽ht在舱室或容器外点火调试,如在中 途仃较氏HjlHJP? 11: Il作时,应将焊、割炬连同通气软管从舱室,封闭容器、箱及柜等构件中取出放在空气 流动的敞幵部位O在狄舱内工作时,要同时有二名气焊工,以便监护.
3.2.2气焊工在厂房内的工作平台上工作时,任何时候都不准将焊、割炬放到平台孔或平台下面。
3. 2.3交接班、停止焊接及离开工作场所时,应关闭好氧气和乙快的阀门,应将氧气和乙虫软債脱离气 源;离JFXfV场所时,应仔细检査工作现场以防火灾。
3. 2. 4焊.1:不准在非固定的悬挂重物下方工作,
3- 2. 5气焊炬或割炬要妥善保管,不准交给不怵安全操作的人操作。
3. 2.6 V(z<∣严禁与电线和电器设备放置在一起,氧气瓶装卸帽时,不得猛烈敲击。
4电弧焊安全
4.1手工电弧焊设备安全,
4- 1.1手工电弧焊用的各种焊机长时间不用,必须先测最绝缘电阻。新焊机绝缘电阻值初级应不小于 0.5 MCH指设簿线圏间、线圈对机身),次级应为0∙2 M。;旧焊机绝缘电阻应在O. 2 MQ以上,经确认设备 正常方可使用。
4. 1.2操作前应检査电源线和焊接电缆是否良好,启动开关(包括保险丝)等是否正常,接地螺栓或接 地线是否连接良好,接地线要求见第4∙ 2条。
4.1.3当启动整流式弧焊机、旋转式直流弧焊机和交流弧焊机时或在焊接过程中发现以下现象之一时 (见表S应停机检修。
|
表1 | ||
|
整流式弧焊机 |
旋转式直流弧焊机 |
交流弧焊机 |
|
8・H扇不转动■转向不对或Ii异常声 ¥ 响; Λ∙
摆动或冇指示; ,d.整流元件出现击穿或短路现象号 也焊机电缆引线螺栓松动,发热或发红 等 ― — |
电焊机发岀异常声响、不转动或转速 不正常I b∙焊机严重发热,换向器火花变大•炭 刷损坏, c∙焊机受到机械碰撞或振动I d.电流表,电压表指示有异常 |
变压器发出异常声响♦变氏器有烟味 或火花* b・有风扇的变压器,风扇转向不对或送 电后不转 |
4.2电焊机及工件的接地
4.2.1多台炸机接地时应用并联接法,严禁使用串联接法,铜线接地线其截面积应不小于14 mπ√,必 须将接地线用螺帽拧紧。' 4.2.2在三相三线制或单相供电系统中,电焊机外壳和二次绕组输出一端必须进行保护性接地。
4.2∙3在三相四线制供电系统中,电焊机外壳必须进行保护性接妻,用于接零的导线其截面积大于相 应相线截而积的1/2。
4∙2∙4在系岸船舶焊接工作时,接地线严禁通过海水或JI:他物体连接,将接地线用电缆直接接在该船 的船壳上,船壳再与陆地用电缆线和连接。
4-2-5禁止将接地线接在锚链、钢索、氧气管道、乙换管道和起重机等,上述物体不准用来传导焊接电 流.
4∙2M 在船台上焊机的正确接地方法应按图1或图2接线,而避免按图3接线。
煙件
—O——
输入电缆 ---O
输出端
匸作台或 船甲板
1
图1船台上焊机接地示意图
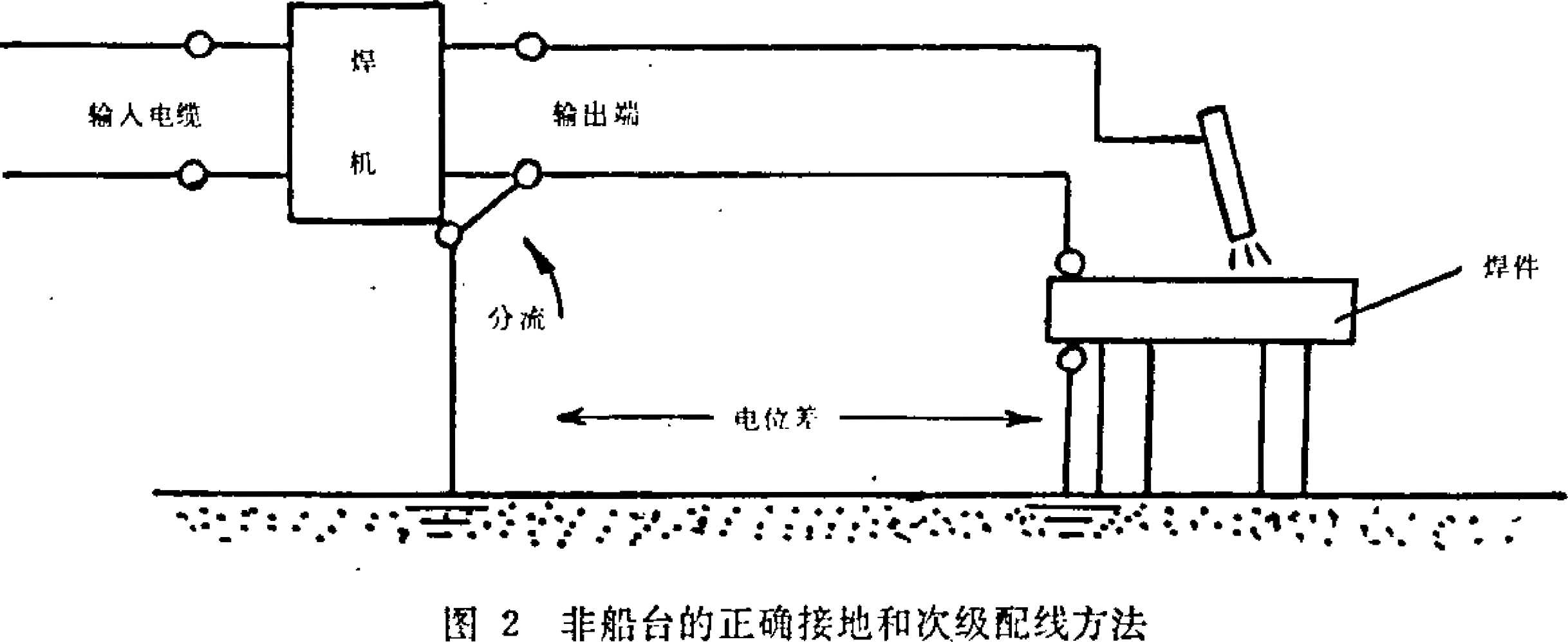
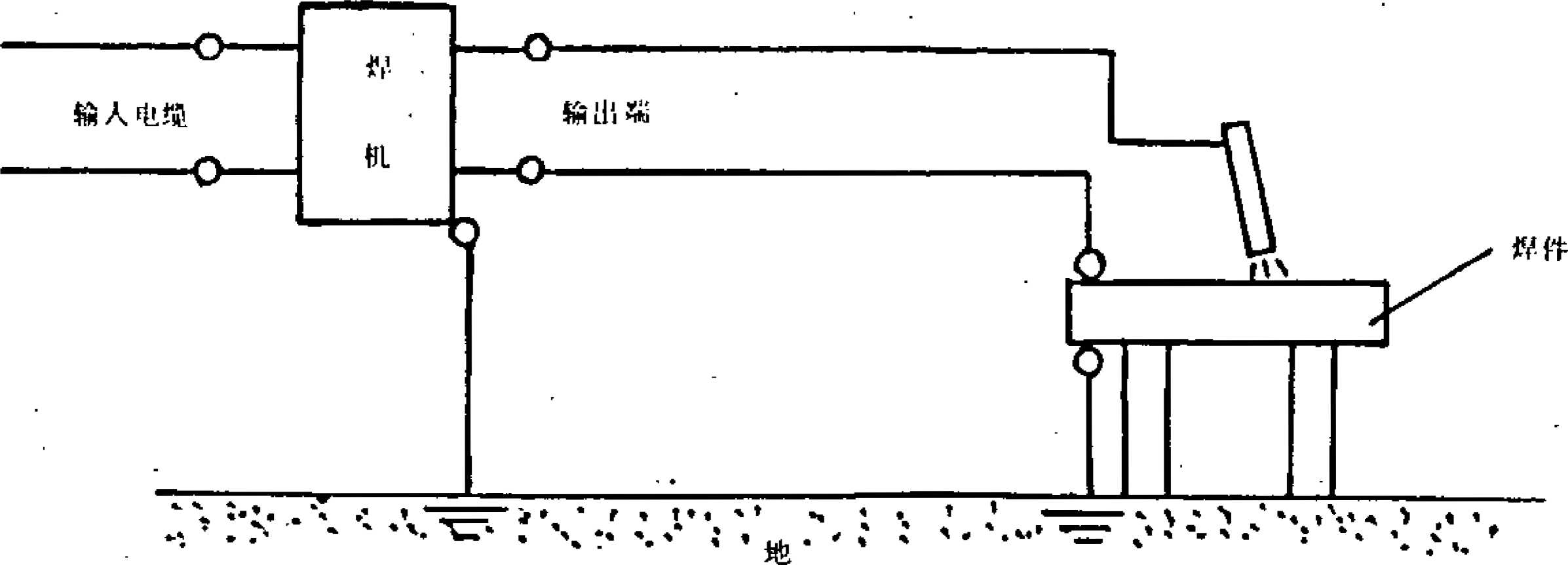
图3错误的接地和次级配线方法
4∙ 3手工电弧焊操作安全
学兔兔 www. bzfxw. COm
4∙ 5. 1如遇停电修理焊机时应切断电源,挂上标准的“禁止合闸”的标示牌后进行修理。
4. 5. 2任何电焊机都不准在fl倒荷情况下推拉电门,以防发生电弧烧伤华故。
4. 3. 5焊工在焊接时应穿戴齐全个人防护用品,清理坡口和焊淡时必须戴上防护眼镜。
4.4埋弧焊的操作安全
4.4-1在埋弧焊操作中如发现焊机冇下述情况之一,应停机检修。
a. 弧焊电源严重发热或发出弁常声响;
b. 焊接小车电动机(送丝电动机或行走电动机)不转动,发热严重或转速不正常。
4.4.2埋弧。动焊的弧焊电源、控制箱和焊接机头等设备,应建立定期保养和维修制度。
4∙ 4. 3淸理埋弧焊焊淡时,应带上防护眼镜及手套,尽M备有通风或吸尘措施或带口罩。
4. 5气电弗的操作安全
4. 5∙ 1氯孤焊引弧用的高频振荡引弧器,应尽量釆用高频屏蔽焊机,缩短高频的作用时间,用后马上切 断电源或以髙'压脉冲发生器来取代髙频振荡器。
4. 5.2安装气瓶的减压器时,操作#应站在瓶口的側面,对二氧化碳气瓶还应装有加热器再接减压器, 气体接近用完时应留有少批的剩余气体。
4.5.3 '二轼化碳气瓶在冬季要注意防冻,如遇有钢瓶瓶口冻结时,不准用火烤。
4.6电渣焊的操作安全
4. 6-1电渣焊的设备保养和维修可参照4. 1、4. 2条的规定执行。
4. 6. 2焊工在操作时,应穿戴齐全个人防护用具,特别应注意对高温焊接过程的防护,并应保持焊接规 范稳定;焊接时应注意冷却滑块行走速度是否正常,保持冷却水系统畅通及防止漏渣等。
4.7碳弧气刨操作安全
4. 7-1气刨工应穿戴齐全个人防护用具,在清除氧化渣皮时应戴上防护眼镜。
4.7.2气刨工在有防火和防爆要求的场合工作时应按第6章要求操作。
4. 7.5在狭窄容器或封闭舱室内不应使用礙弧气刨;如必须使用时,应有局部通风和专人监护等安全 措施。
4. 8等离子焊接和切割操作安仝
4∙ 8-1操作者应穿戴齐全个人防护用具,等离子弧使用的功率在20OkW以上时,设备应设在隔音室 内,并且操作者应在室外工作。
4.8.2高频发生器应冇排蔽护罩.用高频火花检查电极对中时,时间应尽可能的短,高频引弧后应立即 切断高频电路° .
4.8.3社坞极应存放在用壁铁箱内专门储存的室内,并安装有排风管(通风换气装置)。 .
5船台和船上焊接安全
5-1焊接设备安全
5.1.1在修造船中,38OV电源线禁止上船,如确需380V电源线时,则必须采取可靠的安全措施,设Ft 专用供电箱并做好与船体的绝缘和可靠的接地。
5-1.2船台上放置焊机时应备有防护罩,防止潮湿、日晒和下落物等,以防损坏焊机。
5.1-5上船放貰焊机应设有指定的场所,距离船舷不少于0∙ 5 m,并应可靠固定。电源线应符合输电安 全要求,一次电源线应用橡胶电缆悬空架设,不能与船壳与脚手架相接触,且在船上和船下各备有可学 的电源开关.
5∙ 1.4氧气软管、乙炊软管,液化气软管与焊接电缆不得混绞在J起,通往船内的燃气软管与焊接电缆 应隔开一定距离。
5-1.5在船舱内外工作时,交流电焊机空载电压超过80V应装有防触电装置或自动断电安全装投,否 则不准使用。防触电装咒的无负载电压不得超过30V。
5.1. 6启动或关闭焊机时,焊钳与焊件不能接触;直流电焊机功率大于1。kW时.不得用闸刀开关直接 起动.
5.2焊接操作安金
5.2.1在悪劣天气进行露天焊接时,必须采取防风、防雨、防雪以及防滑等可靠措施,否则应停止工作; 在狭窄舱内工作时•必须设冇通风装代〃
5. 2.2狭窄部位工作时(只能允许一名焊工操作的场所),应由有安全知识并能尽责的监护人进行监 护,监护人应认真负责并坚守岗位。
5∙2∙3在封闭性和半封闭型容器、罐、桶和館室中工作时,必须事先进行清能和通风,排除可燃、易爆和 冇害于健康的气体,保证作业区含氧址高于18%,并应断开商体或容器上的管路接头后,必要时还应在 气源一侧加盲板封闭才可施工
5.2.4在船台上,不得随意拉动船上固定照明?狭舱内应采用带有安全外罩36V以下的手拉灯,手拉灯 变压器必须接地,且不准上船,严禁使用自耦变压器作为手拉灯电源,在锅炉和水柜等特殊危险场合下, 应釆用电压为12V的手拉灯。
5. 2-5在锅炉、狭舱和油柜内不能同时进行电焊、气焊和气割作业,对以聚脂、合成泡沫等作为绝缘材 料层的容器和管道上进行电焊、气焊和气割时,应注意采取防火措施。
5. 2.6在船上舱内工作时,应先将焊接电缆、氧气和乙烷软管拉到工作场所后,再开动电焊机、氧气和 乙换供气阀.严禁带电的电缆线作长距离拖动.
6焊接与切割防火防爆安全 6.1船舶在喷涂油漆和船内木工作业时,划定的禁火区内严禁进行焊接、切割和气刨作业•
G. 2舱室内在喷涂油漆及涂敷后,必须经测爆检査并确认合格,才能进行焊接、切割和气刨作业。
6. 3在修理油轮的油舱、电池舱、油柜、油箱及输油管道等类似部位时,必须经有关测爆检査并确认合 格,才能进行焊接、切割、气刨和打磨作业,对焊割管子的两端应敞开。
6.4在从事压力容器或压力管道等焊接、切割作业前,必须泄压并排除管道内的易燃品和毒品或有害 气体,经检査确认合格后,才准进行焊接、切割、气刨和打磨作业。
6.5在修船作业中若工作周围环境无法进行事先检査,如因人孔、麵口盖以及门上锁不能进入舱、柜和
居住室等,则不得进行焊接、切割和气刨作业,遇到此类情况工人有权拒绝操作。
6,6修船时在遇到船上放有弹药和爆炸物品等,必须将上述物品卸到陆地安全地方,并经有关安全保
卫部门确认取得动火证明,才能进行焊接、切割、气刨和打磨作业•
6.7修船中遇到在冷藏间及其附近进行焊接.切割和气刨等作业,必须先通风排除绝缘材料清除所有
可燃物,才能进行工作.
6∙8修船中进入封闭舱室进行焊接、切割和气刨等作业之⅛r,必须,事先进行清舱排气,使舱内可燃气体 的浓度低于爆炸下限的20%,并经检査确认合格,舱内作业区含氧髭应高于18%。
7登高作业安全 7.1登高作业是指相对高度为2 m以上的作业位置。
7.2在高空脚手架上,焊条和工具必须放置在专用容器内,必须固定牢靠;禁止将焊接和切割的构件放 在脚手架上.
7. 3操作者在登高作业时必须系好安全带,挂钩应挂在结实、牢固的构件上。
7.4 .遇有六级以上大风或有雨、雪、浓雾等天气而又无屏蔽设施时,一般应停止船舶登高焊接作业・
7.5在脚手架上作业而又不能系安全带时,其脚手架必须设有围栏或护网.上下垂直作业时,中间必须 设有防护措施(如安全网),并不得任意向低处抛掷物件(如焊条头及边角余料)•
7.6上下扶梯应有安全防护措施,在梯子上只能进行短时、不驚重的焊接工作,禁止在梯子的最高梯阶
I诚行焊接I:作。
7∙7焊接屯缆,乙快软管和氧气软管等均应固定在脚手架上,禁止缠在焊割工人或火工矫正工人身上 戒川脚踩住,
7.8世高焊、割作业的下方应在周围10 m内禁止喷涂油漆,存放易燃易爆物品或停留闲散人员,并作 标.K如难以做到上述要求,应増加肿蔽或接火花装置。
7.9凡患冇癫痫病、心脏病和严重高血压等病症的人员,*禁从屮登高作业Q
8坞内、码头和试航焊接与切割作业安全
8. 1与内、码头利试航气焊和气割的安全
8. b 1氧气瓶和乙换发生器等不准I:船和放置在坞内,并参照3. 1.4〜3.2条的有关要求执行。
8. 1.2船舶试航时,不允许使用乙焕发生器、氧气瓶和乙炊瓶不得混合贮存,且应远离驾驶台、机舱和 装卸油的部位及船舶要害处(如炉貝和蒸汽通过的部位等);气体存放蛍:氧气瓶不超过5瓶(每瓶4OL), 乙快瓶不超过3瓶。在氧气瓶和乙快瓶存放处IO m以内范围禁止明火;气瓶存放场所应装有防爆灯,不 应有取暧设备且通风良好,并务有二轼化碳及干粉灭火器,
8. 1.3试航时,在弹药贮存船及其周围舱壁等部位需要焊接与切割须经有关安全保卫部门办证(如动 火证等)认可,不经同意不准进行焊接、切割和气刨作业。
8-2坞内、码头和试航电焊安全
8-2.1焊接设备安全参见第4. 1. 1条和5.1条执行.
8.2.2所冇焊接设备严禁放置坞内。
8.2.3焊接设备应放置在远离机舱、油舱和氧气瓶、乙快瓶等贮存部位。
8.2.4焊接设备的接地参见4. 2条执行。
8-2-5焊接操作安全要求按第4. 3条和5. 2条的要求执行。
8∙2∙6防火防爆安全要求按第6章执行,高空作业安全要求按第7章执行,
附加说明:
本标准由中国船舶工业总公司603所提出.
本标准由中国船舶工业总公司大连造船厂负责起草。
本标准主要起草人王继铭、孟少颖。